|
Дипломная работа: Кабельні муфтиЗ'єднування і відгалуження три- і чотирижильних кабелів здійснюють різними способами (табл. 3), які вибирають залежно від матеріалу і перерізу струмопровідних жил кабелів. З'єднування і відгалуження струмопровідних жил кабелів слід виконувати з дотримуванням технології, яка забезпечує надійний електричний контакт і необхідну механічну міцність з'єднання. При виборі способу з'єднування потрібно враховувати: характерні особливості кожного із способів з'єднування; матеріали переріз з'єднуваних жил; наявність матеріалів та інструментів, необхідних для виконання з'єднання; можливість здійснення, даного способу внаслідок конструктивних особливостей з'єднання або муфти. Нижче наводиться стисла характеристика кожного із зазначених у табл. 24 способів з'єднування струмопровідних жил кабелів. Паяння є одним з найпоширеніших способів з'єднування струмопровідних жил кабелів між собою. Суть його полягає в тому, що розігрітий до рідкого стану припій проникає в метал з'єднуваних жил, а потім, застигаючи, утворює механічно міцне з'єднання. Для з'єднування паянням алюмінієвих жил застосовують припої А, ЦО-12, ЦА-15, ЦМО, П тощо, а для з'єднування мідних жил — припої ПОС-30, ПОС-40 та ПОС-50. Під час паяння алюмінієвих жил з їх поверхні слід попередньо видалити плівки оксидів, які перешкоджають проникненню припою в метал і створенню щільного контакту в місці з'єднання. З'єднування паянням здійснюють із застосуванням флюсів, паяльних жирів і паст: каніфолі, паяльного жиру № 1, № 5 тощо — для мідних жил; KM-1, АФ-4А, ВАМІ, кварцовазелінової пасти — для алюмінієвих жил. Опресовування є кращим із застосовуваних способів з'єднування алюмінієвих жил кабелів напругою до 1 кВ. Опресовування виконують із застосуванням гільз та опресовувальних механізмів.
Рис 4. Послідовність операцій згинання жил кабелю (а, б, в) Таблиця 4. Галузі застосування способів з'єднування і відгалуження жил три- і чотирижильних кабелів напругою до 1 кВ
Термітне зварювання — один з найдосконаліших способів з'єднування алюмінієвих жил кабелів. Термітне зварювання здійснюють із застосуванням патронів А. Термітний патрон підпалюють спеціальним сірником, який створює під час горіння необхідну Для підпалювання термітного розчину патрона температуру, близьку до 1000 °С. При зварюванні жил у термітному патроні ізоляцію жил захищають від впливу високої температури. 3.2 Заземлення кабелів Довжину заземлюючого проводу вибирають такою, щоб цим проводом можна було з'єднати оболонку і бронепокриття кабелю та приєднати його до контактної площадки муфти. Заземлення кабелів, з'єднаних у чавунній з'єднувальній муфті, виконують двома відрізками гнучких мідних проводів таких перерізів.
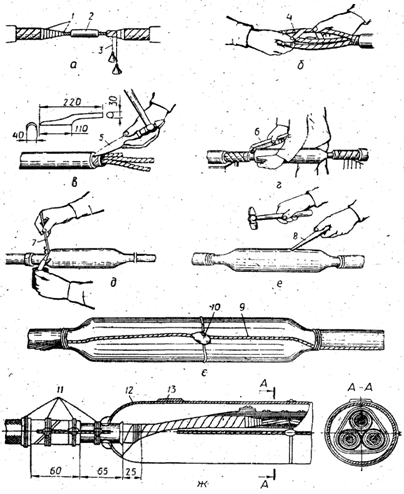
Заземлюючий провід приєднують до оболонки і бронепокриття кабелю паянням, виконуючи його в такій послідовності. Зачищають сталевою щіткою до металевого блиску бронепокриття і свинцеву оболонку кабелю та облуджують їх, припоєм ПОС-30, а алюмінієву оболонку кабелю — припоєм А. Сплющують один кінець заземлючого проводу і припаюють його до оболонки та бронепокриття одного з кабелів. Крім паяння заземлюючий провід, міцно прикріплюють до оболонки і бронепокриття двома банданець заземлюючого проводу і припаюють його до оболонки та бронепокриття складається із сталевих стрічок, то провід заземлення припаюють до обох стрічок, якщо ж бронепокриття виконана плоским або круглим дротом, то провід заземлення припаюють до-всіх-дротин по колу кабелю. Обмежуватися лише паянням або лише кріпленням заземлюючого провідника бандажами забороняється. Для приєднання, заземлюючого проводу до контактної площадки муфти на його вільний кінець приварюють або напресовують наконечник. Аналогічно приєднують і окінцьовують наконечником заземлюючий провід другого із з'єднуваних кабелів. Після завершення операції з'єднування струмопровідних жил кабелів і приєднання до них заземлюючих проводів переходять, до монтажу з'єднувальної муфти. 