|
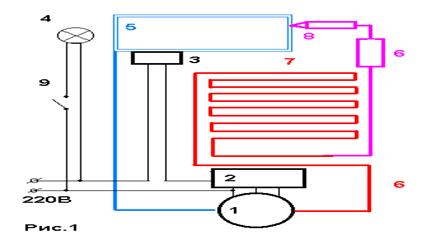
Курсовая работа: Анализ ассортимента и сравнительная оценка качества бытовых холодильных приборов, реализуемых магазином "Техно-сила"По прогнозам специалистов, сделанным ещё до кризиса, российский рынок промышленного холода в 2009-2010 годах должен продолжить рост примерно на 15% ежегодно. Это обусловлено дальнейшим развитием пищевой промышленности, являющейся крупнейшим потребителем холода. На пищевую промышленность приходится 40% холодильных мощностей. Количество продовольствия, обрабатываемое холодом, составило в 2006 г. 47 млн. тонн и ежегодно растёт. В стране продолжается строительство новых перерабатывающих предприятий, а также существует необходимость реконструкции холодильных систем действующих предприятий, износ которых достигает 80%. Несмотря на то, что ёмкость действующих холодильных складов в последние годы ежегодно увеличивалась, в нашей стране существует дефицит охлаждаемых складских помещений, оцениваемый приблизительно в один млн. квадратных метров. Очевидно, что строительство холодильных терминалов будет продолжено. Предполагаемое увеличение холодильных мощностей связано также с тем, что в структуре продуктов питания увеличивается доля охлажденных и замороженных продуктов. Рост рынка таких продуктов оценивается в последние годы в 25-30%. Следует отметить, что в условиях кризиса темпы роста рынка промышленного холода могут замедлиться, что обусловлено также девальвацией рубля и соответственно увеличением стоимости импортной техники, доля которой на российском рынке очень высока. На российском рынке доминирует оборудование, собранное в России из импортных комплектующих. Оно составляет порядка 70% от общего объёма продаж. Тенденция развития рынка выражается в снижении доли холодильных агрегатов импортного производства за счет увеличения доли оборудования, собранного в России. Важным направлением холодильной индустрии, обеспечивающим требуемые технологические режимы различных производств и комфортные условия для людей, является климатическая техника. По итогам 2007 года российский рынок климатической техники оценён как один из самых перспективных в Европе. Реальная ёмкость российского рынка бытовых кондиционеров составила в 2007 году 1473000 штук. Объем продаж увеличился на 28,6%, в предыдущие годы рост составлял 20-25%. Основными факторами, обеспечившими такое развитие, названы стабильный рост российской экономики, повышение уровня жизни населения, увеличение объёмов жилищного строительства, которое в 2007 г. достигло 19,4%. В наиболее крупных городах России рынок бытовых кондиционеров близок к насыщению. Следствием этого будет переориентация большей части рынка этого оборудования в регионы. На сегодняшний день основными приоритетами в развитии техники низких температур можно назвать повышение её энергетической эффективности и экологической безопасности. Оба эти приоритета развития взаимосвязаны между собой. Высокая энергоэффективность холодильных систем может быть обеспечена созданием и применением более экономичных компрессоров и теплообменных аппаратов, применением соответствующих хладагентов, оптимизацией схемных решений, оптимальным регулированием работы систем хладоснабжения при их эксплуатации, применением холодильной техники в комплексном использовании низкопотенциальной энергии. В вопросах повышения экологической безопасности одним из направлений принят переход на природные холодильные агенты. В России доля продаваемого промышленного холодильного оборудования, работающего на синтетических холодильных агентах, составляет 90%, на природных хладагентах около 10%, что явно не соответствует мировым тенденциям в сохранении экологии планеты. Несколько лучше положение в бытовой холодильной технике, на рынке которой в стране продукция на углеводородах составляет порядка 40% и продолжает увеличиваться за счёт перехода ряда российских предприятий на эти полностью экологически безопасные вещества. Большой объем исследовательских работ направлен на повышение эффективности, практическую реализацию и расширение областей применения экологически безопасных принципов производства холода. К ним относятся сорбционные системы, термоэлектрические