|
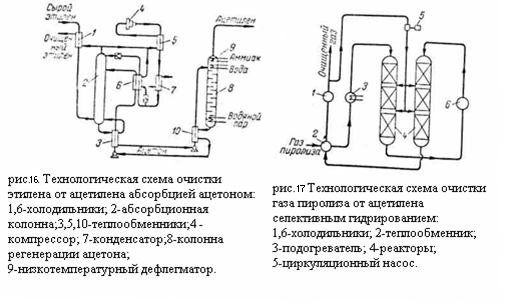
Курсовая работа: Производство этанола методом гидратации этиленаНеобходимость работать с лёгким абсорбентом обусловлена тем, что степень извлечения (абсорбционный фактор) пропорционален числу молей абсорбента: где A – абсорбционный фактор; K – константа фазового равновесия извлекаемого компонента; L, G – количество абсорбента и газа, кмоль. Следовательно, при той же массе абсорбента степень извлечения будет больше для абсорбента с более низким молекулярным весом. Кроме того, для десорбции более лёгкого абсорбента требуются меньшая затрата тепла вследствие более низкой температуры низа десорбера. Недостатком применения лёгких абсорбентов является частичный их унос с отходящими газами, в данном случае с метано-водородными фракциями. Для отвода тепла, выделяющегося при абсорбции, верхняя часть колонны 4 оборудована промежуточными выносными холодильниками 2. уходящая сверху метано-водородная фракция содержит некоторое количество паров абсорбента, зависящее от температуры и давления на верхней тарелке. Для извлечения унесённого абсорбента метано-водородная фракция охлаждается в холодильнике 8 до -60 °С и поступает в ёмкость 9, где газ отделяется от конденсата. Обогрев низа колонны осуществляется через кипятильник 5. однако, поскольку остаток содержит значительное количество абсорбента (фракция С4), температура низа колонны должна быть выше, чем в отсутствии абсорбента, и составляет около 60°C. Соответственно обогрев кипятильника осуществляется водяным паром. Схемы работы колонн 3 и 4 (рисунок 20) такие же, как при конденсационно-ректификационном методе. В режиме этан-этиленовой колонны 2 имеются различия обусловлены большим содержанием абсорбента фракции С4 в остатке. Температура низа этан-этиленовой колонны при работе по конденсационно-ректификационному методу должна быть около 70 °C, в то время как при абсорбционно-ректификационном методе она повышается до 110°C. Соответственно для обогоева кипятильников требуется в первом случае пар низкого, а во втором – высокого давления, при чём расход водяного пара для абсорбционно-ректификационной схемы значительно больше, так как абсорбент циркулирует через все колонны (за исключением этиленовой). Больше также расход воды на охлаждение пропан-пропиленовой колонны. Чистота этилена также получается различной при работе по разным схемам. При одинаковой чёткости разделения в отгонной части метановой колонны абсолютное содержание метана в остатке при работе по схеме с абсорбции будет больше, вследствие того, что количество остатка (фракция С2 – С4 и абсорбент) примерно в три раза больше. Поэтому содержание метана в этилене, полученном абсорбционно-ректификационным методом больше, чем при работе по схеме с конденсацией. Резюмируя, отметим преимущества и недостатки каждого метода. Преимуществами конденсационно-ректификационного метода является меньший расход водяного пара и воды и большая чистота этилена, недостатками – сложность компрессорного оборудования, более низкие температуры и высокие требования к стабильности состава газа. К достоинствам абсорбционно-ректификационного метода относятся умеренно низкие температуры и сравнительная простота эксплуатации; к недостаткам – повышенные энергетические затраты, унос абсорбента и необходимость его выделение при пониженных температурах. По суммарным технико-экономическим показателям предпочтение следует отдать конденсационно-ректификационному методу. Технико-экономические показатели процесса низкотемпературного разделения газа пиролиза определяются, в первую очередь, энергетическими затратами на создание низких температур, а эти затраты в значительной мере зависят от выбранной схемы охлаждения. Охлаждения до низких температур, необходимое для выделения из газа пиролиза, достигается сочетанием методов дросселирования, расширения газа в детандере и каскадного охлаждения за счёт теплообмена с испаряющимся вышекипящим компонентом (например, охлаждение этилена пропаном, метана – этиленом). 