|
Курсовая работа: Зміст технології поверхневого зміцнення сталевих виробівКурсовая работа: Зміст технології поверхневого зміцнення сталевих виробівЗміст Вступ Розділ 1. Напрями зміцнення сталей і сплавів 1.1 Концепція високоміцного стану 1.2 Механізми зміцнення 1.3 Класифікація методів зміцнення металів Розділ 2. Технології поверхневого зміцнення сталевих виробів 2.1 Зміцнення поверхні методом пластичної деформації 2.2 Поверхневе гартування 2.3 Хіміко-термічна обробка сталі 2.3.1 Загальні відомості 2.3.2 Цементація сталі 2.3.3 Азотування сталі 2.3.4 Ціанування сталі 2.3.5 Дифузійна металізація Розділ 3. Перспективні технології поверхневого зміцнення 3.1 Високоенергетичне хімічне модифікування поверхневих шарів сталевих виробів 3.2 Плазмове поверхневе зміцнення Висновки Список використаної літератури ВступВдосконалення продукції утруднене без вживання нових прогресивних технологічних процесів, що дозволяють підвищити ресурс і надійність, забезпечити працездатність деталей і вузлів в найтяжчих умовах експлуатації, при високих температурах і в агресивних середовищах, дії динамічних і контактних навантажень. Цим викликано вживання процесів зміцнювальної технології в провідних галузях промисловості, що розширюється, і широкі дослідження, що проводяться в цій області в нашій країні і за кордоном. Розробляються нові способи і технології нанесення покриттів, зокрема, багатошарових і багатокомпонентних, отримують розвиток методи поверхневого легування і зміцнення лазером, електронним променем, електричним іскровим розрядом, удосконалюються процеси поверхневої пластичної деформації, плазмового і іонно-плазмового напилення, іонної імплантації і ін. Технології поверхневого зміцнення значно відрізняються один від одного фізико-хімічною природою зміцнюючої дії, сферою застосування, технічними показниками і ефективністю. Актуальність вибраної теми визначається тим, що центральним завданням в сучасному розвитку техніки є забезпечення високого рівня експлуатаційних властивостей, підвищення довговічності і надійності вузлів і деталей машинобудування, металургійної, хімічної і нафтопереробної, аерокосмічної і інших галузей промисловості за рахунок зменшення інтенсивності зношування. Метою роботи є дослідження технології поверхневого зміцнення сталі. Розділ 1. Напрями зміцнення сталей і сплавів1.1 Концепція високоміцного стануМіцністю називають здатність матеріалів чинити опір пластичній деформації і руйнуванню під дією зовнішнього навантаження. Підвищення міцності сплавів дозволяє не лише підвищити робочий ресурс деталей і конструкцій, але також зменшити їх перетин і витрату металу. Проте лише висока міцність без необхідного комплексу таких механічних властивостей, як в'язкість, пластичність і тріщиностійкість, не забезпечує надійності конструкцій. У ряді випадків високоміцний стан металу навіть може надавати негативну дію. Конструкційні матеріали повинні разом з високою міцністю і пластичністю добре чинити опір ударним навантаженням, володіючи запасом в'язкості. При знакозмінних навантаженнях конструкційні матеріали повинні володіти високим опором втомі, а при терті - опором зносу. У багатьох випадках необхідний опір корозії. Враховуючи, що в деталях завжди є дефекти, що є концентраторами напруги, конструкційні матеріали повинні володіти високим опором крихкому руйнуванню і поширенню тріщин. Тому надійність матеріалу в конструкції прийнято характеризувати конструкційною міцністю, під якою розуміють не окремо взяті міцнісні характеристики, а комплекс механічних властивостей, що визначає експлуатаційні можливості виробу. У цьому полягає особливість вимог до конструкційних матеріалів. Крім того, окрім високої конструкційної міцності, конструкційні матеріали повинні мати високі технологічні властивості: хороші ливарні властивості, оброблюваність тиском, різанням, хорошу зварюваність. Конструкційні матеріали мають бути дешеві і не дефіцитні. Зі всіх конструкційних матеріалів, вживаних в даний час і прогнозованих в майбутньому, цим, часто суперечливим, вимогам найбільшою мірою відповідають сталі. Лише сталь дозволяє отримувати поєднання високих значень різних механічних характеристик і хорошу технологічність при порівняно невисокій вартості. Тому сталь і в сьогоденні, і в осяжному майбутньому залишиться основним і найбільш поширеним конструкційним матеріалом. Для більшості конструкційних сталей найважливішими (але не єдиними) параметрами конструкційної міцності є межа текучості σт, поріг холодноламкості або температура в'язко-крихкого переходу Ткр, рівень ударної в'язкості KCU, KCV, КСТ і коефіцієнт інтенсивності напруги КІс [9Солнцев, с.159-160]. 1.2 Механізми зміцненняУ першій половині XX століття високоміцного полягання в сталях добивалися збільшенням вмісту вуглецю, мало звертаючи уваги на їх пластичність і в'язкість, характер зламу і зварюваність. Відомо, що вуглець утворює із залізом тверді розчини впровадження і є ефективним зміцнювачем. Проте його розчинність у фериті невелика, що призводить до зниження зміцнюючого ефекту. Висока міцність мартенсіту сталі супроводиться зниженням пластичності і в'язкості, що обумовлює необхідність проведення відпустки. При відпустці утворюються карбіди, мартенсіт обідняється вуглецем і знижується дія твердорозчинного механізму зміцнення. Досить крупні частки цементітного типа, що утворюються, у ферритній матриці твердіші і крихкіші, чим матриця. Тому при вантаженні на поверхні розділу створюється об'ємно-напружений стан, який може наводити до утворення мікротріщин. Згідно сучасним уявам, деформація визначається рухом дислокацій. Отже, підвищення опору деформації і відповідно високоміцний стан можуть бути досягнуте створенням ланцюга перешкод руху дислокацій. До основних механізмів зміцнення сталей відносяться: подрібнення зерна, утворення твердих розчинів, виділення часток другої фази, перетворення при термообробці і збільшення щільності дислокацій. Експериментальні дослідження показали, що для більшості сталей діє принцип лінійної аддитивності окремих механізмів зміцнення, тобто вклади окремих механізмів в загальне зміцнення підсумовуються: σт = σ0 + Δσ т. р. + Δσд + Δσд. у. + Δσз, де σ0 - опір кристалічної решітки руху дислокацій (напруга тертя грат, або напруга Пайерлса-Набарро); Δσ т. р. - зміцнення твердого розчину розчиненими легуючими елементами, або твердорозчинне зміцнення; Δσд - зміцнення за рахунок опору переміщенню дислокацій, або дислокаційне зміцнення; Δσд. у. - зміцнення дисперсними частками другої фази, що утворилися при розпаді пересиченого твердого розчину, або дисперсійне зміцнення; Δσз - зміцнення кордонами зерен і субзерен, або зернограничне зміцнення [9Солнцев, с.160-161] 1.3 Класифікація методів зміцнення металівМетоди зміцнення металів можна умовно розділити на шість основних класів (таблиця.1.1). Методами одного класу здійснюються процеси різних типів. Зовнішні умови протікання процесів неоднакові: у газовому середовищі; у рідині; у пасті; без використання або з використанням теплоти при нормальному, підвищеному або високому тиску; у низькому, середньому або глибокому вакуумі; у атмосфері водяної, водогазової або іонної пари; у контрольованих атмосферах екзогазу або ендогазу; у електропровідному або діелектричному середовищі; у середовищі з поверхнево-активними або абразивними властивостями; у магнітному, електричному, гравітаційному або термічному полі. Вибір поєднань зовнішніх умов і характеризує специфічні особливості технологічних процесів. Таблиця 1.1. Класифікація методів зміцнення металу
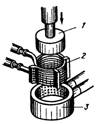
При всій умовності такої класифікації вона дозволяє вибрати принципові напрями, процеси і методи зміцнюючої обробки залежно від вихідних вимог до працездатності виробу. У необхідних випадках нею можна скористатися як інструментом для створення нових, оригінальних технологічних процесів шляхом комбінування і переміщення методів і умов виконання відомих способів [4Евдокимов, с.7-9]. Розділ 2. Технології поверхневого зміцнення сталевих виробів2.1 Зміцнення поверхні методом пластичної деформаціїЕфективними способами зміцнення поверхневого шару є дробоструйна обробка, що дозволяє опрацьовувати сталеві деталі на глибину до 0,7 мм, і обкатка поверхні роликами на глибину до 15 мм. При цьому відбувається наклепання поверхні деталі, що дозволяє підвищити її втомну міцність без зміни матеріалу і режиму термічної обробки. Наклепанню піддають готові деталі, що пройшли механічну і термічну обробку. При дробоструйної обробці на поверхню деталей із спеціальних дробометів з великою швидкістю направляють потік сталевого або рідше чавунного дробу діаметром 0,5-1,5 мм. Удари дробу викликають пластичну деформацію поверхневого шару, унаслідок чого він стає твердішим. У нім створюється залишкова напруга стискування, і тим самим підвищується втомна міцність. Якщо в поверхневому шарі присутній залишковий аустеніт, то завдяки наклепанню відбувається його фазове перетворення з утворенням мартенсіту, що додатково збільшує твердість і зносостійкість. Завдяки дробоструйній обробці згладжуються дрібні поверхневі дефекти, що є концентраторами напруги. Дробоструйній обробці піддають поверхню ресор і пружин, зубчастих коліс, ланок гусениць, гільз і поршнів. В результаті дробоструйної обробки межа витривалості ресор збільшується в 1,5 разу і у декілька разів зростає їх довговічність. Обкатку роликами проводять за допомогою спеціальних пристосувань на звичайних токарних або строгальних верстатах. Тиск на ролики здійснюється гідравлічно або за допомогою пружин. Обкатку роликами застосовують для обробки шийок валів, осей залізничних вагонів, колінчастих валів і інших деталей. Окрім зміцнення обкатка підвищує чистоту оброблюваної поверхні. 