охладители, охладители на основе электрокалорического и магнитокалорического эффектов. Каждый их этих принципов получения искусственного холода имеет свою определённую нишу, определяемую многими факторами, важнейшим из которых является их энергетическая эффективность. Так, технико-экономическая целесообразность применения термоэлектрических холодильных систем определена сегодня мощностью до 50 Вт. Ежегодный мировой рынок термоэлектрических охладителей составляет 1,5 млрд. долларов США. При увеличении мощности применяемых охладителей до 100 Вт рынок вырастет на порядок. Для России актуальным является развитие производства основного промышленного холодильного оборудования внутри страны. Доля отечественного оборудования на российском рынке составляет около 10%. Для увеличения выпуска отечественного ТХО необходимо решение вопроса об организации в России производства герметичных компрессоров производительностью 0,6-1,5 кВт и холодильных агрегатов на их основе. Развитие холодильного машиностроения на территории России может осуществляться несколькими путями, некоторые из которых указаны в ряде публикаций, в том числе: - организация сборочных производств, с постепенным замещением комплектующих изделиями отечественного производства; - открытие зарубежными производителями полноценного производства, в том числе и в свободных экономических зонах; - выпуск холодильных компрессоров и оборудования на основе лицензионных соглашений. Для российских специалистов и ученых является крайне необходимым реализация в производстве холодильного оборудования имеющихся в стране научного задела и разработок. Это обеспечит не только сокращение зависимости нашей страны от поставок оборудования из-за рубежа, но и поддержит отечественные научные школы и организации, разрабатывающие новые перспективные образцы холодильного оборудования. Однако здесь следует подчеркнуть, что для производства передовой конкурентоспособной техники в достаточно больших масштабах необходимы реконструкция и техническое перевооружение действующих производств. Вопрос инвестиций всегда был непростым, а сейчас в условиях кризиса, он усложнился ещё более. К сожалению, сообществу холодильщиков страны пока не удаётся привлечь внимание властных структур к проблемам отрасли. Сегодня в стране основная часть новых разработок промышленного холодильного оборудования ведётся силами ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" в содружестве с российскими заводами и организациями. Выполнен комплекс работ по созданию конструкции холодильного центробежного компрессора (ХЦК) с использованием высокочастотного привода и газодинамических подшипников, позволивший разработать типоразмерные ряды ХЦК без смазки для водо - охлаждающих машин производительностью от 20 кВт до 5,0 МВт. В этой разработке достигнуты малые массогабаритные показатели и повышенные потребительские качества за счет отсутствия системы смазки, мультипликатора, вращающихся уплотнений, реализована высокой эффективность регулирования производительности, достигнуты перспективные требования по виброакустическим характеристикам. Подтверждена работоспособность и эффективность предложенных технических решений, что позволяет перейти к созданию опытного образца холодильной машины на базе компрессора без смазки. Продолжаются работы по созданию ХЦК для химической, газовой и нефтехимической промышленности. В последние годы осуществлена разработка и поставка компрессорных агрегатов типа АТП-5 производства ОАО "Казанькомпрессормаш " для СОГ, Южно-Белыкского ГПК и др. Разработаны и внедрены в серийное производство винтовые компрессорные агрегаты специального назначения, в которых использованы винтовые пары с новым усовершенствованным профилем, позволяющим улучшить энергетические характеристики компрессоров и технологию их изготовления. Производство усовершенствованных ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" винтовых компрессоров сосредоточено на отечественных заводах - ОАО "Машзавод" г. Чита, заводе "Румо" г. Н.Новгород, ОАО "Казанькомпрессормаш ", ОАО "Пензкомпрессормаш". Кроме того, ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" производит холодильное оборудование собственной разработки, это - холодильная установка УХМ-1, предназначенная для встраивания в контейнеры для поддержания нормальной работы различного вида радио-телеаппаратуры, холодильные машины СМКТ50-2-3С и СМКТ165 для охлаждения жидкого хладоносителя в стационарных системах термостатирования на базе кожухотрубной теплообменной аппаратуры, холодильная машина 23МКТ50-2-3С на базе пластинчатой теплообменной аппаратуры, холодильные машины в судовом исполнении 21МХМВ63, 3МХМВ290. Холодильные машины 21МХМВ63П и 1МХМВ250 в судовом исполнении выпускает ОАО "Машзавод" г. Чита. В этом же классе холодильного оборудования на ОАО "ВНИИХОЛОДМАШ-ХОЛДИНГ" ведется разработка холодильной машины на винтовом компрессоре более крупной холодопроизводительности производства завода ОАО "Пензкомпрессормаш". В классе судового холодильного оборудования перспективным направлением развития планируется использование центробежных холодильных компрессоров без смазки, о которых говорилось выше. В сотрудничестве с СПбГУНиПТ ведутся работы по формированию научного задела в области абсорбционных бромистолитиевых термотрансформаторов. На основании богатого опыта производства данного рода машин, накопленного ВНИИхолодмашем, и новейших решений в области научных задач подбора конструкционных материалов, ингибиторов коррозии и поверхностно-активных веществ, а также высокоэффективных схемных решений, планируется подготовка технического предложения по выпуску типоразмерного ряда абсорбционных бромистолитиевых преобразователей теплоты нового поколения. Предлагаемый ряд машин будет обладать конкурентоспособными характеристиками как по эффективности, надёжности, удобству в эксплуатации, массе и габаритам так и по стоимости. Приведённые в данном докладе сведения свидетельствуют о том, что в последние годы холодильная индустрия в России развивалась достаточно быстрыми темпами. Ежегодный рост по многим направлениям составил 25-30%. Девальвация рубля будет способствовать развитию собственного сельскохозяйственного производства и пищевой промышленности, что потребует создания дополнительных холодильных мощностей для хранения и переработки сельскохозяйственного сырья. Необходимость реконструкции действующих производств и дефицит холодильных складов обусловливают потребность в холодильном оборудовании. Задачей российских специалистов и учёных является развитие отечественного холодильного машиностроения с привлечением к решению данной проблемы российской власти, выполнение исследований и разработка прогрессивных технических решений, которые обеспечат нашей технике конкурентные преимущества. [11] 1.2 Факторы, формирующие качество и ассортимент холодильных приборов Общими факторами, влияющими на формирование промышленного и торгового ассортимента, являются спрос и рентабельность. Спрос как потребность, подкрепленная платежеспособностью потребителей,- определяющий фактор формирования ассортимента; в свою очередь, зависит от сегмента потребителей (их доходов, национальных, демографических и других особенностей). Рентабельность производства и реализации определяется себестоимостью, издержками производства и обращения, на размеры которых оказывает определенное влияние государственные меры по поддержке отечественных изготовителей (льготное налогообложение, таможенные тарифы и другое). Специфичными факторами формирования промышленного ассортимента являются сырьевая и материально-техническая база производства, достижения научно-технического прогресса, а торгового ассортимента - производственные возможности изготовителей, специализация (класс и тип) торговой организации, каналы распределения, методы стимулирования сбыта и формирование спроса, материально-техническая база торговой организации. Торговый ассортимент неизбежно формируется под воздействием промышленного, поскольку производственные возможности изготовителя определяют состав предложения. Однако в условиях рыночной экономики производственные возможности изготовителя перестают быть определяющим фактором формирования торгового ассортимента. Заказы торговых организаций, определяемые спросом потребителей, оказывают все большее воздействие на формирование торгового ассортимента. У работников торговли появилась реальная возможность влиять на промышленный ассортимент через заказы товаров, пользующихся спросом. Специализация торговой организации относится к наиболее значимым факторам формирования ассортимента товаров. Она определяется при создании или лицензировании, или аттестации организации. Руководство организации принимает решение о специализации, от которой зависит ее последующая деятельность, в том числе и формирование торгового ассортимента. В период перехода к рыночным отношениям многие торговые организации, испытывая большие финансовые трудности, вносили изменения в свою ассортиментную политику путем включения в торговый ассортимент несвойственных товаров, не меняя при этом своего профиля. Многие специализированные магазины стали перепрофилироваться в магазины со смешанным ассортиментом. Однако, как показал опыт последних лет, большого успеха многим из них это не принесло. На современном этапе наблюдается тенденция возврата к специализации торговых организаций и формированию соответствующего ассортимента. Каналы распределения товаров также имеют значение при формировании торгового ассортимента. Отлаженная система поставок через приемлемые для торговли каналы распределения, ритмичность доставки в нужные сроки и в необходимом объеме облегчают работу по формированию торгового ассортимента, обеспечивают предпочтение закупок товаров, для которых имеется налаженная система сбыта. Этим отличаются многие зарубежные или совместные фирмы, имеющие четко функционирующие каналы распределения товаров. Методы стимулирования сбыта и формирования спроса, в частности рекламная поддержка товаров, в условиях насыщенного рынка также влияют на формирование торгового ассортимента. Это объясняется тем, что торговые организации освобождаются от дорогостоящих затрат на рекламу, за счет чего сокращаются издержки производства и возрастает прибыль. Материально-техническая база торговой организации также может оказать определенное воздействие на формирование торгового ассортимента. Если у фирмы отсутствуют склады, обеспечивающие сохранность товаров в надлежащих условиях, или площади торгового зала для выкладки товаров сложного или развернутого ассортимента, то организация не должна и планировать формирование такого ассортимента. Например, нельзя включать в ассортимент скоропортящиеся или замороженные продукты питания при отсутствии холодильного оборудования. Основополагающим фактором, влияющим на формирование ассортимента бытовых холодильных приборов, являются конструкция и материалы, применяемые для их изготовления. Более подробно остановимся именно на данном факторе. 1.2.1 Конструкция и материалы, применяемые для изготовления холодильных приборов Принцип действия работы холодильника показан на рисунке 1.
Мотор - компрессор (1), засасывает газообразный фреон из испарителя, сжимает его, и через фильтр (6) выталкивает в конденсатор (7). В конденсаторе, нагретый в результате сжатия фреон остывает до комнатной температуры и окончательно переходит в жидкое состояние. Жидкий фреон, находящийся под давлением, через отверстие капилляра (8) попадает во внутреннюю полость испарителя (5), переходит в газообразное состояние, в результате чего, отнимает тепло от стенок испарителя, а испаритель, в свою очередь, охлаждает внутреннее пространство холодильника. Этот процесс повторяется до достижения заданной терморегулятором (3) температуры стенок испарителя. При достижении необходимой температуры терморегулятор размыкает электрическую цепь и компрессор останавливается. Через некоторое время, температура в холодильнике (за счет воздействия внешних факторов) начинает повышаться, контакты терморегулятора замыкаются, с помощью защитно-пускового реле (2) запускается электродвигатель мотор - компрессора и весь цикл повторяется сначала (см. пункт 1) Упрощенно представляя, холодильник состоит из изотермического шкафа и электрического оборудования (холодильного агрегата). Корпус является несущей конструкцией, поэтому должен быть достаточно жестким. Его изготавливают из листовой стали толщиной 0,6-0,1 мм. Герметичность наружного шкафа обеспечивается пастой ПВ-3 на основе хлорвиниловой смолы. Поверхность