|
Реферат: Высокопроизводительные методы обработки металлов давлениемРеферат: Высокопроизводительные методы обработки металлов давлениемФедеральное агентство по образованию РФ Пермский государственный технический университет Кафедра: "Сварочного производства и технологии конструкционных материалов" Реферат По предмету "Технология конструкционных материалов" На тему: Высокопроизводительные методы обработки металлов давлением Выполнил: ст. гр. ПКМ-01-1 Глезман А.В. Проверил: доцент Лямин Я.В. г. Пермь 2009. Содержание Введение. 3 1. Краткая характеристика импульсных методов обработки металлов давлением 4 2. Штамповка взрывом.. 6 2.1 Сведения о взрывчатых веществах. 8 2.2 Оборудование для штамповки взрывом.. 9 2.3 Усовершенствование процесса гидровзрывной штамповки. 11 3. Электрогидравлическая штамповка. 16 3.1 Сущность электрогидравлической штамповки. 16 3.2 Электрогидравлические установки для штамповки деталей. 18 4. Магнитно-импульсная обработка металлов. 22 4.1 Физические основы процесса. 22 4.2 Оборудование и оснастка. 23 4.3 Технологические возможности магнитно-импульсной обработки металлов 24 5. Ударная штамповка. 27 6. Использование сверхпластичности в процессах деформации металлов 30 6.1. Характеристика сверхпластичности металлов и сплавов. 30 6.2. Технологические процессы штамповки металлов в состоянии сверхпластичности. 36 Список литературы.. 39 ВведениеПрименение традиционных методов обработки металлов давлением связано с длительными сроками технологической подготовки производства и высокой себестоимостью изготавливаемых деталей, особенно при мелкосерийном их выпуске. Поэтому подучили распространение высокоэнергетические импульсные метода обработки металлов давлением с использованием энергии взрывчатых веществ газовзрывных смесей, сжатого газа и электричества. Особенность этих импульсных методов заключается в высоких скоростях выделения энергии и передачи ее заготовке через передающую среду, которая одновременно выполняет роль одного из элементов штамповой оснастки (матрицы или пуансона). При помощи импульсного деформирования листового металла можно выполнять глубокую вытяжку, пробивку, бортовку, формовку, клепку и др. Различные способы импульсной обработки имеют свою область рационального применения и не предназначены для полной замены традиционных методов обработки металлов давлением. Штамповка взрывом применяется в основном для изготовления деталей большого габарита, когда применение прессового оборудования и штампов практически невозможно или экономически невыгодно. Электрогидравлическая штамповка чаще всего используется для изготовления сложных деталей среднего габарита из труднодеформируемых металлов. В этих же условиях, но когда нецелесообразно в качестве передающей среда применять воду, используется магнитно-импульсная обработка металлов. Ударная штамповка эффективна при изготовлении небольших партий деталей из листовых и цилиндрических заготовок сравнительно малого габарита. 1. Краткая характеристика импульсных методов обработки металлов давлениемВысокоэнергетические импульсные метода обработки металлов давлением (ОМД) представляют собой процессы, сопровождающиеся тепловыми эффектами, силовыми воздействиями, появлением инерционных сил, ударных волн и дополнительных динамических напряжений. При этом происходит локализация зоны пластической деформации обрабатываемого материала и изменение его физико-механических свойств. Одной из основных характеристик импульсных методов ОМД является скорость деформирования обрабатываемого материала. Если при традиционных методах ОМД скорость деформирования составляет 0,3-1,5 м/с, а на ударных машинах - не более 5 м/с, то при импульсных методах она составляет 100 м/с и более. Применение высокоэнергетических импульсных методов обеспечивает возможность использования большого запаса энергии энергоносителя при сравнительно небольшом его объеме, снижение стоимости оснастки, сокращение сроков ее проектирования и изготовления, резкое сокращение капитальных вложений (особенно для штамповки крупногабаритных деталей). При штамповке взрывом создаются условия для направленного воздействия на объект необходимой силы, повышения точности размеров обрабатываемых деталей, в том числе из труднодеформируемых металлов и представляется возможность работать как в цеховых, так и в полевых условиях, а также в естественных и искусственных водоемах. Однако указанные методы ОМД требуют соблюдения специальных мер по технике безопасности и разработки дополнительных мероприятий по снижению трудоемкости подготовительно-заключительных работ. Характеристика импульсных методов ОМД приведена в табл.1. Таблица 1 Характеристика импульсных методов ОМД
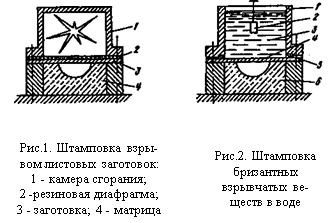
2. Штамповка взрывомШтамповка взрывом может осуществляться в газообразных"жидких и твердых средах. Известен способ штамповки деталей посредством взрыва в герметичной камере (рис.1). Взрывчатое вещество (ВВ) и сжатый воздух подаются в смесительную камеру, откуда образовавшаяся взрывчатая смесь поступает в камеру сгорания, дном которой служит резиновая диафрагма. Штампуемую заготовку помещают между диафрагмой и матрицей.
