|
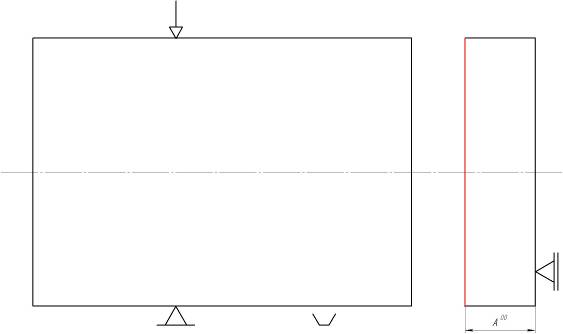
Курсовая работа: Проектирование технологического процесса механической обработки детали "шкив"Курсовая работа: Проектирование технологического процесса механической обработки детали "шкив"Оглавление Аннотация Введение 1 Описание детали и ее служебного назначения 2 Маршрутный технологический процесс изготовления детали для серийного производства 3 Операционные эскизы технологического процесса изготовления детали Заключение Библиографический список Приложения: А – Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив» Б – Диаметр круглого металлопроката (сталь 45 ГОСТ 1050-88) В – Бланк задания на курсовой проект0 Введение Машиностроение – важнейшая отрасль промышленности. Его продукция – машины различного назначения – поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной степени зависят от уровня развития машиностроения. Как прикладная наука «Технология машиностроения» имеет большое значение в подготовке специалистов для машиностроительной промышленности. Она вооружает их знаниями, необходимыми для повседневной и творческой деятельности по разработке прогрессивных технологий и создания конструкции машин, позволяющих применить при их производстве высокопроизводительные технологические методы. Одной из главных задач «Технологии машиностроения» является изучение закономерностей протекания технологических процессов и выявление тех параметров, воздействие на которые наиболее эффективно для интенсификации производства и повышения его точности. При проработке этого курса студенты получают знания, необходимые для повседневной творческой работы в области построения новой прогрессивной технологии, автоматизации производства, а также создания конструкций, позволяющих применить при их изготовлении высокопроизводительные технологические методы.[1] Технологический процесс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывным совершенствованием технологии их производства. В настоящее время важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современные высокопроизводительное оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависят долговечность и надежность работы выпускаемых машин, а также экономика их эксплуатации. Совершенствование технологии машиностроения определяется потребностями производства необходимых обществу машин. Вместе с тем развитие новых прогрессивных технологических методов способствует конструированию более совершенных машин, снижению их себестоимости и уменьшению затрат труда на их изготовление.[2] Серийным называется такое производство, при котором изготовление изделий производиться партиями или сериями, состоящих из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком, так и сборки детали. В серийном производстве в зависимости от количества изделий в серии, их характера и трудоемкости, частоты повторяемости серии в течение года, различают мелко-, средне- и крупносерийное производство. В серийном производстве технологический процесс преимущественно дифференцирован, т.е. расчленён на отдельные операции, которые закрепляются за отдельными станками. Станки, применяемые в серийном производстве: универсальные, специальные, агрегатные и автоматизированные. Станочный парк должен быть специализирован в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающихся в конструктивном отношении. При использовании универсальных станков должны широко применяться специальные и специализированные приспособления и инструмент. Измерительный инструмент – предельные калибр, шаблоны. Серийный выпуск машин стал возможен в связи с развитием высокопроизводительных методов производства, а дальнейшее повышение быстроходности, точности, мощности, рабочих давлений, температур, коэффициента полезного действия, износостойкости и других показателей работы машин было достигнуто в результате разработки новых технологических методов и процессов.[3] Цель курсового проекта: «Разработать технологический процесс изготовления детали «шкив» в серийном производстве». Задачи, поставленные в данном курсовом проекте: Задача 1. Разработать чертеж детали «Шкив»; Задача 2. Разработать маршрутный технологический процесс изготовления детали «шкив»; Задача 3. Разработать операционные эскизы технологического процесса. 1 Описание детали и ее служебного назначения Деталь «шкив» представляет собой фрикционную вращающуюся деталь ремённой передачи, выполненную в виде колеса, охватываемого гибкой связью (ремнем). Служебное назначение шкива состоит в использовании его как одной из основных частей ременной передачи. Передающие вращающий момент рабочие шкивы (ведущий и ведомый) закрепляют на валах посредством шпоночных, зубчатых, штифтовых и прочих соединений. Не передающие вращающего момента шкивы (холостые шкивы, натяжные ролики) свободно вращаются на валах или осях. Конструкции шкивов отличаются большим разнообразием. Шкив малых диаметров выполняют монолитными, средних и больших диаметров – имеют ступицу и обод, связанные диском или спицами. Крупные шкивы иногда выполняют из двух половин, соединённых болтами. Изготовляют Шкив из чугуна, стали лёгкого сплава, пластмассы, иногда дерева. Шкив под плоские ремни имеет цилиндрическую или слегка выпуклую рабочую поверхность для предохранения ремня от сбегания, с той же целью шкивы иногда снабжаются ребордами. Шкив под клиновые и поликлиновые ремни имеют канавки трапецеидального профиля. Шкив под ремень круглого сечения снабжают канавкой со скруглённым дном. Шкив зубчатоременных передач имеют зубья, идущие в осевом направлении, и реборды. Ступенчатые шкивы применяют в передачах с регулированием передаточного отношения путём перевода ремня с одной ступени на другую. Раздвижные конические шкивы в бесступенчатых передачах с широким клиновым ремнем выполняют с одним или обоими подпружиненными передвижными конусами, а также с принудительным перемещением одного или обоих конусов. Данная деталь «шкив» представляет собой колесо, которое является частью ременной передачи. Служебное назначение шкива состоит в том, чтобы передавать крутящий момент через ремень на вал. С валом шкив соединяется посадкой с натягом, прижимается шайбой и фиксируется болтами. Во внутреннюю часть шкива крепится зубчатая полумуфта переходной посадкой и фиксируется штифтом. Соединение деталей осуществляется под прессом. При работе данного механизма вращение шкива на валу передается на зубчатую полумуфту, далее через зубчатую втулку – на полумуфту и на вал. 2 Маршрутный технологический процесс изготовления детали для серийного производства В машиностроении основными видами заготовок для деталей являются стальные и чугунные отливки, отливки из цветных металлов и сплавов, штамповки и все возможные виды проката. Способ получения заготовки должен быть наиболее экономичным при заданном объеме выпуска детали. На выбор формы, размеров и способа получения заготовки большое значение оказывает конструкция и материал детали. Вид заготовки оказывает значительное влияние на характер технологического процесса, трудоемкость и экономичность ее обработки. К металлическим заготовкам относятся: прокат из стали и цветных металлов (простых и сложных профилей) в виде прутков и труб, поковки, листовая штамповка, отливки. Большинство деталей типа валов, втулок, шайб и колец изготовляют из заготовок, поставляемых в виде круглых, шестигранных и квадратных прутков. Крупные и сложные по форме детали получают из штучных заготовок, полученных литьем, ковкой или штамповкой. Заготовка должна иметь несколько большие размеры, чем готовая деталь, т. е. предусматривается слой металла, снимаемый при механической обработке, который