шкафа фосфатируют, затем грунтуют и дважды покрывают белой эмалью МЛ-12-01, ЭП-148, МЛ-242, МЛ-283 или др. Выполняют это с помощью краскопультов или в электростатическом поле. Поверхность сервировочного столика, если таковой имеется, покрывают полиэфирным лаком. В последнее время для изготовления корпуса холодильника все чаще применяют ударопрочные пластики. Благодаря этому сокращается расход металла и уменьшается масса холодильного прибора. Металлические внутренние шкафы из стального листа толщиной 0,7 - 0,9 мм изготавливают методом штамповки и сварки и эмалируют горячим способом силикатно-титановой эмалью. Пластмассовые камеры изготавливают из АБС-пластика или из ударопрочного полистирола методом вакуум-формирования. АБС (акрилбутадиеновый стирол) обладает высокими механическими свойствами и стойкостью по отношению к хладону (фреону). Детали из АБС-пластика, покрытые хромом и никелем, широко применяются в декоративных целях. АБС-пластики отечественного производства по физико-механическим свойствам делятся на четыре группы: 1. АБС-0903 средней ударной вязкости; 2. АБС-1106Э, АБС-1308, АБС-1530, АБС-2020 повышенной ударной вязкости; 3. АБС-2501К, АБС-2512Э, АБС-2802Э высокой ударной вязкости; 4. АБС-0809Т, АБС-0804Т, АБС-1002Т повышенной теплостойкости. АБС-пластики выпускаются в виде гранул диаметром не более 3 мм и длиной 4-5 мм или в виде порошка и перерабатываются литьем под давлением, выдуванием, термоформованием. Камеры у морозильников и камеры низкотемпературных отделений холодильников металлические - из алюминия или нержавеющей стали. Стальные камеры более долговечны, гигиеничны, но они увеличивают массу холодильника и требуют особых способов крепления к наружному корпусу для наиболее эффективной теплоизоляции от окружающей среды. К преимуществам пластмассовых камер относятся технологичность изготовления, малый коэффициент теплопроводности, меньшая масса. Однако такие камеры по сравнению с металлическими. В холодильниках с пластмассовыми камерами по периметру дверного проема не устанавливают накладки, закрывающие теплоизоляцию, так как роль накладок выполняют отбортованные края камеры. Двери изготовляют из стального листа толщиной 0,8 мм методом штамповки и сварки. В некоторых моделях холодильников двери изготовлены из древесностружечной плиты или ударопрочного полистирола. Дверь холодильника состоит из наружной и внутренней панелей, теплоизоляции между ними и уплотнителя. Панели двери изготовляют из ударопрочного полистирола методом вакуум-формования. Толщина листа 2-3 мм. У большинства холодильников двери открываются слева направо. В всех современных холодильниках предусмотрена перенавеска двери, т.е. возможность открывания двери справа налево. У настенных холодильников дверь двухстворчатая. Дверь холодильника должна плотно прилегать к дверному проему, иначе теплый воздух будет проникать в камеру. Для обеспечения герметичности внутреннюю сторону двери по всему периметру окантовывают магнитным уплотнителем разного профиля. В холодильниках старых конструкций применялись резиновые уплотнители баллонного типа. Двери в закрытом положении удерживаются с помощью механических (чаще куркового типа) или магнитных затворов. Последние наиболее распространены. При их наличии ручку двери можно расположить на разной высоте, исходя из требований технической эстетики. Замена дверных петель специальными навесками, укрепляемыми сверху и снизу двери, уменьшает общие габариты холодильника при открывании двери, что важно при установке холодильников в углу помещений. Теплоизоляцию применяют для защиты холодильной камеры от проникновения тепла окружающей среды и прокладывают по стенкам, верху и дну холодильного шкафа и холодильной камеры, а также под внутренней панелью двери. От теплоизоляционных материалов требуется, чтобы они обладали низким коэффициентом теплопроводности, небольшой объемной массой, малой гигроскопичностью, влагостойкостью, были огнестойкими, долговечными, дешевыми, биостойкими, не издавали запаха, а также были механически прочными. Для теплоизоляции шкафа и двери холодильников применяют штапельное стекловолокно МТ-35, МТХ-5, МТХ-8, минеральный войлок, пенополистирол ПСВ и ПСВ-С и пенополиуретан ППУ-309М. Минеральный войлок изготовляют из минеральной ваты путем обработки ее растворами синтетических смол. Исходным сырьем для получения минеральной ваты служат минеральные породы (доломит, доломитоглинистый мергель), а также металлургические шлаки. Стеклянный войлок - разновидность искусственного минерального войлока. Он состоит из тонких (толщина 10-12 мк) коротких стеклянных нитей, связанных синтетическими смолами. Теплоизоляция из стеклянного войлока и супертонкого волокна биостойка, не имеет запаха, обладает водоотталкивающим свойством, удобно и быстрее стареют, со временем теряют товарный вид, менее долговечны и менее прочны по укладывается и поэтому часто применяется. Пенополистирол - синтетический теплоизоляционный материал. Он представляет собой легкую твердую пористую газонаполненную пластмассу с равномерно распределенными замкнутыми порами. Теплоизоляцию из пенополистирола получают вспениванием жидкого полистирола непосредственно в простенках холодильной камеры и корпуса шкафа холодильника. Пенополиуретан - пенопласты мелкопористой жесткой структуры, полученные путем вспучивания полиуретановых смол с применением соответствующих катализаторов и эмульгаторов. Для повышения теплозащитных свойств в качестве вспучивающего газа применяют хладон-11 и др. Процесс пенообразования и затвердевания пены происходит в течение 10-15 мин при температуре до 5 °С. Пенополиуретан обладает малой объемной массой, низким коэффициентом теплопроводности, влагостоек. Его можно вспенивать непосредственно в холодильном шкафу. При этом он равномерно и без воздушных полостей заполняет все пространство в простенках, хорошо склеивается со стенками, повышая прочность шкафа. В зависимости от качества теплоизоляционных материалов толщина изоляции в стенках шкафа холодильника может быть от 30 до 70 мм, в двери - от 35 до 50 мм. Замена теплоизоляции из стекловолокна изоляцией из пенополиуретана позволяет при одних и тех же габаритах корпуса увеличить объем холодильника на 25%. Ранее в холодильниках применялись курковые и секторные затворы дверей. В современных холодильниках применяются магнитные запоры. Магнитные затворы представляют собой эластичную магнитную вставку, помещенную в уплотнительный профиль на внутренней панели двери. При закрывании двери она плотно притягивается к металлическому корпусу. Исходным сырьем для получения магнитных материалов служит феррит бария ВаО в смеси с каучуками или поливиниловыми и другими смолами, придающими ему гибкость. Изготовленные ленты эластичного магнита намагничивают в магнитном поле. Притягивая уплотнитель к шкафу по всему периметру, магнитный затвор обеспечивает хорошее уплотнение и в то же время не требует усилий для открывания двери, которое необходимо проверять динамометром с погрешностью +1 Н. Динамометр прикрепляют к ручке на расстоянии, наиболее отдаленном от шарниров. Усилие при этом должно быть направлено перпендикулярно плоскости двери. Для дверных уплотнителей в холодильниках с курковыми и секторными затворами применяют пищевую резину, с магнитными затворами - поливинилхлоридные и полихлорвиниловые уплотнители с магнитной вставкой и магнитные уплотнители с дополнительными удерживателями. В холодильниках с механическим затвором плотное закрывание двери достигается благодаря сжатию профиля резинового уплотнителя. В холодильниках с магнитным затвором уплотнитель притягивается к шкафу силой притяжения магнита, при этом профиль уплотнителя растягивается. Уплотнитель имеет два баллона. Баллон прямоугольного сечения, в котором находится магнитная вставка, прижимается передней плоскостью к шкафу. Толщина стенки баллона существенно влияет на силу притяжения уплотнителя и не превышает 0,45 мм. Баллон "гармошка" служит для компенсации небольшого свободного хода двери. В свободном состоянии уплотнителя "гармошка" несколько сжата и при отходе двери растягивается, препятствуя отрыву уплотнителя от шкафа. Для эффективной работы профиль баллона "гармошка" имеет небольшое сопротивление растяжению, что обеспечивается тонкими стенками баллона, а также соответствующей конфигурацией его. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||