|
Курсовая работа: Проектування технологічного оснащення та вимірювального інструментуНепрохідна скоба: На кресленні контркалібру: К-НЕ=Ø11,983-0,002 Для контролю зношування прохідної частини скоби:
На кресленні контркалібру: К-И=Ø12,004-0,002 7) Позначення для калібр-скоби:
0 -0,018 3. Розрахунок та конструювання спеціального пристрою 3.1. Службове призначення пристрою При проектуванні верстатних пристроїв і їх виробі необхідно щоб забезпечувалось: 1) точність положення заготовки на верстаті; 2) надійність затиску; 3) зручність та безпека при роботі; 4) висока жорсткість системи ВПІД при дії сили різання; 5) забезпечення вільного підходу інструмента до всіх оброблюваних поверхонь; 6) швидкодія затискачів. Даний верстатний пристрій призначений для закріплення заготовок при обробці на універсально-фрезерному верстаті моделі СФ-676 для виконання операції №045 для фрезерування лисок в розмір 13h7мм. Операція виконується після попередньої чорнової та напівчистової обробки деталі на попередніх операціях. Шорсткість установчих поверхонь заготовки відповідає Rz20, точність виконання цих розмірів відповідає сьомому квалітету точності. При обробці заготовки на даній операції знімаються такі припуски: ширина фрезерування b=10мм, довжина фрезерування l=8мм, глибина фрезерування t=2,5мм. Операція повинна бути виконана з точністю по сьомому квалітету точності і шорсткістю Ra=1,6. Принцип роботи пристрою Пристрій багатомісний, одночасно встановлюються і затискаються дванадцять деталей і обробляється комплектом чотирьох двосторонній дискових фрез. Деталі встановлюються циліндричною поверхнею в самоцентруючі призми по рухомій посадці. Висота призм відповідає циліндричній частині заготовки. Деталь фіксується в пристрої на виступ Ø12мм. Затиск відбувається штоком пневмоциліндра, який рухає призми до повного затиску заготовки. Після закінчення шток циліндра повертається в первинне положення, а призми розтискаються за допомогою пружин і деталь вільно виймається з призми. Для запобігання падіння тиску у повітряній мережі встановлюють запобіжний клапан, тому безпека праці гарантована. 3.2 Схема базування заготовки в пристрої Схема розташування установчих елементів визначається схемою базування заготовки та типом установчих елементів. При розробці принципової схеми визначають найкраще розташування установчих елементів у кожній координатній площині. Для базування заготовки на установочну базу остання повинна мати три установчих елементи. Розташувати їх на заданій площині можна по різному. Добираємо таку схему розташування елементів, при якій були б забезпечені найвища точність встановлення та найбільша стійкість заготовки, що базується .
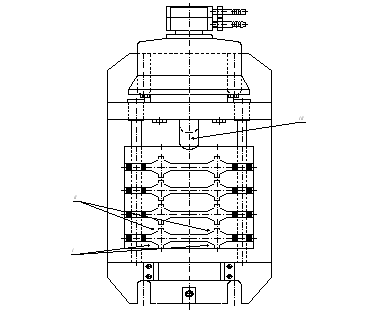
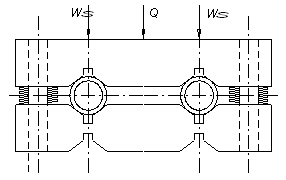
1,2,3,4-подвійні установчі бази; 5,6,7,8-подвійні упорні бази; 9,10-упорні бази. Рисунок 3.1 – Схема базування заготовки в пристрої. 3.3 Принципова схема пристрою Принципова схема верстату складається зі схеми розташування установчих елементів, схеми сил затиску заготовки, кінематики передачі зусилля від привода до затискних елементів. Схема розташування затискних елементів визначається схемою базування заготовки та типом установчих елементів. Згідно зі схемою базування заготовки відома кількість установчих елементів, які мають розташовуватися по трьох координатах, побудованих на комплекті баз заготовки. При розробці принципової схеми визначають розташування установчих елементів у кожній координатній площині. Наприклад, для базування заготовки на установчу базу, остання повинна мати три установчих елементи. Розташувати їх на задній площині можна по-різному. Добирають таку схему розташування елементів, при якій були б забезпечені найвища точність виготовлення та найбільша стійкість заготовки, що базується. При доборі схеми сил затиску насамперед вирішують, на які координатні площини, що побудовані на установчих елементах пристрою, повинно бути напрямлене силове затискання. З точки зору надійного забезпечення визначеності базування заготовки рекомендується силове затискання напрямляти на кожну з шести опор. Для спрощення пристрою бажано прикладати сили затиску на одну координатну площину, побудовану на установочній базі.