называется припуском на обработку. Величина припуска должна быть наименьшей (т. е. заготовка по форме и размерам должна приближаться к форме и размерам готовой детали), но при этом должно быть обеспечено получение годной детали. Исходя из необходимости максимального приближения формы и размеров заготовки к параметрам готовой детали, применяем такой метод, как прокат под прессом. В результате проката получаем заготовку круглого сечения. В данном проекте принимаем, что из готового металлопроката круглого сечения диаметром 180 мм отрезаем заготовку для изготовления шкива. При дальнейшей обработке заготовки на станках с ЧПУ получаем готовое изделие. Круглый металлопрокат различных марок сталей поставляется предприятием «ВЕЛД-МЕТИЗ». Подробный перечень круглого металлопроката приведен в приложении Б. Материал для изготовления шкива выбираем сталь 45 ГОСТ 1050-88[4]. При выборе станков с ЧПУ на каждую технологическую операцию ориентируемся на размеры обрабатываемых ими деталей (табл. 2.1). В соответствии со способом обработки и стадиями операций получаем квалитеты точности обрабатываемых поверхностей, приведенные в табл. 2.2. Таблица 2.1 – Маршрутный технологический процесс изготовления детали шкив
Таблица 2.2 – Квалитеты точности по операциям технологических процессов
3 Операционные эскизы технологического процесса изготовления детали 00 Отрезная операция с ЧПУ, станок CARIF 450 BA CNC
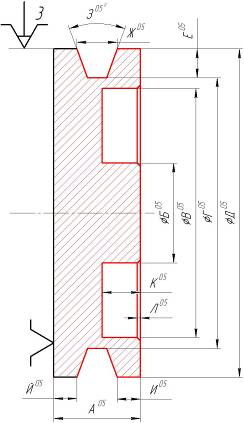
05 Токарная операция с ЧПУ черновая, станок HTC40z 1-й установ
2-й установ
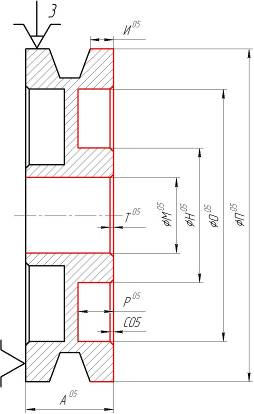
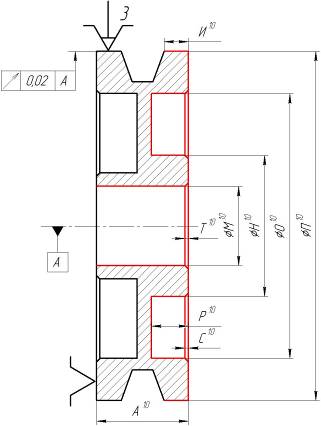
10 Токарная операция с ЧПУ чистовая, станок HTC40z 1-й установ
2-й установ
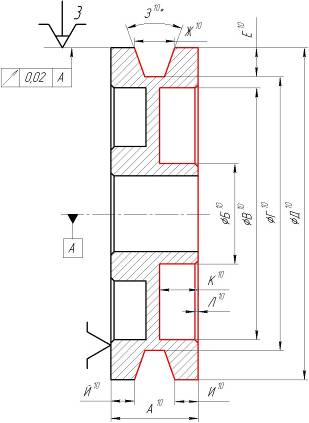
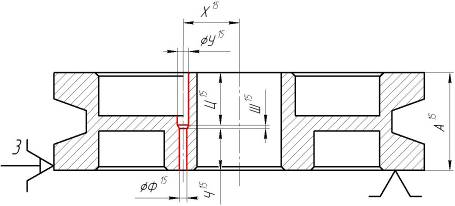
15 Сверлильная операция с ЧПУ, станок PD1616
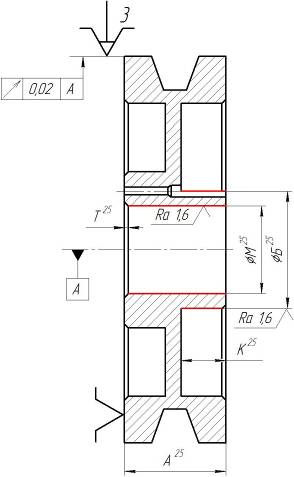
30 Шлифовальная операция с ЧПУ чистовая, станок ОШ-642Ф3
Заключение В результате выполнения данного курсового проекта была достигнута поставленная цель, т. е. разработан технологический процесс изготовления детали «шкив» в серийном производстве и соответственно были решены задачи: 1. Разработан чертеж детали «шкив» в CAD-редакторе КОМПАС в соответствии с требованиями ГОСТа, на чертеже приведены все необходимые размеры, отклонения и квалитеты для изготовления детали, а также учтены все свойства поверхностей, необходимые в работе данной детали в сопряжении с другими деталями для обеспечения нормативного срока службы. 2. Разработан маршрутный технологический процесс изготовления детали «шкив» путем выбора технологических операций, целесообразных для изготовления данной детали в серийном производстве, а также стадий операций. Были подобраны все станки для каждой технологической операции с ЧПУ для более производительной и автоматизированной работы по изготовлению детали «шкив». 3. Разработаны операционные эскизы технологического процесса CAD-редакторе КОМПАС. Эта задача была решена путем поэтапного рассмотрения процесса обработки от заготовки до готовой детали. На эскизах имеются необходимые размеры для обработки на каждой операции, символы базирования, закрепления и необходимые специальные требования. Библиографический список 1. А.Н. Малов «Справочник технолога машиностроения», Т2, М., «Машиностроение», 1972-220с. 2. А.Ф. Горбацевич «Курсовое проектирование по технологии машиностроения», Минск, «Высшая школа», 1975. 3. И.С. Добрыднев «Курсовое проектирование по предмету технология машиностроения», М., «Машиностроение», 1985. 4. В.Г. Сорокина «Марочник сталей и сплавов», М., «Машиностроение», 1989. 5. Паспортные данные станков. Приложение А Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив»[5] Отрезной станок CARIF 450 BA CNC Автомат с ЧПУ |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||