|
Курсовая работа: Проектирование изготовления отливкиКурсовая работа: Проектирование изготовления отливкиФедеральное агентство по образованию Хакасский технический институт – Филиал ФГОУ ВПО «Сибирский федеральный университет» Кафедра «Машины и технология литейного производства» Курсовой проект по “ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА” Пояснительная записка Выполнил: студент гр.43-1 Сузгаев К.В. Проверил: ст. преподаватель Цыганок Н.С. г. Абакан 2007 г. Содержание Введение1. Выбор марки сплава 2. Оценка технологичности детали 3. Составление чертежа отливки и разработка конструкции модели 3.1 Определение размеров отливки и модели 3.2 Определение количества стержней, стержневых знаков и их конструкции 3.3 Выбор конструкции модели и модельных плит 3.4 Формовочные уклоны на отливке и модели 3.5 Определение литейных радиусов 4. Выбор состава формовочной и стержневой смеси 5. Выбор технологии изготовления стержней 6. Расчет элементов литниковой системы 7. Выбор размеров опок 8. Выбор способа изготовления форм 9. Разработка технологии сборки формы. Расчет усилия подъёма верхней полуформы расплавом. Выбор груза или способа крепежа верхней полуформы к нижней полуформе 10. Выбор плавильного агрегата 11. Определение типа и ёмкости разливочного ковша 12. Обрубка, очистка отливок 13. Основные дефекты отливок Литература Приложение Введение Целью данной курсовой работы является проектирование изготовления отливки. Курсовая работа состоит из тринадцати разделов, в которых рассмотрены технико-производственные аспекты процесса изготовления отливки. В целом можно выделить ряд основных этапов работы: · выбор марки сплава; · оценка технологичности детали; · составление чертежа отливки и разработка конструкции модели; · выбор состава формовочной и стержневой смеси; · выбор технологии изготовления стержней; · расчет элементов литниковой системы; · выбор размеров опок; · выбор способа изготовления форм; · разработка технологии сборки формы; · выбор плавильного агрегата; · определение типа и ёмкости разливочного ковша; · описание основных дефектов отливок. Для выполнения курсового проекта использованы материалы технологической практики и теоретические знания по технологии литейного производства, а также современные достижения в области формообразования и плавки литейных сплавов. 1. Выбор марки сплава Учитывая условия работы отливки – кронштейн, а также то, что технические условия не оговорены, выбираем материал отливки: серый чугун марки СЧ18 ГОСТ 26358-84, выплавляемый в индукционной печи ИЧТ-1,0. Эта марка сплава обеспечивает довольно высокие механические свойства и обладает хорошими литейными свойствами.Согласно ГОСТ26358-84 химический состав данного чугуна следующий: Таблица 1.-Химический состав чугуна СЧ18 ГОСТ 26358-84
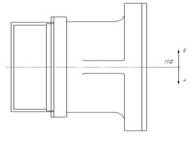
Механические свойства: - предел прочности при растяжении не менее – 180 МПа; - твердость -170…229 НВ; - предел прочности на изгиб 360 МПа. Данная марка чугуна обладает средней прочностью, хорошей износостойкостью, хорошей обрабатываемостью и применяется в основном для изготовления корпусных деталей.2. Оценка технологичности детали Конструкция данной детали не сложная её масса и габаритные размеры не большие. Это позволяет выполнить её цельнолитой. Внешнее очертание детали также не сложное и поэтому не требует изменений. Имеющиеся полости выполняются при помощи стержня; имеется хороший выход для знаковых частей и стержень хорошо фиксируется в форме. Конфигурация внешних полостей простая, что позволяет изготавливать стержень машинным способом. Отверстия малого диаметра высверливаются, так как их диаметр не превышает 30 мм. Для получения более качественной отливки наиболее рациональным положением отливки в форме будет такое как показано на рисунке1. При этом варианте обеспечивается направленная кристаллизация от тонкостенной части отливки к более массивной. Питатели наиболее целесообразно подводить по линии разъёма, так как в этом месте располагается массивная часть отливки. Данный вариант обеспечит принцип направленного затвердевания. Вариант расположения отливки предпочтителен также с точки зрения удобства формовки и сборки формы. А также легко устанавливается стержень и имеется возможность его надёжного крепления. Анализ технологических условий и технологичности конструкции показывает, что наиболее эффективно отливка может быть получена методом литья в песчаную форму. Эскиз расположения отливки
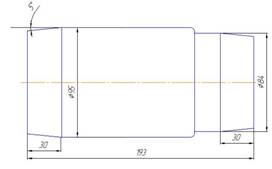
Рисунок 1. 3. Составление чертежа отливки и разработка конструкции модели 3.1 Определение размеров отливки и модели Для определения размеров отливки и модели необходимо выбрать припуски на механическую обработку, допускаемые отклонения на размеры отливки, припуски на усадку и допускаемые отклонения на свободные размеры детали. n припуски на механическую обработку выбираем по II классу точности ГОСТ 26645-85 /1,табл.22/; n допуски на обрабатываемые размеры отливки определены по /1,табл.28,29/; n среднее значение линейной усадки металла – 1% /1,табл.32/; n допуски на свободные размеры модели выбраны по III классу точности /1,табл.42/. 3.2 Определение количества стержней, стержневых знаков и их конструкцииИмеющаяся внутренняя полость отливки может быть выполнена одним стержнем. Эскиз стержня |
|||||||||||||||||||||||||||||||||||||||||
| Наименование компонента | Содержание, % |
| Кварцевый песок ОБ3К02 ГОСТ 2138-94 | 100 |
| Смола СФ-480 ТУ6-0,5-1813-88 | 3,0-3,5 |
| Катализатор 10% раствор соляной кислоты ГОСТ 875-98 | 0,3 |
| Окись железа | 0,7 |
5. Выбор технологии изготовления стержней
Смесь приготавливается в бегунах 1А12М с объёмом замеса 500 кг. Порядок подачи компонентов в бегуны: во-первых вводят песок, затем катализатор и перемешивают 1- 1,5 минут, далее подают связующие, перемешивают 1- 1,5 минут.
Выбранный состав смеси должен обеспечить:
хорошую прочность стержня 5-8 кгс/см2;
- газопроницаемость не менее 200 ед.;
- хорошую выбивку стержня;
- высокую точность и качество поверхности.
Для изготовления стержней выбираем пескодувную машину марки 4509С. Стержни изготавливаются по горячей оснастке, которые твердеют в нагретых стержневых ящиках. Время выдержки стержня в ящике 1-3 мин. Полученный стержень имеет прочность, достаточную для его перемещения и установки в форму, рабочую поверхность которого предварительно покрывают, с целью уменьшения образования пригара на отливке, противопригарной краской, которая имеет следующий состав: тальк 46%, полиизобутилен (П-200) 6%, древесный пек 5%, бензин “калоша” 43% плотность покрытия 1,1-1,14 г/см³. Стержни из ящика извлекаются при помощи толкателей при подъеме верхней половины ящика. Для удаления воздуха предусмотрены венты. Нагрев стержневого ящика на машине до 200-300°С может быть газовым или электрическим. Выбираем газовый нагрев, т.к. он имеет ряд преимуществ: быстрый и более равномерный нагрев стержневого ящика, относительно низкую стоимость природного газа, простоту конструкций и эксплуатационную надежность нагревательных устройств.
6. Расчет элементов литниковой системы
Литниковая система- система каналов и устройств, для подвода в определенном режиме жидкого металла в полость литейной формы, отделения неметаллических включений, обеспечения питания отливки при затвердевании. Правильная конструкция литниковой системы должна обеспечивать непрерывную подачу расплава в форму по кратчайшему пути, спокойное и плавное ее заполнение, улавливание шлака и других неметаллических включений, создание направленного затвердевания отливки, минимальный расход металла на литниковую систему, не вызывать местных разрушений формы.
По направлению движения металла в полость литейной формы относительно горизонтальной плоскости (отливки) литниковые системы делятся на верхние, горизонтальные, вертикальные и т.д.
Для данного случая выбираем горизонтальную литниковую систему расширяющегося типа, как наиболее благоприятную для заполнения полости формы, что также хорошо влияет на качество отливок. В такой системе самым узким местом будет поперечное сечение стояка. Такая литниковая система обеспечивает ламинарный поток течения расплава и не размывает стенки формы.
