|
Курсовая работа: Печатные формы, изготовленные травлениемКурсовая работа: Печатные формы, изготовленные травлениемФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ ИМЕНИ АКАДЕМИКА С.П. КОРОЛЕВА ИНСТИТУТ ПЕЧАТИ Курсовая работа По дисциплине ТФП Вариант №11 Печатные формы изготовленные травлением, схемы травления (высокая печать). Форматная и поэлементная запись изображения в технологических процессах изготовления печатных форм. ВЫПОЛНИЛА: КАЗАКОВА Н.Р. ГРУППА ИП-35 ПРОВЕРИЛ: РЫПАЛО В. Н. САМАРА 2010 ВведениеГлава 1. Травление магниевых и цинковых клише1.1 Оборудование для изготовления магниевых и цинковых клише 1.2 Травление медных пластин1.3 Оборудование для изготовления медных клише1.4 Травление латунных клише 1.5 Травление стальных клише Глава 2. Офсетные металлические пластины ЗаключениеЛитератураВведениеПрежде чем начать рассказывать об основных видах печатных форм, способах печати, о некоторых достоинствах и недостатках этих способов, стоит, наверное, определить основные термины полиграфического производства, которые будут упоминаться в работе. Так, термином «печать» называют вид процесса или способ получения печатных оттисков. Конечно, в широком смысле слова под этим термином понимают печатную продукцию и прежде всего периодические издания (газеты, журналы и т.д.). Печатание — это многократное получение идентичных оттисков текста и изображений посредством переноса красочного слоя в большинстве случаев с печатной формы на запечатываемый материал, т.е. бумагу, картон, жесть, пленку и т.д. Сама же печатная форма, о которой пойдет речь — это носитель графической информации (текста и изображений), предназначенный для полиграфического размножения. Печатная форма представляет собой пластину (или цилиндр), на поверхности которой находятся печатающие и не печатающие элементы (пробельные). Печатающие элементы — это участки формы, на которые в процессе печатания наносится краска. Пробельные элементы — это соответственно, не принимающие на себя краску участки. В полиграфическом производстве существуют три основных вида печатных форм: плоской офсетной, высокой и глубокой печатей. Именно об этих классических печатных формах и пойдет речь в моей работе. Работа состоит из 2 глав. Первая глава посвящена описанию печатных форм изготовленных травлением, дана их краткая характеристика. Во второй главе речь пойдет о форматной и поэлементной записи изображения в технологических процессах изготовления печатных форм. Глава 1. Травление магниевых и цинковых клише Методы травления магниевых и цинковых пластин очень похожи: используется одно и то же оборудование и травильный раствор (азотной кислоты). Отличаются лишь добавки в кислоту. В последнее время травление цинка уже почти ушло в прошлое, что связано с низкой тиражестойкостью цинковых клише (до 10 тыс. оттисков) и вредным влиянием на человеческий организм работы с цинком. Травление магния производят в 20-процентном растворе азотной кислоты с добавлением ПАВ-добавки. В травильной ванне создается давление рабочего раствора на магниевую пластину, в результате чего происходит вытравливание магния из пластины с образованием соли магния, воды, некоторых газов и большого количества тепла. ПАВ-добавка позволяет получить положительный угол травления. Регулируя температуру рабочего раствора и скорость нанесения раствора на пластину (скорость вращения лопаток), можно менять угол травления, который задают в зависимости от запечатываемого материала, способа и глубины тиснения. Перед началом травления машина находится в режиме перемешивания рабочего раствора, так как раствор представляет собой эмульсию, которую необходимо все время перемешивать, чтобы она не разделялась на отдельные слои. При остановке перемешивания раствора ПАВ-добавка всплывает на поверхность, образуя своеобразную пленку. Именно поэтому травление с положительным углом магниевых (и других) пластин невозможно без специального оборудования (наносящего хорошо перемешанный раствор на пластину). Описанная технология травления клише является общей для всех типов травильных машин, однако каждый поставщик оборудования и расходных материалов для травления клише вводят какие-либо дополнения в эту технологию. Обычно эти дополнения сводятся к созданию специальных химических растворов для работы с пластинами (проявителя, ПАВ-добавок, удалителей фоторезиста и др.) либо к изменению пропорций составляющих травильного раствора. 