|
Курсовая работа: Технология ремонта автосцепки СА-32. Ремонт автосцепки СА – 3 2.1 Система технического обслуживания и ремонта вагонов Система технического обслуживания и планового ремонта вагонов применяется для поддержания их в технически исправном состоянии, обеспечивающем безопасность движения поездов, удобства пассажиров и сохранность перевозимых грузов. Под системой понимаются проводимые с определенной периодичностью виды ремонтных работ, система планового ремонта включает в себя: Деповской ремонт вагонов, выполняемый в вагонных депо. При деповском ремонте производится определенный перечень работ с заменой и ремонтом отдельных составных частей; Капитальный ремонт – выполняется, как правило, на ВРЗ. Он предназначен для восстановления исправности и ресурса вагонов. Путем замены или ремонта изношенных или поврежденных частей, а также модернизация составных частей. Система планового ремонта грузовых вагонов установлена №7/ц3 от 18. 12. 95. Например: четырехосные полувагоны постройки с 1985 г. должны проходить плановый ремонт со следующей периодичностью
Межремонтные сроки в зависимости от конструкции, назначения, сложности оборудования, интенсивности эксплуатации вагона устанавливается МПС. В промежутках между плановыми ремонтами вагоны должны проходить техническое обслуживание. Техническое обслуживание проводят на станциях и в ПТО при подготовке к перевозкам, перед отправлением в рейс, а так же в пути следования на промежуточных станциях. При этом заменяют изношенные в процессе эксплуатации детали (тормозные колодки, тормозные рукава, детали автосцепок, щетки электрических машин и др. ), регулируют тормоза, системы освещения, отопления и др. Для пассажирских вагонов в отличие от грузовых вагонов установлено три вида технического обслуживания (ТО – 1, ТО – 2, ТО – 3), а также два вида капитального ремонта (КР –1, КР – 2). 2.2 Основные неисправности и причины их появления Велико влияние исправного состояния автосцепных устройств на безопасность движения подвижного состава. Не выявленные своевременно износы приводят к саморасцепу автосцепок или падению поврежденных деталей на путь, вызывая угрозу схода подвижного состава с рельсов. Основными причинами неисправностей автосцепных устройств являются: Значительные динамические нагрузки, которые особенно велики при торможениях и трогании с места, при маневровых работах, при проходе составом кривых участков пути и сортировочных горок: Износы из-за постоянного трения деталей друг о друга; Нарушение технологии изготовления и ремонта; Большие перепады температур; Незащищенность деталей от попадания в зоны трения абразивных частиц. Указанные неисправности приводят к образованию в деталях автосцепных устройств значительных выработок трущихся мест, трещин, отколов, обрывов и изгибов. Не допускается эксплуатация вагонов, в автосцепных устройствах, которых имеются следующие неисправности: Трещины, изломы, отсутствие деталей; Уширение зева и износы деталей, при которых возможен саморасцеп автосцепок; Высота автосцепки над уровнем головок рельсов более 1080 мм у порожних вагонов, менее 950 мм у загруженных грузовых вагонов, менее 980 мм у пассажирских вагонов; Разность по высоте между продольными осями сцепленных автосцепок более 100 мм у грузовых вагонов и более 70 мм у пассажирских вагонов, а для пассажирских вагонов курсирующих со скоростью свыше 120км/ч – более 500 мм. Разность между продольными осями автосцепок локомотива и первого груженого грузового вагона более 110 мм, а между локомотивом и первым пассажирским вагоном более 100 мм; Расстояние от упора головы автосцепки до ударной розетки, имеющей длину выступающей части 185 мм, менее 60 и более 90 мм, при укороченных розетках с длиной выступающей части 130 мм и поглощающих аппаратах Ш -2В, Ш-6-ТО-4, ПМК-110А, 73ZW – менее 110 мм и более 150 мм, у восьмиосных вагонов менее 100 мм и более 140 мм; Сквозные протертости корпуса поглощающего аппарата, вызывающие потерю упругих