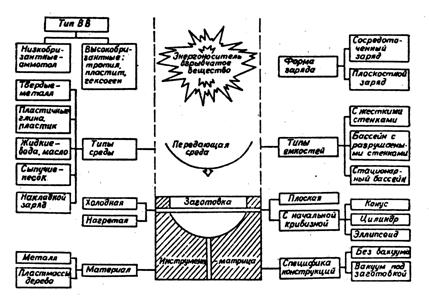
Более эффективен способ гидровзрывной листовой штамповки, при котором необходимое давление в рабочей жидкости обеспечивается в результате взрыва заряда взрывчатого вещества. Для реализации данного способа контейнер 1 (рис.2) с зарядом 2 устанавливают на заготовке 4 и заполняют рабочей жидкостью 3. В качестве уплотнителя 5 может быть применен обычный резиновый шнур. Возможно применение матрицы 6 как цельной, так и комбинированной. Обработка металлов взрывом может осуществляться либо с помощью указанных установок, либо с помощью машин, в которых энергия взрыва преобразуется в кинетическую энергию их подвижных частей. Процесс гидровзрывной штамповки состоит из следующих стадий: взрыв в воде; нагружение заготовки; скоростное ее деформирование; многократное ударное нагружение оснастки. На рис.3 показана классификация ВВ, передающих сред, заготовок и матриц, применяемых при гидровзрывной штамповке, в основу которой положены четыре элемента, характерные для любого вида листовой штамповки. Наиболее распространенными энергоносителями являются бризантные ВВ, которые выпускаются в виде порошка, прессованных брикетов (шашек), литых зарядов различной формы, эластичных листов, шнуров и т.д. ВВ должны быть безопасными в обращении, водоустойчивыми, иметь стабильные взрывчатые свойства; высокие скорость взрывной реакции и удельную теплоту взрыва и невысокую стоимость. Передающие среды должны обеспечивать легкую доступность и максимальную упрощенность подготовки к ведению процесса и возможность повторного использования. В качестве такой среды может использоваться вода.
Рис.3. Классификация схем взрывной штамповки Поскольку плотность воды превышает плотность воздуха более чем в 700 раз, при взрыве под водой практически исключается возможность разброса осколков, что позволяет значительно повысить безопасность работы. Начальное давление ударной волны подводного взрыва в 100 раз превышает начальное давление ударной волны воздушного взрыва. 2.1 Сведения о взрывчатых веществахВзрывчатыми являются такие вещества, которые способны при определенных условиях к очень быстрому самораспространяющемуся химическому превращению с выделением тепла и образованием газов. Каждое взрывчатое вещество характеризуется показателями бризантности и фугасности. Вблизи от заряда наиболее существенно воздействует бризантность ВВ, а вдали - фугасность. Давление, развиваемое при детонации и определяющее бризантность ВВ, зависит от плотности заряда и скорости детонации. Фугасность, или работоспособность, ВВ определяется теплотой взрыва, а также объемом газообразных продуктов взрыва. Кроме перечисленных свойств ВВ характеризуется химической и физической стойкостью (способностью сохранять свои свойства в процессе подготовки, транспортировки и хранения), а также чувствительностью к внешним воздействиям, определяемой минимальным количеством энергии, необходимой для возбуждения взрыва. Взрывные процессы распространяются путем горения, детонации и взрыва. При этом горение протекает сравнительно медленно со скоростью, не превышающей нескольких метров в секунду, а детонация - с постоянной скоростью, превышающей скорость звука в данном веществе (в газовых смесях - до 3500 м/с, а в твердых и жидких ВВ - до 9000 м/с). Детонацию бризантных ВВ вызывают, с помощью детонаторов, представляющих собой гильзу с запрессованным в нее небольшим зарядом инициирующего легкодетонирующего ВВ. В табл.2 представлены основные сведения о промышленных ВВ, применяемых для обработки металлов взрывом) Таблица 2 Характеристики взрывчатых веществ, применяемых для обработки металлов взрывом
Из перечисленных ВВ наиболее часто применяются аммониты, которые представляют собой смесь аммиачной селитры с нитросоединениями (тротил, ТЭН, гексоген, тетрил и др.). В данном случае аммиачная селитра используется в качестве окислителя, а нитросоединения - в качестве горючего. Страницы: 1, 2 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||