2.4. Очистка этилена Очистка этилена сводится к удалению из него сероводорода, двуокиси и окиси углерода, ацетилена и кислорода. Удаление этих примесей может осуществляться на различных стадиях процесса производства этилена. Сероводород, двуокись углерода и органические сернистые загрязнения удаляют путём промывки газо-водной щёлочью (обычно 10% раствором едкого натра) в специальном скруббере. При этом протекают реакции: H2S + 2NaOH → Na2S + 2H2O CO2 + 2NaOH → Na2CO3 + H2O COS + 4NaOH → Na2CO3 + Na2S+ 2H2O CS2 + 6NaOH → Na2CO3+ 2Na2S+ 3H2O Значительное снижение содержания сернистых соединений (до 0,0001%) и двуокиси углерода (до 0,001%) достигается при двухступенчатой промывке щёлочью. Очистка от ацетилена может осуществляться промывкой ацетоном при низких температурах либо, чаще всего, селективным гидрированием. Содержание ацетилена в газе пиролиза колеблется от 0,1 до 1%. При очистке оно должно быть снижено до 0,001 – 0,002 %. Удаление ацетилена абсорбции ацетоном основано на предпочтительном растворении ацетилена в ацетоне и проводится при низких температурах. Охлажденный этилен промывают ацетоном в абсорбционной колонне 2; насыщенный ацетон регенерируется в колонне 8 путём отгона ацетилена и после охлаждения в системе теплообменников и холодильников вновь поступает в абсорбционную колонну 2. Очистка от ацетилена селективным гидрированием основана на реакции: С2Н2 + Н2 → С2Н4 Условия процесса выбираются таким образом, чтобы практически избежать побочной реакции гидрирования этилена. При гидрировании этилен также освобождается от кислорода и от окиси углерода: О2 + 2Н2 → 2Н2О СО + 3Н2 → СН4 + Н2О В качестве катализаторов гидрирования могут применяться никель на кизельгуре, палладий на активированном угле или платина на окиси алюминия. В качестве водосодержащего газа для гидрирования применяется метано-водородная фракция. Гидрирование может проводиться при давлениях 20 - 30 кгс/см2 или более низких и при температуре газа на входе в реактор от 100 до 180 – 200 °C. Избирательное гидрирование ацетилена может проводиться в реакторах трубчатых или колонного типа. В первом случае тепло реакции отводится циркулирующим в межтрубном пространстве сырьём или водой, во втором поддувом холодного гидрированного продукта:
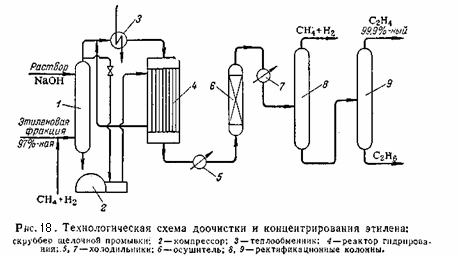
На рисунке приведена технологическая схема очистка газа пиролиза от ацетилена селективным гидрированием. Газ пиролиза после компримирования и осушки проходит теплообменник 2 и паровой подогреватель 3 с температурой 150 - 200°C проходит последовательно реакторы 4 колонного типа. Очищенный газ пиролиза через теплообменник 2 и холодильник 1 направляется на дальнейшее разделение. Часть очищенного газа циркуляционным компрессором 5 подаётся в реакторы 4 для снятия теплоты реакции. Если очистке гидрированием подвергается этиленовая фракция, после гидрирования необходимо концентрирование этилена. Принципиальная технологическая схема доочистки и концентрирования этилена приведена на (рис.18):
Этиленовая фракция (97 – 98 % этилена) смешивается с метано-водородной фракцией и поступает в скруббер 1 для промывки раствором щёлочи с целью удаления углекислого газа, сероводорода и органических сернистых соединений. Отработанная щёлочь выводится снизу, а газ сверху. Газ после щелочной промывки делится на два потока. Один поток проходит межтрубное пространство реактора гидрирования 4 и смешивается со вторым холодным потоком перед паровым подогревателем 3. в паровом подогревателе 3 газ нагревается до 100 – 190 °C и направляется в реактор 4 на гидрирование. Реактор представляет собой трубчатый аппарат, в трубки которого загружен