Расчет литниковой системы начнем с самого узкого места литниковой системы со стояка:
![]() ,
,
где μ-коэффициент сопротивления литниковой системы и формы;
ρ - плотность жидкого чугуна, кг/м3;
g - ускорение свободного падения, м/с2;
G - масса отливки, кг;
t - время заполнения формы;
![]() ,
,
где S - коэффициент учитывающий толщину стенки отливки;
k – поправочный коэффициент;
![]()
Hp - расчётный статический напор;
![]() ,
,
где Н -высота опоки от места подвода расплава, м;
Р -высота отливки от места подвода расплава, м;
С -высота отливки, м;
![]()
![]()
Принимаем отношение площадей стояка, шлакоуловителя, питателей, как отношение чисел:
![]()
Площадь сечения шлакоуловителя
![]() ;
;
Суммарная площадь питателей
![]() ;
;
Площадь питателя
![]() ;
;
Так как через один стояк заливается четыре отливки, то площадь его поперечного сечения будет равна
![]()
Диаметр стояка
![]() ,
,
принимаем dст = 24 мм.
Эскиз питателя
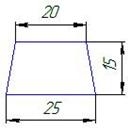
Рисунок 3.
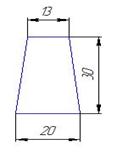
Эскиз шлакоуловителя
Эскиз стояка и литниковой чаши
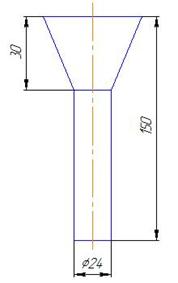
Рисунок 5.
Для увеличения пропускной способности формы необходимо устроить вентиляционные каналы диаметром 5 – 6 мм в количестве 3 – 4 на 1 дм2 формы. Каналы не должны доходить до полости формы 7 – 10 мм.
7. Выбор размеров опок
Выбираем цельную стальную опоку I-го типа по ГОСТ 2133-75. Размеры верхней опоки 600*540*150мм, нижней опоки 600*540*100мм. Данная опока является краново-ручной. Накладывание пустых опок на формовочные машины и плиты с моделями производится руками, краном или пневматическим подъемником.
Материал опоки - сталь 20Л ГОСТ 977-88. Элементы опок выполнены по ГОСТ 14974-95. Для транспортирования и кантовки на опоке предусмотрены цапфы. Для вывода газов - вентиляционные отверстия. Для центрирования опок имеются ушки верхней и нижней опоки, в которые вставляются штыри. Точность центрирования обеспечивается применением центрирующих втулок, находящихся в ушках опок. Для точной установки опоки на модельную плиту имеются центрирующие и направляющие штыри.
8. Выбор способа изготовления форм
Литьё производится в разовые опочные, песчано-глинистые формы с горизонтальным разъёмом. В связи с тем, что отливка не имеет массивных частей, прибыль для данной отливки установлена не будет.
Данная отливка имеет небольшую массу и незначительные размеры, поэтому в одной форме изготавливаем четыре отливки. Для изготовления форм используем односторонние модельные плиты. При данных размерах длины и ширины опок имеется возможность производить формовку на встряхивающей машине с допрессовкой и поворотным столом, марки 254М. Производительность формовочной машины 45 полуформ в час.
9. Разработка технологии сборки формы. Расчет усилия подъёма верхней полуформы расплавом. Выбор груза или способа крепежа верхней полуформы к нижней
Тщательность сборки в значительной мере определяет точность геометрических размеров отливки.
Сборку начинают с установки нижней полуформы в строго горизонтальном состоянии на заливочную площадку или тележку конвейера. Затем из полости полуформы сжатым воздухом выдувают сор и пыль, попавший при извлечений модели и ремонте полуформы. В чистую полость полуформы, покрытой огнеупорной краской аналогичной по составу стержневой в определенной последовательности устанавливают стержни. Устойчивое положение стержней в форме обеспечивается знаками. Точность совмещения нижней и верхней полуформы обеспечивается съемными контрольными штырями.