1.1 Оборудование для изготовления магниевых и цинковых клише Для травления магния и цинка используются травильные машины из нержавеющей стали и пластиков, состоящие из травильной ванны и пульта управления (рис. 6). По способу нанесения раствора на пластину все травильные машины делятся на лопаточные и форсуночные. В машинах лопаточного типа в ванне расположены валы с лопатками, которые погружены в травящий раствор на несколько сантиметров. В рабочем режиме валы вращаются и лопатками наносят раствор на обрабатываемую пластину. В травильной ванне установлены также устройства для поддержания рабочей температуры травящего раствора: датчик температуры, ТЭН и охлаждающий змеевик. В некоторых моделях травильных машин на дно травильной ванны устанавливают циркулирующий насос для перемешивания раствора, но есть ли в нем необходимость - вопрос спорный, так как на качестве магниевого клише он отражается лишь косвенно и незначительно (из-за циркуляции раствора возможна фильтрация загрязнений). К лопаточным травильным машинам относятся машины Stoma (Германия), Ultramatic и MAG (итальянских производителей), а также несколько машин американского и английского производства. По соотношению цена/качество наиболее предпочтительны итальянские машины серии Ultramatic (цена машины от 11 тыс. долл. США при формате машины 40х50 см). Немецкая машина Stoma значительно дороже. Машины серии MAG немного уступают по конструкции машинам Stoma и Ultramatic, но при высоком профессионализме травильщика и на этих машинах можно получать клише хорошего качества. Машины для травления магниевых клише американских и английских производителей в российских типографиях встречаются редко. По ценовой категории эти травильные машины близки к немецким машинам Stoma. Основной плюс лопаточных травильных машин - простота работы на них, а также их чистки и ремонта. Минус - большой объем травильного раствора, заливаемого в ванну. В ванне травильной машины форсуночного типа под обрабатываемой пластиной находится набор трубопроводов с форсунками, расположенными в одной плоскости. Эта система трубопроводов с форсунками должна равномерно опрыскивать всю поверхность обрабатываемых пластин. Это означает, что число патрубков, расположенных вне рабочего участка, должно быть больше, чем по центру вращающегося держателя обрабатываемых пластин. Под ванной размещен бак с рабочим раствором. В этом баке поддерживается необходимая температура раствора с помощью тех же элементов, что и в лопаточной машине (ТЭН+змеевик+термодатчик). Рабочий раствор с помощью компрессора накачивается из бака и посредством системы форсунок наносится на пластину. Далее раствор собирается на дне ванны (под форсуночной системой) и поступает обратно в бак. Так он и циркулирует по кругу. К травильным машинам форсуночного типа относятся некоторые машины американского производства и старые цинкографские машины одесского производства, применявшиеся для изготовления клише для высокой печати. В последнее время машины форсуночного типа при травлении магния почти не используются. Этот факт связан со сложной конструкцией форсуночных систем и, соответственно, с большими сложностями профилактических и других ремонтных работ. Но в некоторых российских типографиях перенастроили старые одесские цинкотравильные машины на работу с магниевыми пластинами и при высоком профессионализме травильщиков получают магниевые клише отличного качества. Основной плюс форсуночных машин - экономное использование раствора, основной минус - сложность устранения засорения форсунок и труб подачи раствора к форсункам. Согласно утверждениям западных специалистов, на лопаточных машинах лучше получаются штриховые клише и плашки, а на форсуночных - растровые клише. Так как на магнии редко делают растровые клише (это больше прерогатива медных клише), то и использование форсуночных машин для травления магния нецелесообразно. Зато для травления медных растровых клише форсуночные машины вполне подходят. 1.2 Травление медных пластинТехнология травления медных пластин сложнее технологии травления магния. При травлении магния, регулируя скорость вращения лопаток, температуру раствора и т. д., можно получить необходимые параметры клише. При травлении меди все намного сложнее, так как в состав раствора может входить до шести добавок в различных сочетаниях, которые определяются видом клише: глубокое плашечное или неглубокое растровое. Постоянная добавка в травильный раствор для меди - антивспениватель, который плавает на поверхности в виде тонкой пленки и препятствует образованию пены. Все добавки для травления меди делятся на возобновляемые, которые необходимо обновлять после каждой вытравленной в растворе пластины или после долгого перерыва в травлении, и невозобновляемые, которые добавляются в раствор один раз и используются до его замены. В травильном растворе возобновляемые и невозобновляемые добавки в совокупности образуют сложную органическую ПАВ-смесь, которая в процессе травления абсорбируется на поверхности медной пластины и далее смывается к боковым граням печатающих элементов клише, защищая их от действия травящего раствора, способствуя таким образом получению положительного угла травления. Со временем возобновляемые добавки теряют свои рабочие свойства, ПАВ-смесь перестает работать правильно. Так, например, если машина простояла ночь без работы, на утро необходимо в травильный раствор добавить полную порцию возобновляемой