|
Курсовая работа: Проект реконструкции моторного участка с разработкой технологического процесса на восстановление коленчатого вала автомобиля ГАЗ-53АRcр=m1*R1 + m2 * R2 / mcп + mвс (6) где m1 - Первый рабочий m2 - Второй рабочий R1 - Разряд первого рабочего R2 - Разряд второго рабочего mсп - Списочное количество рабочих mвс - Количество вспомогательных рабочих Rcp = 1 * 3 + 1 * 4 / 2 = 3,5 1.2.5 Расчёт (подбор) технологического оборудования. Количество рабочих мест рассчитывается по формулам: Xрм=Tуч/Фрм * m * у (7) где Туч - Годовая трудоёмкость работ по участку. Фрм - Годовой фонд рабочего места в часах. m - Количество рабочих работающих на одном рабочем месте у - Число смен Xрм = 4942,08 / 2070 * 1 * 1 = 2,39 чел. принимаем 2 человека. Xо=Tуч/Фдо (8) где Туч - Годовая трудоёмкость работ по участку. Фдо - Действительный годовой фонд оборудования. Xо = 4942,08 / 2025 = 2,44 чел. Принимаем 2 человека. Таблица 3. Оборудование.
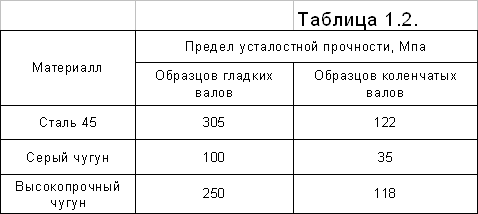
1.2.6. Расчёт площадей. Коэффициент плотности расстановки оборудования для агрегатного участка принимается Кп = 4. Площадь агрегатного участка рассчитывается по формуле: Fуч=Fоб*Кп (9) где Кn - Коэффициент плотности расстановки оборудования Fоб - Площадь горизонтальной проекции технологического оборудования и организационной оснастки, м2. Fуч = 15,418 * 4 = 61,676 м2 Fуч = 6 * 5 * 2 = 60 м2 Исходя из строительных требований принимается площадь агрегатного участка равной Fуч = 60 м2, т.к. применяем при строительном задании сетку колонн размером 6 * 5 * 2. Высоту здания выбираем 3 метров. Наружные стены выполняются толщиной 60 см. Пол выбираем цементный на бетонном основании. 1.2.7. Техника безопасности и противопожарные мероприятия на участке. При работе гаечными ключами необходимо подбирать их соответственно размерам гаек, правильно накладывать ключ на гайку. При работе зубилом или другим рубящим инструментом необходимо пользоваться защитными очками для предохранения глаз от поражения металлическими частицами, а также надевать на зубило защитную шайбу для защиты рук. Снятые с автомобиля узлы и агрегаты следует устанавливать на специальные подставки, а длинные детали устанавливать только на стеллаж. Перед началом работ с электроинструментом следует проверить наличие исправность заземления. При работе с электроприборами с напряжением выше 42в необходимо пользоваться защитными средствами ( резиновыми перчатками, галошами, ковриками, деревянными сухими стеллажами ). При работе с пневматическими инструментами подавать воздух только после установки инструмента в рабочее положение. Запрещается: Подключать электроприбор к сети при отсутствии или неисправности штепсельного разъёма. Переносить электрический прибор, держа его за кабель, а также касаться рукой вращающихся частей до их остановки. При проверке уровня масла и жидкости в агрегатах пользоваться отрытым огнём. Паяльные лампы, электрические и пневматические инструменты разрешается пользоваться лицам, прошедшим инструкцию и знающим правила общения с ними. 1.2.8. Охрана окружающей среды на предприятии и объекте реконструкции. Для снижения вредного воздействия на окружающую среду при проектировании, строительстве и эксплуатации слесарно-механического участка должны выполнятся природоохранные мероприятия, вся используемая ветошь собирается в специальные ящики и после сжигаются. Стружка и отбракованные металлические детали собираются в специальные ящики, после заполнения сдаются на вторичную переработку металла. 2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 2.1. Назначения и условия работы детали Коленчатый вал является высоконагруженной деталью двигателя. В процессе эксплуатации двигатель машины подвержен различным нагрузкам, в том числе и неблагоприятным, это пуск двигателя в холодных условиях, не качественное смазочное масло, работа в запыленных условиях и т. д. Вследствие этих факторов трущиеся части коленчатого вала подвергаются повышенному износу, что в свою очередь приводит к появлению на этих поверхностях надиров, сколов, микротрещин, раковин, которые могут привести к поломке коленчатого вала и выходу из строя всего двигателя. Чугунные коленчатые валы в автомобильных двигателях стали применять с 1960 года [3]. Высокопрочные чугуны по ГОСТ 7293-85 делятся на два класса: перлитные (ВЧ 45-0; ВЧ 50-1,5; ВЧ60-2) и ферритные (ВЧ 40-0; ВЧ 40-6). Большое применение нашли чугуны перлитного класса благодаря высокой прочности и износостойкости. Применение высокопрочного чугуна взамен стали 45, для изготовления коленчатых валов стало возможным благодаря его высокой усталостной прочности. Соотношение по усталостной прочности для стальных и чугунных образцов гладких и коленчатых валов одинаковой формы представлены в табл. 1.2 [2].
