|
Отчет по практике: Слесарные, механические, демонтажно-монтажные работыОтчет по практике: Слесарные, механические, демонтажно-монтажные работыСодержание 1. Введение 2. Технические измерения. 3. Разметочные работы. 4. Рубка металла. 5. Резка металла. 6. Распиливание металла. 7. Гибка и рихтовка металла. 8. Опиливание. 9. Сборочно-разборочные операции. 10. Токарные работы. 11. Фрезерные работы. 12. Шлифовальные работы. 13. Строгальные работы. 14. Сверлильные работы. 15. Вывод. 16. Используемая литература. 1.Введение.
Ремонтом обеспечивается восстановление и поддержание работоспособности подвижного состава автомобильного транспорта, устранение отказов и неисправностей, возникших в работе или выявленных при техническом обслуживании. При ремонте осуществляют замену неисправных агрегатов, узлов и деталей исправными, взятыми из оборотного фонда, а также проводят разборочные, регулировочные, сборочные, слесарные, механические, сварочные, электротехнические и другие виды работ.
2. Технические измерения.
Многомерные нераздвижные инструменты: а) метр металлический складной - точность до 0,5 мм. б) Стальная масштабная линейка- точность до 0,5 мм. Линейки бывают длиной 150, 200, 300, 500, 750 и 1000 мм. в) Щуп - применяется для определения зазора в соединениях деталей при сборке. Обычно имеет набор до 10-20 пластин толщиной от 0,05 до 2 мм. Многомерные раздвижные инструменты: а) Штангенциркуль - точность до 0,1 мм иногда точность до 0,05 мм. Он предназначен для измерения внешних и внутренних размеров: толщины, глубины, диаметра.( ШЦ-I – точность до 0,1 мм. ШЦ-II - точность до 0,05 мм. ШЦ-III - точность до 0,1-0,05 мм). Он состоит из штанги, неподвижной губки, подвижной губки, рамки, зажима, рамки микрометрической подачи, гайки и винта, глубиномера. б) Микрометр - применяется для измерения толщины листа (металла) точность до 0,01мм. Он состоит из скобы, микрометрического винта, втулки-стебля, неподвижной пятки, трещотки, барабана. Одномерные инструменты: Калибры предельно гладкие нерегулируемые - применяются для измерения наружных размеров деталей (имеющие форму скоб) и для измерения внутренних размеров деталей (имеющие форму пробок). Инструменты для измерения углов: а) Угольники - служат для проверки правильности углов, а также плоскостности обработанной поверхности - бывают с углами 90,60, 120, 135. б) Малка - измеряют угол между гранями детали. Все измерения с помощью этих инструментов проводятся при непосредственном их соприкосновении с измеряемой деталью. Что измерялось: Измерение при помощи штангельциркуля и микрометра детали типа «Ступенчатый вал». Каким инструментом : Измерительный штангенциркуль ШЦ-I, ШЦ-II, микрометр 0-25 С какой точностью: ШЦ-I – точность до 0,1 мм. ШЦ-II - точность до 0,05 мм. Микрометры с пределами измерений от 0-25мм до 477-500мм . 3. Разметочные работы.
