|
Курсовая работа: Проектирование технологического процесса изготовления детали "втулка"Курсовая работа: Проектирование технологического процесса изготовления детали "втулка"Введение Целью данного курсового проекта является проектирование технологического процесса изготовления детали втулка. Для этого должны быть решены следующие задачи: - Описана конструкция детали и выбран материал заготовки - Проанализирован и выбран тип производства - Проанализирована технологичность детали - Составлена маршрутная технология Выполнены следующие расчеты: - Расчет промежуточных припусков и размеров заготовки - Расчет режимов резания - Определение норм времени Совокупность методов и приемов изготовления машин, выработанных в течении длительного времени и используемых в определенной области производства, составляет технологию этой области. В связи с этим возникли понятия: технология литья, технология обработки давлением, технология сварки, технология механической обработки, технология сборки машин. Все эти области производства относятся к технологии машиностроения, охватывающей все этапы процесса изготовления, машиностроительной продукции. Под «технологией машиностроения» принято понимать научную дисциплину, изучающую преимущественно процессы механической обработки деталей и сборки машин и попутно затрагивающую вопросы выбора заготовок и методы их изготовления. Это объясняется тем, что в машиностроении заданные формы деталей с требуемой точностью и качеством их поверхностей достигаются в основном путем механической обработки, так как другие способы обработки не всегда могут обеспечить выполнение этих технических требований. В процессе механической обработки деталей машин возникает наибольшее число проблемных вопросов, связанных с необходимостью выполнения технических требований, поставленных конструктором перед производством. Процесс механической обработки связан с эксплуатацией сложного оборудования – металлорежущих станков; трудоемкость и себестоимость механической обработки больше, чем на других этапах процесса изготовления машин. Эти обстоятельства объясняют развитие «технологии машиностроения» как научной дисциплины в первую очередь в направлении изучения вопросов технологии механической обработки и сборки, в наибольшей мере влияющих на производственную деятельность предприятия. Сложность процесса и физической природы явлений, связанных с механической обработкой, вызвала трудность изучения всего комплекса вопросов в пределах одной технологической дисциплины и обусловила образования нескольких таких дисциплин. Так, явления, происходящие при снятии слоев металла режущим и абразивным инструментом, изучаются в дисциплине «Резание металлов»; изучение конструкций режущих инструментов и материалов для их изготовления относится к дисциплине «Режущие инструменты». Эти специализированные технологические дисциплины сформировались раньше, чем комплексная дисциплина «Технология машиностроения». В «Технологии машиностроения» комплексно изучаются вопросы взаимодействия станка, приспособления, режущего инструмента и обрабатываемой детали; пути построения наиболее рациональных, т. е. наиболее производительных и экономических, технологических процессов обработки деталей машин, включая выбор оборудования и технологической оснастки; методы рационального построения технологических процессов сборки машин. Таким образом, дисциплина «Технология машиностроения» изучает основы и методы производства машин, являющиеся общими для различных отраслей машиностроения [1] . 1 Технологическая часть 1.1 Описание конструкции и назначения детали Деталь «Втулка» представляет собой тело вращения состоящая из посадочного отверстия Ø 40H7 ( поверхность А ), конического отверстия с проточками и каналами для смазки, торцевых и цилиндрических поверхностей к которым предъявляются требования по биению, цилиндричности, саосности относительно поверхности А. Деталь работает в условиях агрессивных сред, поэтому завершающим этапом технологического процесса будет нанесение покрытия химическим оксидированием. Твердость материала детали составляет 59…64 HRC. Марка материала детали сталь ХВГ ГОСТ 5950 - 73. Химический состав стали приведен в таблице [4]. Механические свойства приведены в таблице 2 [2]. Таблица 1 - Химический состав стали ХВГ
Таблица 2 - Механические свойства стали ХВГ