катализатор, например, палладий на активированном угле. Тепло реакции отводится холодной этиленовой фракцией циркулирующей через межтрубное пространство. Давление в реакторе около 23 кгс/см2. После гидрирования газ охлаждается в холодильнике 5 и направляется в осушитель 6 для удаления влаги. Осушенный газ после дополнительного охлаждения в холодильнике 7 направляется в колонну 8 и 9. Сверху из колонны 8 при температуре -38°C отбирается метано-водородная фракция с содержанием этилена до 70%, который возвращается на компримирование. Остаток колонны 8 освобождается от этана в колонне 9. Сверху из колонны 9 при температуре -28°C отбирается 99,9%-ный этилен. Остаток колонны 9 содержит до 60% этана. Температура низа колонны 9 около -20 °C. 2.5. Получение этилена диспропорционированием пропилена Пропилен является побочным продуктом процесса пиролиза на этилен. В связи с этим разработан так называемы процесс «триолефин»,основанная на реакции диспропорционирования пропилена: 2 С3Н6 ↔ С2Н4 + СН3СН=СНСН3
Реакция идёт на окисных катализаторах (Со – Мо или W); в качестве носителя используется окись алюминия. Побочными реакциями являются изомеризация, крекинг и уплотнение: СН3СН=СНСН3 ↔ СН2=СНСН2СН3
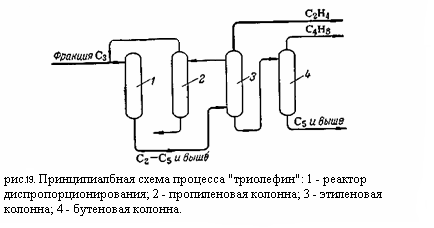
СН3СН=СНСН3 + СН2=СНСН2СН3 → Продукты уплотнения При 500 К равновесная глубина превращения пропилена составляет 45,5 мол.%. Основной причиной понижения выхода в реакции диспропорционирования являются нежелательные реакции изомеризации. Реакции крекинга и уплотнения удаётся подавить подбором условий реакции. Исходный пропилен должен быть очищен от воды, сероводорода, кислорода, кислородсодержащих соединений, метилацетилена и пропадиена. Процесс ведут при 66 – 260 °C, давлении 14 – 41 кгс/см2 и высокой скорости подачи сырья. Реактор периодически останавливают для выжигания кокса, отлагающегося на поверхности катализатора. Количество образующегося кокса составляет всего 0,02 масс.% в расчёте на сырьё, но вследствие большой скорости подачи сырья оно достигает 20% от массы катализатора. Цикл работы между регенерациями колеблется от 20 часов до нескольких суток. Диспропорционирование идёт с большой избирательностью: сумма этилена и бутенов достигает 95 – 97 % от превращённого пропилена, а конверсия пропилена 40 – 45 %. Непрореагировавший пропилен возвращается в реактор. Мольное отношение этилена к бутенам близко к стехиометрическому (около 1:1). Бутен используется для дегидрирования с получением бутадиена-1,3. Принципиальная схема процесса «триолефин» изображена на (рис.19): Пропан-пропиленовая фракция С3 в смеси с рециркулирующим пропиленом поступает в реактор 1 на диспропорционирование. Продукты реакции поступают в нижнюю часть этиленовой колонны 3 из которой сверху отбирается этилен и в виде бокового погона – смесь пропана с пропиленом. Эта смесь направляется в пропиленовую колонну 2, где непревращённый пропилен отгоняется от пропана и возвращается в рецикл. Остаток колонны 3 поступает в бутеновую колонну 4 для отделения высококипящих углеводородов. Из верхней части колонны 4 отбираются бутены высокой чистоты. Процесс «триолефин» позволяет увеличить выход этилена при пиролизе бензина с 26 – 30 до 40,9 % и бутадиена – с 4,7 до 5,7 % при одновременном снижении выхода пропилена с 17,5 до 1,5% и бутенов с 3,5 до 0,4%. [3] 3. ОСНОВНЫЕ МЕТОДЫ ПОЛУЧЕНИЯ СПИРТОВ Спирты применяют в производстве синтетических полимеров, каучуков, пластификаторов, моющих средств, в качестве растворителей и экстрагентов и для других целей. Они являются массовой продукцией нефтехимического синтеза, поэтому большое значение для экономики производства спиртов имеют методы их получения и исходное сырьё. Одним из важнейших методов производства спиртов является гидратация олефинов. Этим методом получают этиловый, изопропиловый, втор- и трет-бутиловые спирты. Метиловый спирт получают на основе окиси углерода и водорода. Наиболее крупнотоннажным продуктом является этиловый спирт. На основе этилового спирта в конце тридцатых годов С.В. Лебедевым был разработан метод получения бутадиена-1,3 и синтетического каучука на его основе. Этиловый спирт получают из пищевого сырья (ферментативный метод), из продуктов гидролиза древесины, из сульфитных щелоков и этилена. Трудовые и сырьевые затраты при производстве этилового спирта из пищевых продуктов и древесных опилок очень велики, поэтому значительно выгоднее исходить из дешёвого углеводородного сырья и получать спирт гидратацией этилена. Для производства одной тонны этилового спирта на основе этилена необходимо переработать всего примерно 2,5 тонны газа или нефтяных дистиллятов, а для получения 1 тонны спирта из растительных материалов требуется 4 тонны зерна, 10 – 12 тонн картофеля или 8 тонн древесных опилок. Трудовые затраты в человеко-часах при производстве этанола из разных источников составляют: из картофеля 280, из зерна 160, из этилена 10. Для получения синтетического этанола сырьём служит этилен, который подвергают сернокислотной гидратации или гидратации на твёрдых фосфорно-кислотных катализаторах (прямая гидратация): С2Н4 + Н2SO4 → C2H5OSO3H + H2O → C2H5OH + Н2SO4; С2Н4 + H2O (H3PO4) → C2H5OH. Себестоимость синтетического этилового спирта значительно ниже, чем при других методах его получения. Относительная себестоимость (в %) этанола, получаемого разными способами, составляет: из этилена 100%, гидролизом древесины 174 – 290, из пищевого сырья 300 – 400. [2] 4. ПРОИЗВОДСТВО СПИРТОВ СЕРНОКИСЛОТНОЙ ГИДРАТАЦИЕЙ ОЛЕФИНОВ 4.1. Теоретические сведения Реакция присоединения воды была открыта Фарадеем 1825 – 1828 гг. он нашёл, что при действии серной кислоты на этилен, содержащийся в светильном газе, наряду с диэтиловым эфиром и другими продуктами образуется этиловый спирт. Впоследствии было установлено, что первым продуктом присоединения серной кислоты к этилену является этилсерная кислота, которая при гидролизе превращается в этанол. В 1873 году А.М.Бутлеров и В.Горяинов детально изучили сернокислотную гидратацию этилена и предсказали техническое значение этого процесса. В начале тридцатых годов в Советском Союзе М.А.Далиным с сотр. были проведены исследования сернокислотной гидратации олефинов и в 1936 году в Баку была создана первая промышленная установка по получению этилового спирта из нефтяных газов. Сернокислотная гидратация олефинов является обратимым процессом. Она протекает в две стадии: CH2=CH2 + Н2SO4 ↔ CH2OSO2OHCH3 + H2O ↔ CH2OHCH3+ Н2SO4
Первая стадия – взаимодействие олефинов с серной кислотой – протекает через образование карбоний-иона, то есть как электрофильное замещение по правилу Марковникова. Поэтому сернокислотная гидратация олефинов выше С2 позволяет получать только вторичные и третичные спирты. Серная кислота в этом процессе играет роль и катализатора и реагента. Сначала происходит отщепление протона от молекулы кислоты: Н2SO4 ↔ Н+ + -OSO2OH Под действием его из молекулы олефина образуется карбоний ион CH2=CH2 + Н+ → CH2+CH3
который далее реагирует с серной кислотой с отщеплением от неё протона и образованием алкилсульфатов: CH2+CH3 +Н2SO4 ↔ CH2OSO2OHCH3 + Н+
Если в системе присутствует вода, могут также образовываться ионы алкоксония, которые разлагаются с образов()анием спирта: CH2+CH3 + H2O ↔ CH2(H2O) +CH3 → C2H5OH + Н+
Наряду с этим протекает ряд побочных реакций: а)образование диалкил сульфатов:
CH2OSO2OHCH3 + CH2=CH2 → (CH3CH2)2SO4 + Н2SO4
б) образование простых эфиров из двух молекул спирта с отщеплением воды: 2C2H5OH +Н2SO4
Причём предполагается, что фактически сначала спирт реагирует с карбоний-ионом, а потом от продукта присоединения отщепляется протон: C2H5OH + CH2 +CH3 в) образование карбонильных соединений (альдегидов) при дегидрировании спирта:
C2H5OH г) полимеризация олефинов: nCH2=CH2
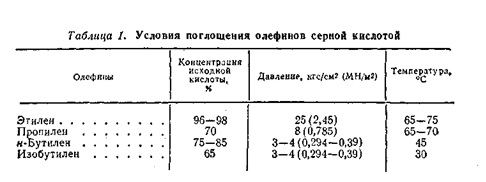
Из-за этих побочных реакций при гидратации олефинов наряду со спиртами получаются небольшие количества эфиров, альдегидов и полимеров. Кроме того, образование нерасщепляющихся сульфопроизводных приводит к повышенному расходу серной кислоты. Наиболее низкой реакционной способностью при взаимодействии с серной кислотой обладает этилен. Относительная скорость поглощения разных олефинов 80% серной кислотой меняется следующим образом: этилен (1), пропилен (500), бутилен-1(1 000), изобутилен (16 000). Видно, что с увеличением молекулярного веса олефинов их реакционная способность возрастает. Олефины изостроения также обладают очень высокой реакционной способностью. Поскольку олефины в зависимости от молекулярного веса и строения реагируют с серной кислотой с разной скоростью, для каждого из них подбирают свои условия: концентрация кислоты, температуру, давление.
Абсорбцию олефинов серной кислотой осуществляют в реакторах колонного типа с колпачковыми тарелками, на которых расположены змеевики водяного охлаждения, поскольку реакция идёт с выделением тепла. Тепло выделяется не только за счёт собственной реакции, но также за счёт разбавления кислоты водой. Вторая стадия – гидролиз алкилсульфатов водой, осуществляемый при нагревании острым паром; одновременно происходит отгонка спирта и разбавление серной кислоты до концентрации почти вдвое меньшей, чем исходная. Существенной особенностью процесса является расщепление при гидролизе на спирте кислоту, не только моноалкил-, но и диалкилсульфатов: CH2OSO2OHCH3 + H2O ↔ C2H5OH + Н2SO4
(CH3CH2)2SO4 + 2H2O ↔ 2C2H5OH + Н2SO4 При избытке олефина количество диалкилсульфата возрастает, а расход кислоты снижается, что очень важно для экономики процесса. Обычно один моль серной кислоты поглощает до 1,2 – 1,3 моль олефина. Другой особенностью является возможность поглощения олефинов из соответствующих фракций (этан – этиленовые, пропан – пропиленовые и др.) без их концентрирования. Селективность превращения олефина в спирт при сернокислотной гидратации составляет 85 – 95%, а общая степень конверсии олефина превышает 97%. Олигомеризация этилена При гидратации олефинов наряду с основной реакцией протекают олигомеризация олефина (получение низкомолекулярных полимеров) и образование простого эфира. Все они идут через промежуточную стадию карбокатиона, что можно изобразить схемой: Н2О + R+; -H+(k1) ↔ ROH + R+; -H+(k2) ↔ ROR, R+ + олефин
Для состояния системы, далёкого от равновесия, из этой схемы вытекает следующее уравнение дифференциальной избирательности:
Из него ясно видно что избирательность растёт при наличии избытка воды по отношении к олефину и образующемуся спирту. Спирт более реакционноспособен, чем вода [ (k2/k1)>1], поэтому реакцию надо вести так чтобы сохранялся большой избыток воды по отношению к спирту (~ 15:1). Выход олигомеров зависит от способности олефинов к полимеризации (изобутен > пропилен > этилен). Образование олигомеров можно снизить, не только изменяя соотношение воды и олефина, но и уменьшая температуру, так как олигомеризация имеет более высокую энергию активации по сравнению с гидратацией. Следует отметить, что при приближении к равновесию скорость гидратации и избирательность падают, что делает невыгодным проведение реакции до степеней конверсии, близким к равновесным. При этом для каждого олефина и катализатора имеется некоторый оптимум соотношения реагентов, степени конверсии и температуры, зависящий от производительности и избирательности процесса. Для дегидратации спиртов установлена схема превращения, по которой эфир способен к разложению на олефин и спирт: этанол + H+; – Н2О ↔ R+ + H+ → олефин; этанол + H+; – Н2О ↔ R+ + этанол ↔ ROR + H+
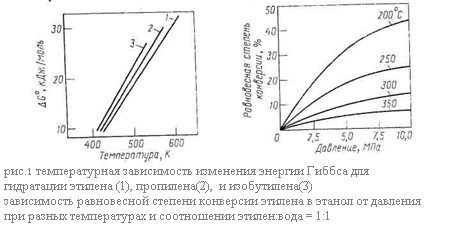