Последовательность выполнения разметки: Необходимо тщательно изучить рабочий чертеж детали определить пригодность материала и выяснить технологический процесс изготовления детали. Разобравшись в рабочем чертеже, следует составить план разметки, т.е. нахождения способа и порядка нанесения линий на размечаемом материале и их кернения. Прежде чем приступить к разметке, тщательно проверяют, нет ли у заготовки пороков: трещин, раковин, газовых пузырей, перекосов и других дефектов, а также сверяют с чертежом размеры и припуски на обработку. Заготовки из листового, полосового и круглого материала обязательно должны быть отрихтованы на специальной плите ударами молотка или под прессом. До установки заготовки или детали на разметочную плиту те поверхности, на которых должны быть нанесены разметочные риски, покрывают мелом, разведенным вводе до густоты молока; в этот раствор добавляют столярный клей (для связи) и сиккатив (для быстрого высыхания). Поверхности чисто обработанных заготовок окрашивают раствором медного купороса. После высыхания раствора на поверхности детали остается тонкий и очень прочный слой меди, на котором хорошо видны разметочные риски. Разметочные детали приходится окрашивать, потому что чертилка, рейсмус или циркуль оставляют на неокрашенных поверхностях очень тусклый след. Если размечаемые места покрыть одним из вышеуказанных растворов, то риски на фоне краски отчетливо видны и сохраняются продолжительное время. Для измерения при разметке длин применяют стальные измерительные линейки с миллиметровыми делениями. Для прочеркивания прямых рисок рекомендуется пользоваться стальной линейкой со скошенной стороной; такую линейку прикладывают скошенной стороной непосредственно к размечаемой детали и переносят с нее размеры. При измерениях больших длин рекомендуется пользоваться стальной рулеткой. При откладывании размеров по вертикали удобно пользоваться масштабной линейкой с подставкой. Точность измерения с помощью этой линейки – 0,5 – 1,0 мм.Угловой штангенциркуль позволяет по заданным катетам без вычислений определять гипотенузу прямоугольного треугольника. Этим штангенциркулем удобно пользоваться в тех случаях, когда нужно откладывать размер между двумя точками, не лежащими в одной плоскости, но связанными между собой размерами L и l. Риски обычно наносят в следующем порядке: сначала все горизонтальные риски, затем вертикальные, после этого наклонные риски и в последнюю очередь – окружности, дуги и закругления. Пространственная разметка применяется для графических построений, осуществляемых на поверхностях заготовок и деталей, расположенных в разных плоскостях под разными углами друг к другу. По своим приемам пространственная разметка существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что слесарю приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, но и увязывать разметку этих поверхностей между собой. Для нанесения рисок и кернения при разметке применяют чертилки, рейсмусы и кернеры. Чертилкой с закаленным и остро заточенным концом наносят на поверхности детали разметочные риски. При проведении рисок чертилка должна иметь двойной наклон: один – в сторону от линейки и другой – по направлению перемещения чертилки. Риску следует проводить только один раз; она должна быть как можно тоньше. Рейсмус, или чертилка на штативе, служит для нанесения горизонтальных и вертикальных рисок, а также для проверки заготовок, устанавливаемых на разметочной плите на кубиках или других приспособлениях. Кернер служит для нанесения вдоль рисок небольших конических углублений (керн), обозначающих разметочные риски, их пересечения и центры окружностей размечаемых заготовок и деталей. Кернерование производят для того, чтобы разметочные риски были хорошо видны. Кернер берут тремя пальцами левой руки и с наклоном от себя острым концом прижимают к намеченной на риске точке так, чтобы острие кернера совпало с серединой риски. Перед ударом молотком кернер ставят в отвесное положение, А затем фиксируют упором пальца в деталь и наносят по кернеру легкий удар молотком весом 50 – 100 г.
Разметочные циркули используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки. Их применяют также для переноса размеров с измерительной линейки на заготовку. Приведите эскиз размечаемой детали: Какой применялся инструмент: чертилка, молоток, разметочный циркуль, штангенциркуль.
4.Рубка металла.
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части. В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1мм, во втором - от 1,5 до 2мм. Точность обработки, достигаемая при рубке составляет 0,4...1мм. При рубке осуществляется резание - процесс удаления режущим инструментом с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки. Режущая часть (лезвие) представляет собой клин (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник). Зубило - это простейший режущий инструмент, в котором форма клина выражена особенно чётко. Чем острее клин, т. е. чем меньше угол, образованный его сторонами, тем меньше усилие потребуется для его углубления в материал. На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной - поверхность, с которой стружка снята. Поверхность по которой сходит стружка при резании, называется передней, а противоположная задней. Инструменты для рубки Режущие инструменты. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило изготовляют длинной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0,3...0,5 закаливают и отпускают. Степень закаливания зубила можно определить старым напильником, которым проводят по закалённой части. Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок - полукруглых, двугранных и других - применяют специальные крейцмейсели, называемые канавочниками. Канавочники изготовляют из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 и 3 мм. Заточка инструмента на станке вручную. Заточка зубил и крейцмейселя производится на заточном станке. Перед заточкой инструмента подручник устанавливают как можно ближе к шлифовальному кругу. Зазор между подручником и заточным кругом должен быть не более 2...3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником. Проверка угла заточки инструмента. После заточки зубила или крейцмейселя с режущих кромок снимают заусеницы. Угол заострения проверяют шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35 градусов. Слесарный молоток - это инструмент для работы с различными слесарными инструментами. Слесарные молотки с круглым бойком изготовляют из шести номеров: № 1 (200 г) применяют в разметке и правке; № 2 (400 г), № 3 (500 г) и № 4 (600 г) - для слесарных работ; № 5 (800 г) и № 6 (1000 г) применяют редко. Слесарные молотки с квадратным буйком изготовляют восьми номеров: № 1 (50 г), № 2 (100)
Приведите эскиз детали: Какой применялся инструмент: Слесарный молоток, зубило. Т.Б. На инструменте не должно быть дефектов (трещин или сколов) , молоток не должен быть смазан маслом. 5. Резка металла. Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка выполняется как со снятием стружки, так и без неё. Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Ножи изготовляют из сталей У7, У8; боковые поверхности лезвий закалены до HRCэ52...58, отшлифованы и остро заточены. Резка ручными ножницами Обыкновенные ручные ножницы применяются для резания стальных листов толщиной 0,5...1мм и листов из цветных металлов толщиной до 1,5мм. Ручные ножницы изготовляют с прямыми и кривыми режущими лезвиями. По расположению режущей кромки лезвия ножницы делятся на правые (скос на каждой части режущей половины находится с правой стороны); левыми - (скос на каждой части режущей половины находится с левой стороны). Длина ножниц равна 200, 250, 320, 360 и 400мм, а режущей части (от острых концов до шарнира) - соответственно 55...65, 70...82, 90...105, 100...120 и 110...130мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу. Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3мм. Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для резания больших партий листового металла их не применяют. Ручные малогабаритные силовые ножницы служат, для резки листовой стали толщиной до 2,5мм и прутков диаметром до 8мм. Ножи ножниц - сменные и прикреплены к рычагам на потайных заклёпках. Эти ножи являются сменными и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия. Рычажные ножницы применяются для резания листовой стали, толщиной до 4мм, алюминия и латуни - 6мм. Верхний шарнирно закреплённый нож приводится в действие от рычага. Нижний нож неподвижный. Ножи изготавливают из стали У8 и закаливают до твёрдости HRCэ52...60. Углы заострения режущих граней равны 5...85 градусов. Перед работой проверяют наличие смазки на трущихся поверхностях, плавность хода рычага, отсутствие зазора между режущими кромками. Маховые ножницы широко используются для резки листового металла толщиной 1,5...2,5мм с пределом прочности 450..500 МПа (сталь, дюралюминий и т. д.).Этими ножницами режут металл значительной длины. Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32мм, листы размерами 1000...32000мм, реже - полосовой прокат, а также листовые неметаллические материалы. Резка ножовкой Ручная ножовка (пила) инструмент предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов обрезки и вырезки заготовок по контуру и других работ. Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном или обоих рёбрах. Полотна изготовляют из сталей У10А и Х6ВФ, их твёрдость НRCэ61...64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты, длина полотна для ручной пилы L=250...300мм, высота b=13 и 16мм, толщина h=0,65 h=0,65 и 0,8мм. Для резки металлов различной твёрдости углы зубьев ножовочного полотна выполняют следующими: передний угол равен 0...12 градусов; а задний угол зубьев равен 35...40 градусов; угол заострения равен 43...60 градусов. Для резки более твёрдых материалов применяют полотна, у которых угол заострения зубьев больше, для резания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы. Разводка зубьев ножовочного полотна. При резке ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух - трёх зубьев. Во избежание заедания (заклинивания) ножовочного полотна в металле зубья разводят, чтобы ширина разреза, сделанного ножовкой, была много больше толщины полотна. Кроме того, это значительно облегчит работу. Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30мм от торца. Подготовка к работе ножовкой. Перед работой ножовкой прочно закрепляют разрезаемый материал в тисках (уровень крепления должен соответствовать росту работающего). При длинных пропилах используют ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким. Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от рукоятки, а не к ней. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют его штифтом, затем вставляют второй конец полотна в прорезь подвижного штыря и также закрепляют штифтом. При этом из-за опасения разрыва полотна ножовку держат в удалении от лица. Степень натяжения полотна проверяют, легко нажимая на него пальцем сбоку; если полотно не прогибается, натяжение достаточно. При резке ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, в пол оборота по отношению к губкам тисков или оси обрабатываемой заготовки. Ступни ног ставят так, чтобы образовали угол 60...70 градусов при определённом расстоянии между пятками. Положение рук (хватка). Рукоятку обхватывают четырьмя пальцами правой руки так, чтобы она упиралась в ладонь; большой палец накладывают сверху вдоль рукоятки. Пальцы правой руки обхватывают гайку и подвижную головку ножовки. При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. В процессе резки осуществляется два хода - рабочий, когда ножовка перемещается вперёд от работающего, и холостой, когда к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают лёгкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: Короткие заготовки резать на наиболее короткой стороне; при резке проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне; в работе должно участвовать всё ножовочное полотно; при резке не давать полотну нагреваться; для уменьшения трения полотна о стенки в пропиле заготовки периодически смазывать полотно минеральным маслом или графитовой смазкой, особенно пи резке вязких металлов; латунь и бронзу разрезать только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят; в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекратить, удалить из пропила остатки сломанного зуба, полотно заменить новым или сточить на станке два - три соседних зуба; после этого можно продолжить работу. Резка ножовкой круглого, квадратного, полосового и листового металла. Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров - на отрезных станках, приводных ножовках, дисковых пилах и др. Предварительно полотно смазывают маслом с помощью кисточки. Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю. Ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль рукоятки сбоку, чем обеспечивается устойчивое положение заготовки во время резки. Заготовку закрепляют в тисках и в месте будущего реза трёхгранным напильником делают неглубокий пропил для лучшего направления ножовки. Затем заготовку разрезают при горизонтальном положении ножовки. При очень глубоких резах левую руку переставляют, берясь за верх рамки. Полосовой металл рациональнее резать не по широкой, а по узкой стороне. Резка ножовкой с поворотом полотна осуществляется при длинных (высоких) или глубоких резах, когда не удаётся довести рез до конца из - за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию. При этом можно изменить положение заготовки и, врезавшись в неё с другого конца, закончить резку. Можно резать ножовкой, у которой полотно переставляют на 90 градусов. Этим способом режут металл в деталях с замкнутыми контурами. Заготовки, детали из тонкого листового металла зажимают между деревянными брусками по одной или несколько штук и разрезают вместе с брусками. Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика. Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединёнными вместе полотнами. Резка труб ножовкой и труборезом
Перед резкой трубу размечают по шаблону, изготовленному из жести, изогнутой по трубе. Шаблон накладывают на место реза и чертилкой по окружности трубы наносят разметочные риски. Трубы разрезают ножовками и труборезами. Резка ножовкой. Трубу зажимают в параллельных тисках в горизонтальном положении и режут по риске. При разрезании трубы ножовку держат горизонтально, а по мере врезания полотна в трубу слегка наклоняют на себя. Если ножовку увило в сторону от разметочной риски, трубу поворачивают вокруг оси и режут по риске в новом месте Приведите эскиз детали: Какой применялся инструмент: Ножовка по металлу, слесарные напильники, штангенциркуль ШЦ-I, линейка, угольник, радиусомер, молоток, плоскогубцы. 6. Распиливание металла.