свойств; Длинная или короткая цепь расцепного привода; Зазор между потолком розетки и хвостовиком корпуса автосцепки менее 25 мм; Повреждение или отсутствие ограничителей у автосцепок вагонов, на которых предусмотрена постановка автосцепок с ограничителями вертикальных перемещений; Неправильная постановка маятниковых подвесок. Повреждения в деталях автосцепных устройств в эксплуатации выявляют визуально с использованием шаблонов. При этом обращают внимание на характерные признаки неисправностей. Трещины находят по следам коррозии, наличию валика из пыли в летнее время, инея – в зимнее. Признаком неисправности является наличие посторонних предметов под головками маятниковых подвесок и под хвостовиком автосцепки. Несоответствие расстояния от упора головы автосцепки до ударной розетки помогает выявить просадку поглощающего аппарата, обрывы тягового хомута, изломы клина тягового хомута, упорной плиты или поглощающего аппарата. Провисание автосцепки более 10 мм свидетельствует об изломе клина тягового хомута или верхней полосы. Наличие полосы с металлическим блеском на тяговом хомуте или на хвостовике автосцепки около центрирующей балочки размером более 100 мм является признаком неисправного поглощающего аппарата. Изгиб болтов, поддерживающих клин тягового хомута, свидетельствует об изломе клина или обрыве тяговых полос хомута. Излом клина тягового хомута можно выявить по наличию двойного удара при остукивании его молотком снизу. Длина цепи расцепного привода больше нормы, если при постановке рукоятки расцепного рычага на горизонтальную полочку кронштейна замыкающая часть замка выступает за ударную стенку зева автосцепки. Короткая цепь, если невозможно положить рычаг на горизонтальную полочку кронштейна. Действие предохранителя от саморасцепа проверяют специальным ломиком. При проверке ломик заостренным концом вводят между ударной стенкой зева одной автосцепки и замком другой автосцепки. Поворачивая выступающий конец ломика, нажимают заостренным концом на замок. Уход замка должен быть не более 20 мм. При этом должен быть слышен четкий металлический стук от удара предохранителя в противовес замкодержателя. Если сверху ввести ломик невозможно, например, у пассажирских вагонов, его вводят снизу через грязевое отверстие и нажимают на замок в нижней части. Если уход замка составляет более 20 мм или он выходит за кромку ударной поверхности малого зуба, то необходимо проверить исправность полочки и предохранителя. Для этого ломик изогнутым концом заводят за выступ замка и пытаются вытолкнуть замок из кармана корпуса. Если замок неподвижен или его свободный ход значительно уменьшился, то это означает, что предохранитель соскочил с полочки. Чтобы проверить замкодержатель, ломик вводят между ударными поверхностями автосцепок сверху или снизу через отверстие корпуса, предназначенное для восстановления сцепления у ошибочно расцепленных автосцепок, и нажимают на лапу замкодержателя. Если замкодержатель свободно качается, то противовес отломан. Наличие верхнего плеча предохранителя проверяют ломиком, который вводят изогнутым концом в карман корпуса через отверстие для сигнального отростка. Упирают ломик в предохранитель и перемещают его к полочке. Если при опускании ломика слышен металлический звук от удара предохранителя о полочку, то верхнее плечо исправно. Если ломик не упрется в полочку, значит она отломана. Автосцепки концевых и отдельно стоящих вагонов проверяют шаблоном 873. Ширина зева нормальная, если шаблон, приложенный к углу малого зуба, не проходит мимо носка большого зуба. Износ малого зуба не превышает нормы, если шаблон соответствующим вырезом не надевается полностью на зуб. Расстояние от ударной стенки зева до тяговой поверхности большого зуба в пределах нормы, если шаблон не входит в пространство между ними. Две последние проверки выполняют на расстоянии 80 мм вверх и вниз от продольной оси автосцепки. Толщина замка достаточна, если размер выреза в шаблоне меньше толщины замка. Для