2.2 Поверхневе гартуванняПоверхневе гартування полягає в нагріві поверхневого шару сталі вище Ас3 з подальшим охолоджуванням для здобуття високої твердості і міцності в поверхневому шарі деталі у поєднанні з в'язкою серцевиною. Висока швидкість високочастотного нагріву (сотні градусів в секунду) обумовлює зсув фазових перетворень на ділянку вищих температур. Отже, температура високочастотного гартування має бути вище за температуру гартування при звичайному пічному нагріві і тим вище, чим більше швидкість нагріву і грубіше за виділення надлишкового фериту в доевтектоїдних сталях. Наприклад, сталь 40 при пічному нагріві гартують з температур 840-860 °С, при індукційному нагріві із швидкістю 250 °С/с - з температур 880-920 °С, а при швидкості нагріву 400 °С/с - з 930-980 °С. Нагрівання під гартування виробляють струмами високої частоти (ТВЧ) - найбільш поширеним способом, в розплавлених металах або солях, полум'ям газових або киснево-ацетиленових пальників, а також лазерним випромінюванням. При нагріванні ТВЧ магнітний потік, що створюється змінним струмом, що проходить по провідникові (індуктору), індукує вихрові струми в металі деталі, поміщеної усередині індуктора (рис.2.1).
Рис.2.1 Поверхневе гартування з нагрівом струмами високої частоти: 2 - гартована деталь; 2 - індуктор; 3 - охолоджувач Форма індуктора відповідає зовнішній формі виробу. Індуктор є мідними трубками з циркулюючою усередині водою для охолоджування. Швидкість нагріву залежить від кількості теплоти, що виділилася, пропорційної квадрату сили струму і опору металу. Щільність струму по перетину деталі нерівномірна, по поверхні вона значно вища, ніж в серцевині. Основна кількість теплоти виділяється в тонкому поверхневому шарі. Глибина проникнення струму в метал залежить від властивостей металу, що нагрівається, і назад пропорційна квадратному кореню з частоти струму. Чим більше частота струму, тим тонше виходить загартований шар. Зазвичай застосовують машинні генератори з частотою 500-15000 Гц і лампові генератори з частотою до 106 Гц. При використанні машинних генераторів товщина загартованого шару складає 2-10 мм, лампових, - від десятих доль міліметра до 2 мм. Після нагріву в індукторі деталь охолоджують за допомогою спеціального пристрою, що охолоджує. Через наявні в нім отвори на поверхню деталі розбризкується рідина, що охолоджує. Структура загартованого шару складається з мартенсіту, а перехідної зони - з мартенсіту і фериту. Глибинні шари нагріваються до температур нижче критичних і при охолоджуванні не зміцнюються. Для підвищення міцності серцевини перед поверхневим гартом деталь інколи піддають нормалізації або поліпшенню. Нагрів триває зазвичай до 10 С, причому швидкість нагріву складає 100-1000 °С/с. Перевагами поверхневого гарту ТВЧ є регульована глибина загартованого шару; висока продуктивність і можливість автоматизації; відсутність зневуглецювання і окалиноутворення, мінімальне викривлення деталі. До недоліків відносяться висока вартість індуктора (індивідуального для кожної деталі) і, отже, мала застосовність ТВЧ до умов одиничного виробництва. Для поверхневого гарту застосовують зазвичай вуглецеві стали, такі, що містять близько 0,4 % С. Глибока прожарюванність при цьому методі не використовується, тому леговані сталі зазвичай не застосовують. Після гартування проводять низьку відпустку при 200°С або навіть самовідпуск. Після гартування і відпустки твердість сталі 45-55 HRC на поверхні і 25-30 HRC в серцевині. Високочастотному гартуванню піддають шийки колінчастих валів, кулачкових валів, гільзи циліндрів, поршневі пальці, деталі гусениць, пальці ресори і так далі. Вибір товщини зміцнюваного шару залежить від умов роботи деталі. Якщо від деталі вимагається лише висока зносостійкість, товщина зміцнюваного шару складає 1,5-3 мм, в разі високих контактних навантажень і можливого перешліфовування оптимальна товщина зростає до 5-10 мм. Страницы: 1, 2 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||