добавки, так как старая добавка уже потеряла свои рабочие свойства. Перейдем к самой технологии изготовления медных клише. Операции по засветке, проявлению и предварительной протравке аналогичны процедурам при травлении магния. Отличается только коэффициент термического расширения меди (учитываемый при выводе пленок): он в 2 раза меньше, чем для магния. После проявления необходимо провести ретушь спиртовыми чернилами необрабатываемых поверхностей (в том числе пробельных элементов). Это делается для сокращения затрат травильного раствора. Следующий этап - предварительное травление в 10-процентном растворе муравьиной кислоты. Это необходимо для того, чтобы снять имеющиеся на пластине окислы и предотвратить появление новых. После предварительных операций по обработке медной пластины переходят к процессу травления. Добавки разбавляются в соотношении 1:10 чистым травильным раствором, представляющим собой раствор хлорного железа концентрацией 1,26 г-моль/л. Пример подготовки рабочего раствора для травления меди: - в рабочую ванну заливается 56,7 л раствора хлорного железа концентрацией 1,26г-моль/л; - разводится 90 г порошка добавки 13A в 900 мл раствора хлорного железа, и эта смесь заливается в рабочую ванну; - добавляется 5 капель антивспенивателя; - разводится 60 г порошка добавки 13B в 600 мл раствора хлорного железа и эта смесь заливается в рабочую ванну. После составления раствора его перемешивают около 15 мин, устанавливают рабочий режим машины: температура раствора 20 0C, скорость вращения лопаток 800 об./мин. Для оптимальной защиты боковых стенок свежий рабочий раствор в ванне должен содержать не менее 15 г меди на 1 л жидкости. Поэтому, прежде чем приступить к выполнению производственного задания, свежеприготовленный раствор необходимо стабилизировать путем растворения в нем требуемого количества меди. Медь добавляется в раствор после полного растворения ПАВ-добавок. На держателе устанавливается предварительно взвешенная медная пластина и вытравливается в течение промежутка времени, достаточного для растворения необходимого количества меди. Затем пластина изымается из раствора и взвешивается повторно для точного определения массы растворенной меди. Для проверки качества раствора проводят травление тестового клише и проверяют угол травления. Если угол меньше нужного, в ванну добавляется 150 мл раствора хлорного железа с 15 г добавки 13В. Если угол травления больше нужного, достаточно в течение 5 мин перемешивать рабочий раствор, в результате чего часть добавки теряет свои рабочие свойства. После получения хорошего качества травления тестовой пластины приступают к травлению рабочей пластины. Время травления зависит от необходимой глубины элементов. В среднем глубину в 1 мм получают за 30 мин, для клише глубиной 0,7 мм требуется 20 мин, 0,3-0,4 мм - 8-10 мин. Как уже было сказано выше, медные пластины не травят на глубину более 1 мм, большую глубину получают методом фрезерования. Это связано с тем, что раствор для травления меди достаточно дорог, а чем больше меди вытравливается из пластины, тем быстрее раствор насыщается солями меди и теряет свои качества. Кроме того, при большой глубине травления увеличивается вероятность стравливания тонких линий. После травления клише промывают в воде, удаляют ацетоном остатки фоторезиста и чернила и сушат сжатым воздухом. Далее производят механическую доработку клише, включающую фрезерование пробельных элементов на нужную глубину и фасок на гранях клише, а также удаление лишних точек. После механической доработки клише готово. Иногда для придания клише большей твердости и тиражестойкости после травления или гравировки их хромируют. Перед следующим травлением в травильный раствор снова добавляют возобновляемую добавку и изготовляют тестовое клише. При достижении определенной концентрации меди в травильном растворе его сливают, травильную ванну промывают и составляют новый раствор. Концентрацию меди в растворе проверяют при помощи спектрофотометра (наиболее точный метод), либо измеряя массу растворенной в травильном растворе меди (путем сложения между собой разниц между массой пластины до травления и после). Максимальная концентрация меди составляет 31-32 г меди на 1л раствора. Моют машину раствором муравьиной кислоты. 1.3 Оборудование для изготовления медных клишеОборудование для травления медных клише от оборудования для травления магниевых отличается материалами, из которых оно изготовлено. Машины для медных клише сделаны из пластиков (кислотостойкий ПВХ), а лопатки и металлические детали - из титана. Производятся такие машины в США, Англии, Германии и Японии. В российских типографиях работают на немецких и американских машинах. Если при травлении магния чаще используются лопаточные машины, то при травлении меди и лопаточные, и форсуночные машины используются одинаково. Оба типа машин позволяют получать медные клише самого высокого качества. Однако следует отметить, что при травлении меди качество получаемых клише в большой степени зависит от профессионального опыта травильщика. Как уже было сказано раньше, травлением латуни занимаются мало и делают это только на небольшую глубину (0.2 мм – 0.3)мм. Это связано с тем фактом, что латунь является медно-ценковым сплавом. Если рассматривать латунь при большом увеличении, то получается структура медных частиц, залитых вокруг цинком. При травлении цинк травится намного быстрее, чем медь. В результате травленая поверхность латуни получается шершавая и непрочная, такими же свойствами обладают и боковые грани печатных элементов. При травлении мы также не можем получить прямых границ печатных элементов, так как все печатные элементы имеют кайму из зазубрин. До сего дня не создано ПАВ-добавок для получения положительного угла наклона граней печатных элементов в процессе травления, что тоже не приемлемо для клише. Все эти факты приводят к тому, что клише для горячего тиснения методом травления латуни не изготавливают, проще латунные клише обрабатывать механическим путем (методом гравировки). Травление стали процесс достаточно сложный, так как нет ПАВ-добавок для получения положительного угла травления. Но, в отличии от латуни, сталь тяжело обрабатывается механическим путем. Для экономии времени и инструмента при гравировке стальных клише, пластины первоначально травят на нужную глубину (с отрицательным углом травления), а затем на гравировально-фрезерном станке дорабатывают до получения положительного угла и точных форм клише. Травление стали ведется в следующем растворе: соляная кислота + серная кислота + хлорид серебра (AgCl2). Таким же способом изготавливают высечные ножи на цельностальном листе (для ротационной высечки).
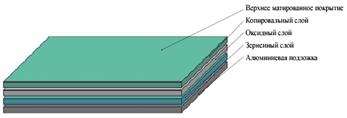
Глава 2. Офсетные металлические пластины На сегодняшний день, несмотря на разнообразие способов получения печатной продукции, способ плоской офсетной печати остается доминирующим. Это связано прежде всего с высоким качеством получения отпечатков за счет возможности воспроизведения изображения с высоким разрешением и идентичностью качества любых участков изображения; со сравнительной простотой получения печатных форм, позволяющей автоматизировать процесс их изготовления; с легкостью корректуры, с возможностью получения оттисков больших размеров; с небольшой массой печатных форм; со сравнительно недорогой стоимостью форм. Существуют два способа получения форм для плоской офсетной печати: форматная запись изображения и поэлементная запись изображения. Форматная запись изображения является основным способом изготовления форм и заключается в получении копий путем экспонирования изображения с фотоформы на монометаллическую пластину с последующей обработкой копии в проявляющем растворе. Поэлементная запись осуществляется путем сканирования изображения, его преобразования с последующей лазерной записью печатных форм в результате воздействия лазерного излучения на приемный слой формного материала. Такая технология изготовления печатных форм известна как технология СTP (computer to plate). Технология СTP бурно развивается и начинает занимать достойное место в области допечатного производства. Это связано с определенными особенностями технологии: высокая производительность способа, сокращение используемых материалов (отсутствие фотоформ, а в ряде случаев проявляющих растворов для пленок и пластин), высокая разрешающая способность получаемых форм из-за более резкого края растровой точки, так как изображение на форме появляется не с промежуточного носителя — диапозитива, а непосредственно из цифрового массива данных. Несмотря на появление новой технологии CTP, в допечатных процессах на российских полиграфических предприятиях основным способом изготовления форм является форматная запись изображения. В Москве до недавнего времени лишь на нескольких полиграфических предприятиях установлены системы CTP. Потребуется еще много времени, чтобы этот способ форматной записи изображения был заменен на технологию CTP, поэтому для успешной конкуренции способов получения печатных форм производители офсетных монометаллических пластин совершенствуют свойства своих материалов. Поставщики пластин проводят исследования, направленные на улучшение свойств материалов для повышения чувствительности копировальных слоев, увеличения разрешающей способности пластин, повышения тиражестойкости печатных форм. В настоящее время на рынке полиграфических материалов представлено достаточно большое количество разнообразных типов формных пластин, используемых для изготовления печатных форм. На сегодняшний день основными поставщиками офсетных монометаллических пластин являются компании Agfa (Германия), Lastra (Италия), Fuji (Япония) и др. В большинстве своем все эти пластины имеют схожие состав и структуру. Монометаллическая формная пластина фирмы Lastra Futura Oro имеет структуру, показанную на рисунке.
Рис. 1. Структура предварительно очувствленной монометаллической формной пластины Futura Oro В качестве основы может использоваться алюминий, который занял ведущее положение в полиграфической промышленности всего мира, как основной материал для изготовления монометаллических форм. Это объясняется тем, что алюминий обладает рядом достоинств: небольшим весом, хорошими гидрофильными свойствами получаемых на нем пробельных элементов. Увеличение прочностных свойств металла возможно за счет легирования его магнием, марганцем, медью, кремнием, железом, однако при этом ухудшается пластичность алюминия. Обработка поверхности алюминия, необходимая для плоской офсетной печати, может производиться как на отдельных листах, так и непрерывной обработкой в рулоне. Чаще всего используется обработка с рулона для того, чтобы изготавливать пластины с постоянными физическими и механическими характеристиками. Изготовление каждой предварительно очувствлённой пластины представляет собой серию сложных и точных производственных процессов. В настоящее время используется технология комплексной электрохимической обработки алюминия, включающая следующие последовательные операции: обезжиривание, декапирование, электрохимическое зернение, анодирование (анодное оксидирование и наполнение оксидной пленки), нанесение копировального слоя (полив слоя), сушка. Рассмотрим основные стадии изготовления предварительно очувствлённой пластины. Обезжиривание: фаза обработки заключается в тщательной очистке металла, который может содержать консервирующую смазку, масляные следы, шлаки. Качество конечной продукции зависит не только от чистоты химического процесса, но и от абсолютной чистоты металлической основы. Для удаления всех загрязнений с поверхности алюминия используют раствор едкого натра, нагретого до 50-60 0С. Процесс протекает в течение 1-2 мин и сопровождается бурным выделением водорода и растравливанием поверхности. Декапирование: процедура проводится для удаления шлама и осветления, при этом используют 25-процентный раствор азотной кислоты с добавкой фторида амония для дополнительной равномерной затравки. Электрохимическое зернение: после обезжиривания обрабатываемой поверхности производится электрохимическое зернение алюминия, которое позволяет получить равномерный микрорельеф, развитую мелкокристаллическую структуру, после чего поверхность пластины становится похожей по структуре на губку с очень тонкими порами. При этом контактная площадь поверхности увеличивается в 40-60 раз по сравнению с начальной площадью поверхности необработанного алюминия. Микрошероховатая структура поверхности металла, полученная в результате электрохимического зернения, позволяет увеличить адгезию копировального слоя и лучше удерживать воду, необходимую для увлажнения в процессе печатания. Термин «зернение» появился по аналогии с механическим зернением шариками, которое заменила электрохимическая обработка. Электромеханическое зернение производится в разбавленной соляной или азотной кислоте (0,3-1 %) под действием переменного тока. В результате образуется микрошероховатая поверхность металла. Выбор раствора кислоты определяется необходимой степенью развития поверхности. Величина напряжения электрического тока, пропускаемого через кислоту, составляет несколько десятков тысяч вольт. Пластины, которые зернятся в азотной кислоте, отличаются более развитой мелкопористой структурой поверхности алюминия, а пластины, обработанные в соляной кислоте, характеризуются более крупной структурой зернения. Структура зернения во многом влияет на свойства печатных форм, изготавливаемых на офсетных пластинах. Значение показателя шероховатости (Ra — среднее арифметическое отклоние микронеровностей от средней линии профиля) может повлиять на разрешающую способность формной пластины, на возможность появления дефекта «непрокопировки» в формном процессе, на гидрофильные свойства пробельных элементов, на различное время для достижения баланса краска—вода в печатном процессе. Страницы: 1, 2 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||