проверки предохранителя от саморасцепа шаблон устанавливают перпендикулярно ударной стенки зева так, чтобы он одним концом упирался в лапу замкодержателя, а угольником – в тяговую поверхность большого зуба. Автосцепка исправна, если замок при нажатии уходит в карман корпуса не менее чем на 7 мм и более чем на 20 мм. В таком же положении шаблона проверяют удержание замка в расцепленном состоянии. Поворотом валика подъемника устанавливают автосцепку в расцепленное положение, а затем валик отпускают. Автосцепка годна, если замок удерживается в верхнем положении, а после прекращения нажатия на замкодержатель отпускается в нижнее положение. Для проверки разницы по высоте между продольными осями автосцепок шаблон выступом упирают в замок автосцепки, расположенной выше. Если между выступом шаблона и низом замка, расположенной ниже автосцепки, есть зазор, то разность по высоте между продольными осями автосцепок не превышает 100 мм. В пунктах формирования и оборота пассажирских поездов износ контура зацепления при растянутых вагонах контролируют ломиком- калибром. Ломик не должен входить своими выступами в соответствующие зазоры. Крестообразная часть ломика имеет размеры (22 0,1) мм для контроля зазора "а" и (25 0,1) мм для проверки зазора "б". Если ломик проходит в какой-то зазор, необходимо разъединить вагоны и проверить обе автосцепки шаблоном 940 Р.
Рис. 8 Шаблон 940 Р. 2.3 Подготовка к ремонту Ремонт и проверка автосцепного устройства подвижного состава производятся в контрольных пунктах автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоно- и локомотиворемонтных заводов, имеющих специальные удостоверения установленной формы, выдаваемые Департаментом вагонного хозяйства (ЦВ) МПС России. Размещение технологической оснастки в пунктах ремонта автосцепного устройства должно обеспечивать выполнение требований настоящей Инструкции, а также техники безопасности и промышленной санитарии. Контрольные пункты автосцепки депо и отделения ремонтных заводов должны иметь необходимую технологическую оснастку, два комплекта проверочных и один комплект контрольных шаблонов в соответствии с приложениями 1 и 2 настоящей Инструкции. Шаблоны должны соответствовать действующим техническим требованиям, утвержденным ЦВ МПС. Шаблоны проверяются на ремонтных предприятиях не реже одного раза в год с постановкой даты проверки согласно Методическим указаниям контроля СДК для автосцепных устройств вагонов РД 32 ЦВ-ЦЛ 027—91. При полном осмотре съемные узлы и детали автосцепного устройства снимают с подвижного состава независимо от их и направляют в КПА или отделение по ремонту автосцепки завода для проверки и ремонта в соответствии с требованиями, изложенными в главе 2 настоящей Инструкции. К несъемным деталям автосцепного устройства относятся: ударная розетка, передние и задние упоры, располагающиеся на хребтовой балке, детали расцепного привода (фиксирующий кронштейн, кронштейн и расцепной рычаг). Ремонт и проверку несъемных деталей производят на подвижном составе, за исключением случаев, требующих их демонтажа. Детали автосцепного устройства, снятые с подвижного состава и подлежащие проверке и ремонту, должны быть очищены от грязи средствами, имеющимися в распоряжении пункта ремонта. После очистки корпус автосцепки, тяговый хомут, клин (валик) тягового хомута, маятниковые подвески центрирующего прибора, болты паровозной розетки должны быть подвергнуты неразрушающему контролю. Стяжной болт поглощающего аппарата, опорную пластину поглощающих аппаратов ПМК-110А и ПМК-110К-23 подвергают неразрушающему контролю только после их ремонта сваркой. 2.4 Разборка механизма автосцепки СА-3 Разборка механизма автосцепки СА-3 осуществляется в следующей последовательности: разъединяют цепь расцепного привода, освобождают расцепной механизм, затем вытаскивают запорный болт. Вытаскивают валик подъемника через отверстие в стенке корпуса, вытаскивают из корпуса замок с предохранителем. Затем снимают с полочки и извлекают замкодержатель. Далее с опоры стенки корпуса снимают подъемник. При деповском ремонте вагона разборке подлежат только неисправные поглощающие аппараты, при капитальном ремонте все аппараты должны быть разобраны. 