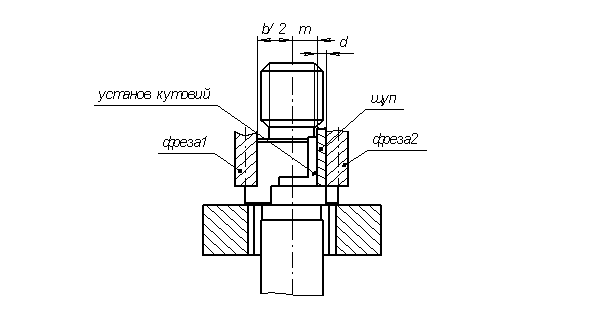
I – схема установчих елементів пристрою (нерухомі призми α=90°) II – схема затискних елементів пристрою (рухомі призми α=90°) III – схема передачі зусиль від пневмоциліндра до установчо-затискних елементів пристрою. Рисунок 3.2 – Принципова схема пристрою. 3.3 Точнісний розрахунок пристрою Точність обробки заготовок на фрезерних верстатах залежить в основному від способу орієнтації пристрою відносно стола верстату та методу налагодження різального інструменту відносно заготовок. Фрезерні пристрої на верстаті орієнтують за допомогою напрямних шпонок або центруючи пальців. Елементи для орієнтації пристрою прикріплюють до корпуса з боку його опорної площини і встановлюють у Т-подібний паз стола. Цим досягається паралельність установчих поверхонь пристрою в напрямі поздовжньої подачі стола верстата. У цьому маємо загальний випадок, коли пристрій встановлений на напрямних шпонках або центруючи пальцях, має забезпечити автоматичне отримання розмірів заданої точності без вивірки. Інструмент встановлений за допомогою кутового установа і щупа, тому умова забезпечення заданої точності розміру матиме загальний вигляд:
При виконанні операції необхідно забезпечити паралельність оброблюваних поверхонь 0,2мм, тому Тз=0,2мм. Заготовку в пристрої встановлюють на циліндричну поверхню та торець, який перпендикулярний до неї. Тому схема базування така: зовнішній циліндричний діаметр і торець. Пристрій встановлюється на верстаті без додаткового налагодження, а ріжучий інструмент встановлюють на розмір з допомогою спеціального елемента – установа. Основні розміри пристрою: m – налагоджувальний розмір; a – паралельність оброблюваних поверхонь між собою. Призначаємо допуски на основні розміри пристрою: 1) номінальне значення налагоджувального розміру
2) відхилення на розмір m дістаємо використовуючи співвідношення
Отже, маємо розмір m=3,5(±0,04)мм;
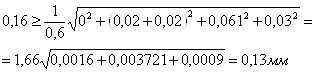
Рисунок 3.3 – Ескіз установки заготовки у пристрої. 3) допуск непаралельності обробляємих поверхонь між собою за рекомендаціями вибирається – 0,04мм на 100мм довжини. Виконуємо перевірочний розрахунок на точність. Маємо пристрій з установом, за допомогою якого швидко налагоджується різальний інструмент відносно заготовки і пристрою. Тому розрахунок на точність виконується за формулою:
де Тз=0,16мм (з креслення де талі), Кс=0,6 [2,с.59]. 1) похибка базування ωб=0, тому що пристрій самоцентруючий і самозатискний; 2) похибка встановлення заготовки ωв.з.
де похибка центрування заготовки ωц, здійснюється самоцентруючими призмами: ωц=0,02мм за рекомендаціями [2,с.179]. Враховуємо допуск на зношування установчих елементів призм ωзн: ωзн = 0,02мм за рекомендаціями [2,с.59]. 3) похибка пристрою ωп складається з двох частин:
де ωп1 – відхилення на розмір m, який визначає положення установа відносно установчих призм: ωп1=0,04мм; ωп2 – розраховується згідно умови непаралельності осі шпонки пристрою відносно установчих елементів пристрою. Приймаємо цю величину з умови, що а=0,02мм на 100мм довжини.
тоді 4) похибка встановлення інструмента ωн.і.: ωн.і.=0,03мм за рекомендаціями [2,с.75].