1.2 Анализ технологичности детали В общем деталь технологична поверхности имеют свободный доступ для обработки за исключением поверхности отверстия n40,5 которые имеет больший диаметр по сравнению с диаметром посадочного отверстия переход из меньшего диаметра в больший под прямым углом (так как на чертеже детали не указаны радиусы сопряжения этих поверхностей)заставляет использовать специальный режущий инструмент. Выполнение двух смазочных отверстий расположенных под углом 45° к оси детали заставляет спроектировать специальное установочное приспособление обеспечивающее базирование детали с погрешностью установки ±5’, эти отверстия высокоточные с допуском F8. 1.3 Выбор способа получения заготовки Выбор метода и способа получения заготовки осуществляется на основе определения экономической эффективности как минимум двух сравниваемых методов. M= QS-(Q-q) Sотх/1000 (1) S= (Сi/ 1000 QKт Kc Kв Kм Кп) – (Q – q) Sотх/1000 (2) Э = (M1(S1)– M2 (S2))Nгп (3) Сравниваем метод получения заготовки из проката и штамповка на ГКМ(горизонтально ковачная машина).Стоимость заготовки из проката рассчитывается по формуле (1), где: Q - масса заготовки, Q = 0,6 кг. q - масса готовой детали, q = 0,3кг. S - стоимость одного килограмма заготовки, S = 50 руб. Sотх - стоимость одной тоны отходов, Sотх = 10000 руб. М = 0,6∙50-(0,6-0,3)∙10000/1000 = 27 руб. Стоимость заготовки выполненной штамповкой на ГКМ расчитывется по формуле (2), где: Сi - стоимость одной тоны штамповочной заготовки, Сi=75000 руб. Q - масса заготовки, Q = 0,45 кг. q - масса готовой детали, q = 0,3кг. Кт = 1,03 Кс = 0,77 Кв = 1,64 Км = 2,5 Кп = 1 Sотх- стоимость одной тоны отходов, Sотх=10000 руб. S=(75000/1000∙0,45∙1,03∙0,77∙1,64∙2,5∙1)-(0,45-0,3)∙10000/1000=108,25 руб. Так как стоимость заготовки выполненной на ГКМ превышает стоимость заготовки выполненной из проката, то мы выбираем метод получения заготовки прокат. Экономическая эффективность выбранного способа получения заготовки определяется по формуле (3), где: Nгп – стоимость готовой продукции, Nгп = 1000 руб. Эф з =(108,25 – 27) ∙ 1000 = 81250 руб. 1.4 Характеристика заданного типа производства Под типом производства понимают комплексную характеристику особенностей организаций и технологического уровня промышленного производства. На тип организации производства оказывают влияние следующий факторы: уровень специализации, масштаб производства, сложность и устойчивость изготовляемой номенклатуры изделий, обусловленной размерами и повторяемостью выпуска. Различают три основных вида производств: единичное, серийное и массовое. Серийное производство предусматривает одновременное изготовление сериями широкой номенклатуры однородной продукции, выпуск которой повторяется в течение продолжительного времени. Под серией понимается выпуск ряда конструктивно одинаковых изделий, запускаемых в производство партиями, одновременно или последовательно, непрерывно в течение плавного периода. Основные особенности организации серийного производственного процесса: - постоянство относительно большой номенклатуры повторяющейся продукции, изготовляемой в значительных количествах; - специализация рабочих мест для выполнения нескольких операций, закреплённых за одним рабочим местом; - периодичность изготовления изделий сериями, обработка деталей партиями; - преобладание специального и специализированного оборудования и технологического оснащения; - наличие незначительного объёма ручных сборочных и доводочных операций; - преимущественная численность рабочих средней квалификации; - незначительная длительность производственного цикла; - централизация оперативно-производственного планирования и руководства производством; - автоматизация контроля качества изготовляемой продукции; - применение статистических методов уравнения качеством продукции; - унификация конструкций деталей и изделий; - типизация технологических процессов и оснастки. Примером серийного выпуска продукции могут служить самолётостроительные и моторостроительные заводы. В зависимости от количества одновременно изготовляемых изделий в серии различают мелкосерийное, среднесерийное и крупносерийное производства. Разновидность серийного производства принято различать по значениям коэффициента закрепления операций
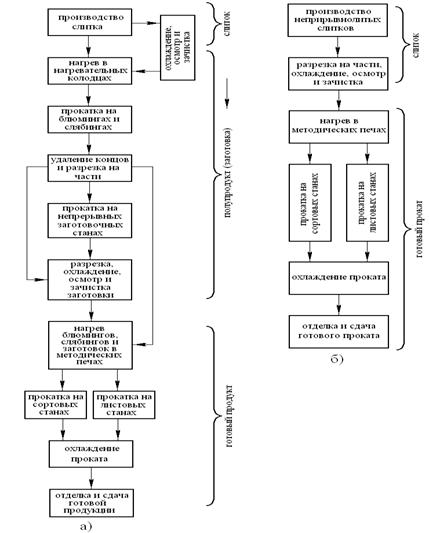