2.5 Ремонт автосцепки СА-3 Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой. Для определения величины изгиба корпус подлежит разметке. Для этого находят и обозначают середину хвостовика на расстоянии 20 мм от упора, а также в средней части и на торце. Затем соединяют линией точки, обозначающие середину хвостовика. Изгибом является отклонение указанной линии от середины хвостовика в его средней части. Правке подлежат изгибы более 3 мм как в вертикальной, так и в горизонтальной плоскостях. Если в зонах изгибов имеются заваренные или не заваренные трещины, то корпус подлежит сдаче в металлолом. Правку выполняют с предварительным нагревом до температуры 800 – 850°C с выдержкой в печи не менее 1 часа для равномерного прогрева корпуса. Заканчивать правку необходимо при температуре выправляемых зон не менее 650°C для предотвращения образования термических трещин. Правку производят на специализированных гидравлических прессах. При устранении уширения зева в корпус вставляют ограничитель, исключающий сужение зева больше нормы. Охлаждение корпусов производят в помещениях при отсутствии сквозняков, не применяя воду или другую охлаждающую среду. Трещины и износы, выявленные в корпусе автосцепки, ремонтируют сваркой и наплавкой. Разрешается при всех видах ремонта вагонов: - заваривать вертикальные трещины сверху и снизу в углах зева, если они не выходят за положение верхнего или нижнего зуба; - заваривать трещины в углах окон для замка и замкодержателя, если после разделки трещины в верхней части не выходят на горизонтальную поверхность головы и за положение верхнего ребра со стороны большого зуба, а в нижней части имеют длину не более 20 мм; - вырубать трещины глубиной до 5 мм в хвостовике корпуса с плавным переходом на поверхность без заварки. Трещины перемычки глубиной не более 8 мм можно заваривать при условии, что после их разделки толщина перемычки будет не менее 40 мм; - заваривать трещину перемычки между отверстиями для направляющего зуба и сигнального отростка замка, если трещина не выходит на вертикальную стенку корпуса; - заваривать трещину хвостовика автосцепки. Общая длина ремонтируемых трещин хвостовика в зоне от упора до передней кромки отверстия для клина не более 100 мм у корпусов, проработавших свыше 20 лет и более 150 мм для остальных корпусов; - наплавлять изношенные поверхности 6 контура зацепления так чтобы сварочные швы не доходили до мест закруглений ближе 15 мм. Переход от отремонтированной наплавкой ударной поверхности стенок зева к неизношенной должен быть плавным, по длине не менее 15 мм. Твердость наплавленного металла ударно-тяговых поверхностей должна быть не менее 250 НВ для грузовых вагонов и не менее 450 НВ для пассажирских и рефрижераторных. Для обеспечения необходимой твердости наплавку следует выполнять электродами ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или пластичными электродами с использованием легирующих присадок. Разрешается при всех видах ремонта: - наплавлять поверхности корпуса, соприкасающиеся при работе с центрирующей болочкой, тяговым хомутом, ударной розеткой и клином тягового хомута при износе более 3 мм, но не более 8 мм; - наплавлять изношенную полочку предохранителя и шип для замкодержателя или приваривать новые в случае их излома; - наплавлять оба изношенных отверстия для валика подъемника; - наплавлять места опоры стенки замкодержателя на корпус, нижней перемычки в окне для замка и задней наклонной части дна карманов; - наплавлять изношенный торец хвостовика, если его длина менее 645 мм для автосцепки СА-3 и менее 654 мм для автосцепки СА-3М; - наплавлять изношенную перемычку хвостовика, если ее толщина в средней части не менее 40мм – для СА-3М. Разделка кромок трещин производится с применением ручного или пневматического зубила, электродуговой или газокислородной резкой. При ремонте трещин в зеве необходим подогрев головы автосцепки до температуры 250 – 300°C, что улучшает качество наплавленного металла и снижает термические напряжения. Ограничители вертикальных перемещений вагонов не должны иметь изгибов и износов более 5 мм. Автосцепки вагонов для перевозки опасных грузов оборудованы как нижними, так и верхним ограничителями. В деталях механизма автосцепки при всех видах ремонта вагонов разрешается: У замка наплавка изношенной поверхности замыкающей части , овального отверстия при износе не более 8 мм, направляющего зуба , поверхности радиальной опоры, шипа для предохранителя. В случае излома шипа или сигнального отростка допускается их приварка. Твердость направленного металла замыкающей части замка должна быть не менее 250 НВ, а для пассажирских и рефрижераторных вагонов – не менее 400 – 450 НВ. Замыкающие части замков рекомендуется упрочнять контактно -дуговой сваркой, что значительно повышает их износостойкость. Упрочнение замка происходит в результате воздействия электрической дуги и переноса на замыкающую часть материала электрода, в качестве которого используют роликовые подшипники из стали ШХ-15СГ; У замкодержателя заваривать не более одной трещины; наплавлять изношенные поверхности противовеса , отверстия , лапы , расцепного угла ; править погнутые детали в нагретом состоянии до температуры 820 – 900°C; В предохранителе замка наплавлять износы верхнего плеча и отверстия под шип замка , править изгибы плеч в нагретом состоянии; В подъемнике замка наплавлять изношенные поверхности широкого пальца , узкого пальца , квадратного отверстия ; У валика подъемника наплавлять изношенные поверхности квадрата, цилиндрические поверхности и стенки паза болта. Обработка наплавленных поверхностей деталей автосцепки производится с применением фрезерных, строгальных станков, шлифовальных машинок и специализированной оснастки. Правку погнутых деталей механизма осуществляют с использованием специальных штампов. После ремонта детали и автосцепки в сборе проверяют шаблонами и в случае соответствия ее требованиям приемки, валик подъемника закрепляют болтом с гайкой, под головку болта и гайку ставят фасовочные шайбы, которые загибают на головку болта и гайку. 2.6 Сборка автосцепки СА-3 Сборка механизма автосцепки осуществляется в такой последовательности. Подъемник укладывают широким пальцем вверх на опору стенки корпуса со стороны большого зуба. Затем на шип этой же стенки навешивают замкодержатель. Далее вставляют внутрь корпуса замок с предохранителем. При этом металлическим крючком поднимают нижнее плечо предохранителя так, чтобы верхнее прошло над полочкой со стороны малого зуба. Пропустив валик подъемника через отверстие в стенке корпуса, овальный вырез замка и квадратное отверстие подъемника, фиксируют эти детали от выпадения. Затем вставляют запорный болт, закрепляют механизм и соединяют цепь расцепного привода с отверстием в балансире валика подъемника. В правильно собранной автосцепке: - ударная поверхность лапы замкодержателя и часть замка выходят в зев. При таком положении деталей механизм готов к автоматическому сцеплению; - замок уходит внутрь от усилия, направленного со стороны зева или приложенного к рукоятке расцепного рычага, и возвращается в первоначальное положение при снятии этих усилий; - нельзя утопить замок в корпус, если туда предварительно введена лапа замкодержателя. 2.7 Испытание после ремонта (обмеры) Проверка деталей автосцепного устройства шаблонами. После ремонта автосцепок их детали осматривают и обмеряют шаблонами. Шаблоны имеют установленные номера и действуют по принципу проходных и непроходных. Замок автосцепки:
Рис. 9 Замок автосцепки. Проверяется замок шаблонами в соответствии с Инструкцией № ЦВ-ВНИИЖТ-494-97. При этом проверяют: · проходной вырез а шаблоном 852р; Замок признают годным, если он свободно проходит через вырез а этого шаблона.