По данным табл. 1.2. у образцов гладких валов, изготовленных из высокопрочного чугуна, предел усталостной прочности на 18% меньше, чем у образцов изготовленных из стали 45; у коленчатых валов, изготовленных из тех же металлов, эта разница равна всего 4%. Объясняется это тем, что усталостные трещины вызывающие разрушения чугунных коленчатых валов, возникают в местах концентрации напряжений на галтелях, а высокопрочный чугун сохраняет присущую всем чугунам малую чувствительность к концентрации напряжений. Износостойкость. Высокую износостойкость высокопрочного чугуна с перлитной основой, не уступающую закаленной стали 45, большинство исследователей [4] объясняют наличием на его поверхности вскрытых графитовых включений, которые служат смазкой, а освободившиеся полости являются накопителями дополнительной смазки, необходимой при пуске и остановке двигателя. При сравнении стальных и чугунных коленчатых валов в опубликованных работах [5,7] указывается, что при твердости стальных шеек HRC 56 их износостойкость равна износостойкости шеек чугунного коленчатого вала, при твердости шеек менее HRC 56 – меньше и при твердости более HRC 56 – больше износостойкости шеек чугунного коленчатого вала. Технические условия на ремонт. 1. У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама. 2. Шатунные шейки должны иметь диаметр – 75,76-0,013 мм. Коренные – 86,61-0,013 мм. 3. Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм. 4. Чистота поверхности шеек должна соответствовать 5 квалитету Ra 0,2-0,4 5. Длина передней коренной шейки должна быть в пределах 30,45-30,90 мм. Длина шатунной шейки 52,0-52,2 мм. 6. Радиусы галтелей шатунных шеек должны быть в пределах 1,2-2,0 мм, коренных 1,2-2,5 мм. 7. При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать: а) для средней коренной шейки – 0,02 мм. б) для шейки под распределительную шестерню – 0,03 мм. в) для шейки под ступицу шкива вентилятора – 0,04 мм. г) для шейки под задний сальник – 0,04 мм. д) фланца по торцу – 0,04 мм. 8. Не параллельность осей шатунных и коренных шеек – не более 0,012 мм на длине каждой шейки. 2.2. Выбор рационального способа восстановления детали. Исходя из дефектов детали, и рекомендуемых способов их восстановления, а также дополнительных технических условий, представленных на рабочем чертеже. Предлагаю выбрать следующую последовательность операций направленных на востановление детали: 1. Износ коренных шеек ( шлифовать, наплавить, шлифовать) 2. Износ шатунных шеек (шлифовать,наплавить, шлифовать) 3. Износ посадочного места под шестерню (точить, наплавить, шлифовать) Для востановления всех дефектов необходимы такие операции, как наплавка в СО2, расточка, щлифовка. 2.3. Выбор необходимого технологического оборудования. Для наплавки применяют вибродуговую наплавку на базе станка 1К62 с наплавочной головкой ОКС - 65 69. * Для токарной операции применяем станок 1К62 * Для шлифовки применяют шлифовальную головку на базе станка 2И135. 2.4. Расчет режимов и норм времени на обработку. 2.4.1. Шлифовать коренную и шатунную шейку. Деталь— коленчатый вал, Дзк=86,61 dзк=85,61; L=42 мм Дзш=75,76 dзш=74,76; L=50 мм Материал— ВЧ 40-0, Твердость-- НВ241…285 Масса—до 15 кг, Оборудование – ,Круглошлифовальный станок модель 316М Режущий инструмент—Шлифовальный круг Установка деталей --в центрах, Условия обработки—с охлаждения. 1. Установить деталь 2. Шлифовать 1 ( Д1 ) Ш 86,61 → Ш 85,61 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||