→ ROH + олефин + H+. Внутримолекулярная дегидратация имеет более высокую энергию активации по сравнению с образованием простого эфира. По этой причине, а также из рассмотрения приведённой выше схемы следует, что дегидратацию с образованием ненасыщенной связи надо осуществлять при повышенной температуре и низком парциальном давлении или концентрации спирта. Дегидратацию с образованием простого эфира проводят при более низкой температуре, более высоких концентрации и парциальном давлении спирта (например, под некоторым давлением) и при неполной конверсии спирта в реакторе. В результате рассматриваемых реакций нередко образуется ещё один побочный продукт – альдегид или кетон, получающийся за счёт дегидрирования спирта: С2Н5ОН → СН3СНО. Протонные кислоты не катализируют эту реакцию, но она становится возможной при использовании некоторых носителей или оксидных катализаторов. Из последних наиболее избирательны к дегидратации (по сравнению с дегидрированием) ThO2 и Al2O3, в то время как многие оксиды обладают смешанным, а другие – преимущественно дегидрирующим действием. Термодинамика реакций Рассмотрим равновесие основной реакции: гидратации – внутримолекулярной гидратации. Она протекает с выделением тепла, следовательно её равновесие смещается вправо при понижении температуры. Дегидратации, наоборот, способствует нагревание. Изменение энергии Гиббса при гидратации этилена, пропилена и изобутилена в зависимости от температуры представлено графически на (рис. 1.) Видно, что равновесие невыгодно для гидратации олефинов, так как при 150-300*С, когда катализаторы процесса достаточно активны, энергия Гиббса имеет большую положительную величину и равновесие смещается в сторону дегидратации. При этом для олефинов разного строения различия в термодинамике рассматриваемых реакций незначительны.
Как показывает стехиометрия реакций, на их равновесие можно влиять, изменяя давление. Внутримолекулярной дегидратации, идущей с увеличением числа молей веществ, способствует пониженное или обычное давление. Наоборот, гидратации олефинов благоприятствует высокое давление, увеличивающее равновесную степень конверсии олефина. Так последняя при 250 – 300 *С и атмосферном давлении составляет всего 0,1 – 0,2%, что совершенно неприемлемо для практических целей, но при 7 – 8 МПа и тех же температурах она возрастает до 12 – 20%. Зависимость равновесной степени конверсии этилена при его гидратации от давления и температуры изображена на рис.60, причём аналогичные кривые характерны и для других олефинов. Очевидно, что гидратации способствуют одновременное снижение температуры и повышение давления. Рассмотрим теперь равновесие в системе межмолекулярная дегидратация спиртов – гидролиз простых эфиров. Термодинамическим методом регулирования направления этих реакций является изменение давления: на образование простого эфира оно не влияет, но получению олефина его снижение благоприятствует. Механизм и кинетика реакций Все рассматриваемые реакции принадлежат к числу кислотно-каталитических процессов. Типичными катализаторами гидратации являются достаточно сильные протонные кислоты: фосфорная кислота на носителе, поливольфрамовая кислота, сульфокатиониты. Для дегидратации используют фосфорную кислоту на носителе, оксид алюминия, серную кислоту, фосфаты (например СаНРО4) и другие. Роль катализаторов при гидратации состоит в протонировании олефина через промежуточное образование π- и σ-комплексов, причём обратная реакция дегидратации идёт через те же стадии, но в противоположном направлении: СН2=СН2 + Н+ = СН3=СН2+ + Н2О = СН3=СН2ОН + Н+
При межмолекулярной дегидратации карбокатион не отщепляет протон, а взаимодействует с другой молекулой спирта: СН3=СН2+ + СН3=СН2ОН = [СН3=СН+2] 2 О+Н = [СН3=СН+2] 2 О + +Н |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||