Вихідною інформацією для проектування технологічного
процесу механічної обробки заготовки є: робоче креслення деталі; технічні вимоги;
регламентована точність поверхонь; параметри шорсткості поверхонь; об’єм річного
випуску деталей.
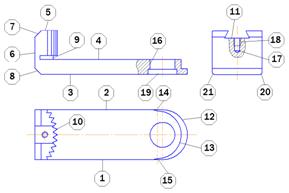
Для спрощення запису технологічного процесу використовуємо
наступну схему розташування поверхонь, що обробляються:
Рис.2.6
Складаємо технологічний маршрут обробки заготовки
важеля з урахуванням зображеної схеми.
Таблиця 2.6
№
опер.
Найменування операції
Обладнання
Пристрій
База
1
2
3
4
5
005
Фрезерна
1.Фрезерувати пов.1 "як чисто".
2.Фрезерувати пов.2 у розмір 40-0,25.
Вертикально-фрезерний
верстат
мод.6Р11
Лещата
з пневмо-затиском
Необроблені
зовнішні
пов.3, 5 і 6
010
Фрезерна
1.Фрезерувати пов.3 начорно.
2.Фрезерувати пов.3 начисто.
3.Фрезерувати пов.4 у розмір 12,5-0,3.
4.Фрезерувати пов.5 у розмір 35-0,62.
Вертикально - фрезерний
верстат
мод.6Р11
Лещата
з пневмо-затиском
Оброблені зовнішні
пов.1 і 2
015
Фрезерна
Фрезерувати пов.6 "як чисто".
Вертикально-фрезерний
верстат
мод.6Р11
Лещата
з пневмо-затиском
Оброблені зовнішні
пов.1 і 2
020
Фрезерна
Фрезерувати 2 фаски 7 і 8 (5х45°).
Вертикально-фрезерний
верстат
мод.6Р11
Лещата
з пневмо-затиском
Оброблені зовнішні
пов.1 і 2
025
Фрезерна
Фрезерувати пов.4 начисто з фрезеруванням пазу 9 шир.2±0,25.
Вертикально-фрезерний
верстат
мод.6Р11
Лещата
з пнемо-
затиском
Оброблені зовнішні
пов.1, 2 і 3
030
Фрезерна
1.Фрезерувати послідовно:
а) пов.10 до R35-0,16;
б) паз11 попередньо на глибину 6+0,3;
в) пов.12 з R20-0,52;
г) пов.13, 14 і 15 з R19-0,52 і R6*.
2.Фрезерувати паз.11 під "ластівки хвіст".
3.Зенкерувати отв.16 до Ø19,4+0,3.
4. Свердлити отв.Ø4,3 на гли-бину 10+0,36
(17) під різьбу М5.
Вертикально-
фрезерний
верстат
з ЧПУ і
інструменталь-
ним магазином
мод.6Р11МФ3-1
Лещата
з пнемо-
затиском
Оброблені зовнішні
пов.1, 2 і торець 6
035
Довбальна
Довбати зубці 4±0,15 х 60°, витримуючи R35-0,16
(пов.1).
Довбальний
верстат
мод.7А412
Лещата
з пнемо-
затиском
Оброблені зовнішні
пов.1, 2 і 6
040
Слюсарна
1. Нарізати різьбу М5 (пов.18) на глибину 6 мм в отв.17.
2.Зенкувати отв. 19 до Ø23+0,52 до
розміру 8-0,09.
3.Запилити 2 фаски 20 і 21 у розмір 0,6х45°.
4.Зняти задирки після фрезерних і довбальної операцій.
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое.