|
Курсовая работа: Разработка конструкторско-технологической документации на изготавление мужского пиджака в потоке3. ВЫБОР ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ ОБРАБОТКИ Для выбранных основных, подкладочных и прокладочных материалов в соответствии с их свойствами представляются технологические режимы обработки, обеспечивающие высокое качество проектируемого изделия. Параметры ниточных соединений, которые используются при обработке разных узлов мужского пиджака, представлены в форме таблицы 3.1. Таблица 3.1 – Характеристика машинных строчек, применяемых при изготовлении мужского пиджака.
Режимы влажно-тепловой обработки и параметры клеевых соединений представлены в таблице 3.2 и таблице 3.3. Таблица 3.2 – Режимы влажно - тепловой обработки.
Таблица 3.3 – Режим склеивания материалов.
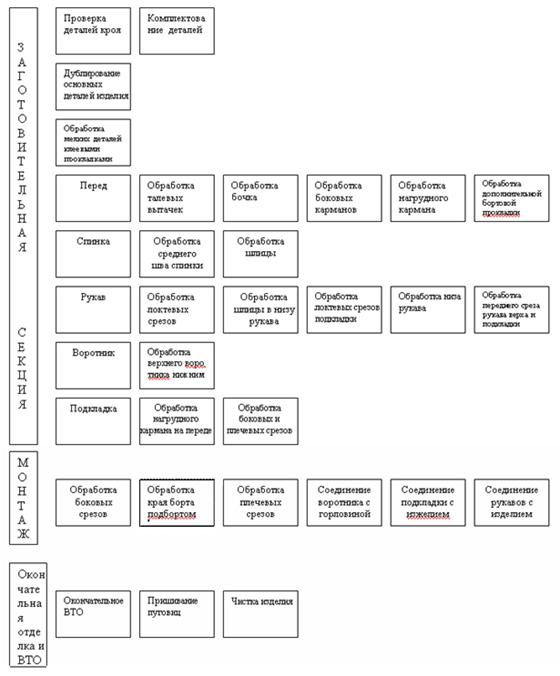
4. СОСТАВЛЕНИЕ СХЕМЫ ПОСЛЕДОВАТЕЛЬНОСТИ СБОРКИ ИЗДЕЛИЯ Обработка и сборка изделий выполняется в соответствии с типовой схемой последовательности сборки с учетом фасонных и конструктивных особенностей модели. При изготовлении изделия в условиях серийного производства на последовательность сборки оказывают влияние организационные факторы в зависимости от мощности потока. В потоках средней, большой мощности выделили специализированные технологиические участки или секции: заготовительную, монтажную и секцию влажно-тепловой обработки и окончательной отделки изделий. В заготовительной секции сосредоточены операции по заготовке отдельных деталей и узлов, т.е. операции связанные с обработкой модельных особенностей швейных изделий. В монтажную секцию внесены наиболее стабильные операции, обработка начинается с соединения боковых срезов изделия и обработки бортов. Операции по монтажу изделия и окончательной отделке – в заключительной части схемы. Сборка мужского пиджака представлена в соответствии с рисунком 5.1.
Рисунок 5.1 – Схема последовательности сборки мужского пиджака 5. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОЕКТИРУЕМОГО ИЗДЕЛИЯ Эффективность производства швейных изделий во многом определяется выбранными методами обработки. Из возможных вариантов обработки каждого узла данного изделия выбирают такие, которые могут быть использованы в разрабатываемом (проектируемом) технологическом процессе. Методы обработки устанавливаются с учетом применяемого оборудования и приспособлений. Одновременно с выбором методов обработки выбирают оборудования, оптимальных режимов его работы и приспособлений на каждой операции. Методы обработки одних и тех же узлов многовариантны. Поэтому необходимо в каждом конкретном случае выбрать наиболее оптимальный вариант, который, обеспечивая высокое качество обработки детали или узла, позволял бы снизить затраты времени и наиболее полно использовать производительность оборудования. Экономическую эффективность применения нового высокопроизводительного оборудования или новых методов обработки оценили по показателям: 1) процент снижения затрат времени на обработку Рсз,% : Рсз = (tс - tпр ) 100 / tс ( 1) 2) процент повышения производительности труда Рпт,%: Рпт = (tc - tпр) 100 / tпр , (2) где tс - затраты времени на обработку сборочной единицы изделия по существующей технологии; с; tпр -затраты времени на обработку сборочной единицы изделия по проектируемой технологии, с. Так как указанные показатели рассчитаны на обработку одного узла или сборочной единицы, необходимо произвести их перерасчет по отношению к трудоемкости изделия, используя величину удельной трудоемкости узла в изделии u: u=tузла/ Т изд , ( 3) где tузла - затраты времени на обработку узла по проектируемой технологии, с; Тизд - затраты времени на обработку изделия по проектируемой технологии, с; u - удельная трудоемкость узла в изделии. Тогда:Рсз изд = Рсз узла . u; Рпт изд = Р пт узла . u . Одним из наиболее важных показателей при изготовлении одежды является качество обработки. Для оценки стабильности качества можно использовать степень механизации см, который показывает уровень применения универсального, специального и специализированного оборудования в технологическом процессе в целом и при обработке отдельных узлов. Страницы: 1, 2, 3, 4, 5, 6, 7, 8 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||