Отже, умова точності обробки в даному верстатному пристрої виконується. 3.4 Силовий розрахунок пристрою Технологічна схема встановлення і закріплення заготовки є самоцентруючий пристрій у вигляді призм. Розрахуємо режими різання для фрезерування чотирьох лисок: Глибина фрезерування 8мм, ширина фрезерування 2,5мм, довжина фрезерування 12,45мм. Діаметр фрези D=100мм Кількість зубів: Подача на зуб: Стійкість фрези: Т=120хв [1,т.40,с.290] Швидкість різання:
де КV=0,75; Коефіцієнт CV=259; [1,т.39,с286] Показники степеня [1,т.39,с.286]: q=0,25 x=0,3 y=0,2 u=0,1 p=0,1 m=0,2 Швидкість різання:
Частота обертання шпинделя:
Частоту обертання шпинделя вибираємо за паспортом верстату:
Дійсна швидкість різання:
Сила різання:
де k – коефіцієнт, k=0,25 [1,т.41,с.291] Коефіцієнт Ср=68,2 [1,т.41,с.291] Показники степеня [1,т.41,с.291]; x=0,86 y=0,72 u=1 q=0,86 w=0
Так як обробляється одночасно чотири
лиски, то сила різання Радіальна сила Осьова сила
Побудова розрахункової схеми
Рисунок 3.4 – Розрахункова схема сил. Розрахункова схема – це ескіз заготовки в потрібній кількості проекцій або в аксонометрії, зображеної в системі координат X,Y,Z, на якій позначають сили та моменти, що діють на заготовку, а також їх прикладання із зазначенням відстаней. На розрахунковій схемі відображають сили та моменти різання, затискні зусилля, реакції опор і сили тертя. На розрахунковій схемі спрощено позначають установчі та затискні елементи пристрою із зазначенням їх основних розмірів і розмірів між ними. Складання рівняння рівноваги Зусилля закріплення визначають шляхом розв’язання системи рівнянь рівноваги заготовки, одержаних на основі розрахункової схеми. Рівняння рівноваги заготовки згідно з прийнятими умовами можна записати у вигляді:
де k – коефіцієнт запасу, k0=1,2 – гарантований коефіцієнт запасу при віх видах обробки; k1=1,0 – коефіцієнт, який залежить від поверхневого шару заготовки; k2=1,2 – коефіцієнт, що враховує збільшення сили різання через зношування інструменту; k3=1,0 – коефіцієнт, що враховує збільшення сили різання при обробці переривчатих поверхонь; k4=1,1 – коефіцієнт, що враховує неоднорідність затискних зусиль, прикладених до заготовки; k5=1,0 – коефіцієнт, що враховує зручність розташування рукояток ручних затискачів.
f – коефіцієнт тертя, Визначення потрібних сил затиску W: Затискні зусилля – це сили, які безпосередньо діють на заготовку і забезпечують незмінність її положення під час обробки відносно установчих елементів пристрою.
Сумарна сила затиску заготовок:
Визначення початкової сили Q: Початкова сила – це сила на приводі, яка через передавальний механізм створює на заготовці затискне зусилля.
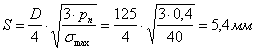
Визначення основних параметрів пневмоциліндра: - діаметр мембрани D=125мм; - діаметр штока d=63мм; - хід штока L=35…45мм; - тиск у мережі рп=4кгс/см2; Визначаємо дійсний робочий хід штока:
де S – товщина діафрагми. Визначаємо по формулі:
Приймаємо S=5,5мм.
Сила на штоці для затислої діафрагми:
де с=0,4 – коефіцієнт, що вибирається з відношення D/d, [1,с.211,т.4.6]; m=0,8 – переміщення штоку від початку положення на якусь величину ходу L; Сила в кінці ходу штока:
С=0,78 [1,с211,т.4.6] Приймаємо стандартний пневмоциліндр діаметром D=125мм. Пневмоциліндр7020-0273 по ГОСТ 21821-76. 3.5 Розробити загальний вигляд пристрою з технічними вимогами 1) Розміри для довідок 2) H14; h14; 3) Площинність установчої поверхні А не більше 0,01 мм. 4) Перпендикулярність осей призми до поверхні А не більше 0,01 мм. 5) Маркувати:
3. Міри безпеки. _______________________________________________________________________________________________________________________________ 4. Правила зберігання 1. Збереження пристрою: Стелаж__________; Полиця ______________; Гніздо _______________. 2. Після закінчення роботи пристрій протерти, змастити протикорозійним мастилом,покласти в тару. 3. Зберігати пристрій в приміщенні з плюсовою температурою і вологістю повітря не більше 80% з дотриманням всіх норм промсанітарії. 5. Свідоцтво по прийому пристрою. 1. Даний пристрій відповідає кресленню та техвимогам, пройшов випробування в цеху № _____підприємства ___________________________ і є придатним для експлуатації. Акт №______ від „______” ___________________ 2009р. Конструктор ________________ (________________________________________) Технолог ________________ (__________________________________________) Начальник цеха ______________ (__________________________________________) Майстер інструментальної дільниці ____________ (____________________________) 2. Гарантійний строк експлуатації - 12 місяців. 6. Перевірка оснащення на технологічну точність. Після обробки 500 штук деталей, але не пізніше 3-х місяців використання в роботі пристрій перевірити на технологічну точність. Дані перевірки занести в таблицю. Таблиця 1. Перевірка пристрою на технологічну точність.
7. Ремонт оснастки
Паспорт склав: _______________________________________________ _____________________________________________________________ _________________ „___________” _______________________ 2009р. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 ПР Ø12h7 НЕ
ПР Ø12h7 НЕ