где Принято считать, что цехи относятся к той или иной разновидности серийного производства в зависимости от следующих значений коэффициента закрепления операций: к мелкосерийному – от 20 до 40; к среднесерийному – от 10 до 20; к крупносерийному – от 2 до 10. 1.5 Выбор вида заготовки Прокатка является одним из наиболее распространённых и производительных видов обработки металлов давлением. Значительная доля прокатной продукции идёт в употребление без дополнительной обработки. Среди существующих основных способов проката наиболее распространённым является продольная прокатка. Почти 90 % всего проката, в том числе весь листовой и профильный прокат, производится продольной прокаткой. Металлургическая промышленность РФ выпускает прокат различных профилей, отличающихся по форме поперечного сечения и по размерам. Совокупность прокатываемых профилей называется сортаментом. Весь сортамент прокатных изделий можно разбить на следующие основные четыре группы: 1) сортовой; 2) листовой; 3) трубы; 4)специальные виды проката (бандажи, колёса, периодические и гнутые профили и др.) Наиболее разнообразны виды сортового проката. В зависимости от формы поперечного сечения сортовой прокат подразделяют на простые и сложные профили. К простым профилям относятся круг, квадрат и полоса. В настоящие время прокаткой получают круг диаметром 8-220 мм, квадрат со стороной 8-150 мм, горячекатные узкие полосы шириной 20-600 мм и толщиной 0,8- 4 мм. Технологический процесс производства проката состоит из следующих основных элементов: 1) подготовка слитков или заготовок к прокатке; 2) нагрев металла перед прокаткой; 3) прокатка; 4) охлаждение металла после прокатки; 5) отделка проката. Существуют две технологические схемы производства: из отдельных и неприрывнолитых слитков. Схема технологического процесса производства проката: а) – из обычного слитка; б) – из заготовки, полученной непрерывной разливкой. Прокатное производство металлургического завода, в соответствии с первой технологической схемой, включает систему станов, на которых получают полупродукт (блюмы, слябы и другие виды заготовок) и систему станов для получения готового проката (сортовой стали, горяче- и холоднокатаных листов и лент, труб и пр.). Поэтому в состав прокатных цехов, как правило, входят обжимные (блюминги, слябинги) и заготовочные станины, являющимися основными агрегатами, связывающими сталеплавильные цеха и прокатные станы для дальнейшего передела блюмов, слябов и других заготовок; сортовые станы (рельсо-блочные, крупно-, мелко- и мелкосортные, проволочные и др.); листовые станы; трубные станы и др. Технологическая схема получения того или иного вида готового проката предусматривает включение всех необходимых последовательных операций обработки, начиная с подготовки слитка или заготовки для нагрева и кончая завершающей отделкой и определением качества готового проката. Вместе с тем технология изготовления изделия может отличаться, если производствоего осуществляется на другом металлургическом заводе, в другом прокатном цехе, на другом прокатном стане. Назначение – вала-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализированные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Рисунок 1 - Технологическая схема получения готового проката 2 Расчетная часть 2.1 Расчет промежуточных припусков и размеров заготовки Исходные данные. Деталь «Втулка». Технические требования - диаметр 80, шероховатость Ra = 6,3 мкм. Материал детали – сталь ХВГ. Общая длина детали – 28 мм. Метод получения заготовки - прокат. Обработка производится в патроне на токарном станке 16К20. Требуется определить межоперационный и общий припуски и диаметральный размер заданной поверхности заготовки. 1. Назначаем технологический маршрут обработки: - точение черновое - точение чистовое 2. В графу 2 записываем элементарную поверхность детали и технологические переходы в порядке последовательности их выполнения. 3. Заполняем графы 3, 4 и 9 по всем технологическим переходам. Данные для заполнения граф 3 и 4 взяты из табл. П 1.11 и П 1.18, допуск (графа 9) на диаметральный размер проката взят из табл. П 1.1. Для выполнения расчета промежуточных припусков при обработке указанной шейки вала аналогичным методом необходимо собрать данные: Rzi-1; Ti-1; ρi-1; εi.. 4. Суммарное значение пространственных погрешностей (графа 5) взят из табл. П 1.6. ρ1= 14мкм. Ку – коэффициент уточнения [5. табл. П 1.21.]. Ку = 0,06 – черновое точение Ку = 0,05 – чистовое точение. Таблица 3 - межоперационный и общий припуски и диаметральный размер поверхности заготовки.
Тогда ρ1 = 0,06 · 14 = 0,84мкм |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||