Распиливанием называется обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками, трёхгранных - трёхгранными, ножовочными и ромбическими напильниками, квадратных - квадратными напильниками. Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нём - отверстие, затем просверливают отверстие сверлом, диаметр которого на 0,5мм меньше стороны квадрата. Дальнейшую обработку сторон производят до тех пор, пока квадратная головка легко, но плотно не войдёт в отверстие. Распиливание в заготовке трёхгранного отверстия. Размечают контур треугольника, а в нём - отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника. Зазор между сторонами треугольника и вкладышей при проверке щупом должен быть не более 0,05мм.
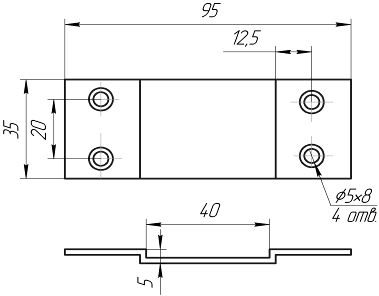
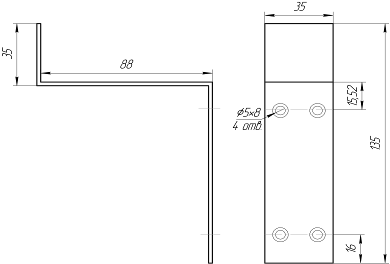
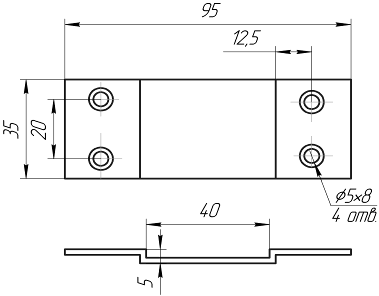
Приведите эскиз детали: Какой применялся инструмент: Круглый напильник. 7. Гибка и рихтовка металла. Гибка - это способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3мм - плоскогубцами или круглогубцами. Гибки подвергают только пластичный материал. При гибки деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берётся от 0,5 до 0,8 толщены материала. Гибка деталей из листового и полосового металла. Гибку прямоугольной скобы из полосовой стали выполняют в следующем порядке: определяют длину развёртки заготовки, складывая длину сторон скобы с припуском на один изгиб, равным 0,5 толщины полосы, т. е. L=17,5+1+15+1+20+1+15+1+17,5=89мм; отмечают длину с дополнительным припуском на обработку торцов по 1мм на сторону и зубилом отрубают заготовку; выправляют вырубленную заготовку на плите; опиливают в размер по чертежу; наносят риски загиба; зажимают заготовку в тисках между угольниками - нагубниками на уровне риски и ударами молотком загибают конец скобы (первый загиб); переставляют заготовку в тисках, зажимая её между угольником и бруском - оправкой, более длинным, чем конец скобы; загибают второй конец, осуществляя второй загиб; снимают заготовку и вынимают брусок - оправку; размечают длину лапок на загнутых концах; надевают на тиски второй угольник и, вложив внутрь скобы тот же брусок - оправку, но в другом его положении, зажимают скобу в тисках на уровне рисок; отгибают первую и вторую лапки, делают четвёртый и пятый загибы первой и второй лапок; проверяют и выправляют по угольнику четвёртый и пятый загибы; снимают заусеницы на рёбрах скобы и опиливают концы лапок в размер. Гибка двойного угольника в тисках производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. По окончании гибки концы угольника опиливают в размер и снимают заусеницы с острых рёбер. Гибка хомутика. После расчёта длины заготовки и её разметки в местах изгиба зажимают в тисках оправку в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика. Окончательное формирование хомутика выполняют по той же оправке молотком, а затем на правильной плите. Гибка ушка круглогубцами. Ушко со стержнем из тонкой проволоки изго-товляют с помощью круглогубцев. Длина заготовки должна быть на 10... ..15мм больше, чем требуется по чертежу. После окончания работы лишний конец удаляют кусачками. Гибка втулки. Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки равен 20мм, а внутренний - 16мм, то средний диаметр будет равен 18мм. Тогда общую длину заготовки определяют по формуле L=3,14х18=56,5мм. Страницы: 1, 2 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||