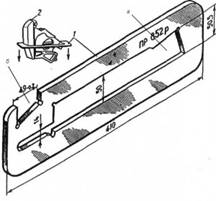
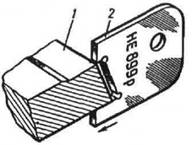
Рис. 10 Шаблон 852р. · толщину замыкающей части замка по всей её высоте проверяют до ремонта непроходным шаблоном 899р; Замок признают годным после ремонта, если замыкающая часть его не входит вырез б шаблона 852р и негодным, если она входит в вырез б шаблона 852р (поз. 2)
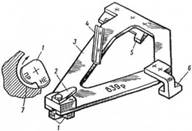
Рис. 11 Шаблон 899р · положение задней кромки К овального отверстия относительно торца замка на соответствие шаблону 839р; который накладывают на замок так, чтобы шаблон своим основанием 2 плотно прилегал к плоскости замка. Затем перемещением шаблона за рукоятку 3 в направлении стрелки А обеспечивают плотное прилегание опорных площадок 4 к торцевой поверхности замка, а угольника 5 – к его нижней опорной части. Удерживая шаблон в таком положении, поворачивают за рукоятку мерительный сектор 1 по часовой стрелке. Замок считают годным, если проходная часть мерительного сектора 1 свободно проходит мимо кромки отверстия замка, а непроходная часть не проходит (упирается в кромку отверстия).
Рис. 12 Шаблон 839р · положение шипа, его диаметр и кромку прилива на соответствие шаблону 833р. При этом износ прилива шипа по поверхности очерченной радиусом 24 мм не допускается более 3 мм.
Рис. 13 Шаблон 833р При проверке расстояния от торцевой поверхности замка до задней боковой кромки шипа для предохранителя шаблон надвигают на замок сверху так, чтобы опорная поверхность угольника 1, была прижата к торцевой поверхности замка. Замок признают годным, если при перемещении шаблона вниз проходная часть гребенки 3 проходит мимо шипа предохранителя, а непроходная не проходит. Диаметр шипа замка для предохранителя проверяют непроходным и проходным стаканами этого шаблона. Шип 1 считают годным, если проходной стакан 2 свободно надевают на него до упора торцом в замок у основания шипа, а непроходной стакан 3 не надевается или надевается частично так, что торец шипа не выступает за верхнюю кромку кольца непроходного стакана. Износ прилива для шипа по поверхности, очерченной радиусом 24 мм, проверяется шаблоном 833р как показано на рисунке. Зазор а более 3 мм не допускается.
Рис. 14 Шаблон 833р. Излом шипа не допускается; - направляющий зуб на соответствие шаблону 943р, причем суммарный зазор между кромками зуба и шаблоном не должен превышать 2 мм
Рис. 15 Шаблон 943р. - наличие трещин в верхней перемычке для прохода нижнего плеча предохранителя от саморасцепа; - наличие трещин, погнутости и изломов сигнального отростка; Проверяют диаметр валика замка, который не должен быть меньше 15,5 мм, не допускаются на нем трещины или изгибы. При несоответствии шаблонам или при наличии других неисправностей – замок ремонтируют. Шаблон 821Р-1 предназначен для проверки ширины зева (рис. 23)
Рис. 16 шаблон 821р-1. Шаблон прикладывают одним концом к углу малого зуба, а другой подводят к носку большого зуба. Если шаблон входит зев, то он расширен и подлежит правке. При ТО-3 и деповском ремонте вагонов длину малого зуба и расстояния от ударной стенки зева до тяговой кромки большого зуба проверяют шаблоном 893Р. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||