Расплав, заполняющий полость формы, оказывает давление во все стороны. Нижние и боковые стенки формы должны быть достаточно прочными, чтобы противостоять давлению расплава, а верхняя полуформа должна быть прижата к нижней с определенным усилием, чтобы расплав не приподнял её. Стержни, находящиеся в форме, испытывают силу действия расплава, стремящуюся вытолкнуть их вверх.
Так как в форме есть омываемый металлом стержень, то общая сила действия металла на верхнюю полуформу складывается из силы Вф действующей на внутреннюю поверхность верхней полуформы и силы Вс, выталкивающей стержень.
![]() ,
,
где ![]() и
и ![]() определяются как
определяются как ![]() , /5,с.105/
, /5,с.105/
![]() ,
,
где V – объём стержня, дм3;
ρ1 – плотность стержня, кг/дм3;
ρ – плотность металла, кг/дм3;
F – площадь проекции отливки на горизонтальную плоскость, дм2
H – высота столба жидкости, дм.
![]()
![]()
Далее определяем массу груза по формуле
![]() ,
,
![]()
Далее определим силы противодействия,
Q = Q1 + Q2
где Q1 - вес опоки, кг;
Q2 - вес земли, кг.
Q=65,0 + 98,5=163,5 кг
Так как М<Q, следовательно, груз не устанавливается.
10. Выбор плавильного агрегата
Отливка выполняется из серого чугуна марки СЧ-18 ГОСТ 26358-84.
Химический состав данного сплава можно получить при плавке чугуна в индукционной печи марки ИЧТ-1. Она дает возможность получения точного химического состава, низкий угар элементов, высокий перегрев металла, возможность использования в шихте большого количества стальных отходов.
Недостаток этих печей – малая скорость плавления твердой завалки. Поэтому для повышения производительности и снижения электроэнергий, плавку, ведут на “болоте”, т.е. при выпуске сливают не более половины металла. Затем в жидкую ванну загружают твердую шихту, расплавляют, и цикл повторяется.
При литье серого чугуна целесообразно применить крановый чайниковый конический ковш, ёмкостью 1000 кг снабжённый ручным поворотным механизмом. Для лучшего отделения металла от шлака ковш имеет сифонный канал выполненный с помощью трубок из шамота, а для защиты подъёмного механизма от излучения металла, ковш выполнен с защитным экраном из листовой стали.
Так как отливка мелкая расплав из плавильной печи заливают в ковш с емкостью 1000 кг, а затем из него в ковш вместимостью 50 кг. Ковш малой вместимости предназначен для заливки литейных форм. Температура заливаемого чугуна составляет 1400 - 1450 0С.
12. Очистка и обрубка отливок
При обрубке от отливок отделяют элементы литниковой системы, заливы по разъему формы. Обрубку выполняют пневматическими молотками с использованием зубил, для удаления заливов применяют воздушно-дуговую резку.
После выбивки отливки подвергают очистке с целью удалить с поверхностей пригар, остатки формовочной смеси. Очистку отливки производят в дробеметной камере. После очистки отливки подаются в механический цех для обработки, а затем на склад готовой продукции.
13. Основные дефекты отливок
В следствии того, что заливка ведется в сырые песчано-глинистые формы, отливка может иметь газовые раковины из-за интенсивного газообразования. Для устранения этих дефектов на верхней и нижней полуформе выполнены вентиляционные каналы. Помимо этого на отливке возможно образование пригара в следствии проникновения металла в поры формы. Для исключения этого дефекта полость формы покрывают противопригарной краской. Нанесенные на поверхность формы или стержни, краски создают прочный слой огнеупорного материала, препятствующий проникновению металла и его окислов в поры между зернами смеси, что устраняет пригар на отливках.
Литература
1. Филиппов, Г.И. Технология машиностроительных материалов. Учебное пособие к курсовой работе по литейному производству. Ленинград, 1968 г.
2. Емельянова, А.П. Технология литейной формы. Москва, 1977 г.
3. Пушмашев, П.И. Методические указания к выполнению курсовой работы.
4. Илларионов, И.Е., Васин, Ю.П. Формовочные материалы и смеси.
Чебоксары: Чувашский университет, 1992 г.
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||