3.3 Монтаж чавунних з'єднувальних муфт Монтаж чавунних муфт починають з очищення обох її половинок від бруду та іржі і попереднього примірювання на ділянці з'єднання. Встановивши під з'єднаними жилами нижню половину муфти, відмічають на кабелі ділянки, де будуть розташовані горловини муфти і, видаливши половину муфти, накладають на ці ділянки підмотку з кількох шарів просмоленої стрічки. Діаметр підмотки повинен бути дещо більшим за внутрішній Діаметр горловин муфти, щоб створити необхідне ущільнення в місцях входу кабелів у муфту. Далі встановлюють на ділянці з'єднання нижню половину муфти так, щоб підмотки із смоляної стрічки опинилися над горловинами муфти, і приєднують до контактних площадок наконечники заземлюючих проводів. Потім вкладають у паз нижньої половини муфти ущільнювальну прокладку з провареного, в бітумній мастиці прядив'яного канатика, накривають її верхньою половиною муфти і міцно скріплюють болтами, стежачи за тим, щоб болти затягувалися рівномірно для уникнення перекосу половинок муфти. Як ущільнювальна прокладка в муфті може бути використана також маслостійка гума або проварена в бітумній мастиці пряжа "подушки", знята з кабелю під час його обробки. Однією з найвідповідальніших операцій монтажу муфти є заливання її кабельною мастикою. Неправильне заливання муфти буває найчастішою причиною пробивання ізоляції між її жилами в місці з'єднання внаслідок накопичення вологи в муфті. Заключну операцію — заливання чавунної муфти — виконують після розігрівання її і кабельної мастики. Полум'ям газового паль-ника підігрівають муфту до 60-70 °С, підносять до неї розігріту в спеціальному відрі до 160-180 °С кабельну мастику МБ-70 або МБ-90 і заливають нею внутрішню порожнину муфти спочатку на 3/3 і на 3/4, а потім повністю. Після завершення, заливання кабельна мастика повинна охолонути до 35-30 °С. Під час охолодження кабельної мастики дещо зменшується її об'єм (відбувається усадження), тому після охолодження муфти здійснюють остаточне доливання мастики. Склади кабельних мастик вибирають залежно від місцевих умов. Після доливання муфти вкладають проварений у бітумній мастиці канатику паз, який проходить по периметру заливального отвору, закривають заливальний отвір кришкою і кріплять її гвинтом. Для збільшення герметичності з'єднань муфту, прокладену в землі, двічі вкривають (обмазують або обливають), бітумною мастикою МВ-70, підігрітою до 130 °С. Технологія виконання, операцій відгалуження кабелів у чавунних відгалужувальних муфтах Оу, От і Ок мало чим відрізняється від операцій, виконуваних при їх з'єднуванні. Ці відмінності полягають переважно в тому, що відгалуження струмопровідних жил виконують за допомогою рознімних або нерознімних Т-подібних гільз, які складаються з двох частин: прямої, де розміщується жила-основного кабелю, і відгалужувальної, куди вводиться жила відгалужувального кабелю. До кожного з кабелів, що знаходяться у відгалужувальній муфті, приєднують окремий заземлюючий провід, які це робиться в разі з'єднування кабелів у чавунній муфті, а потім проводи заземлення всіх кабелів кріплять разом болтами, які з'єднують обидві половини муфти, оскільки у відгалужувальних муфтах контактних площадок немає. 3.4 З'єднування кабелів у свинцевих муфтах Свинцеві муфти застосовують для з'єднування високовольтних кабелів напругою 6, 10 кВ і вище. Їх виготовляють із свинцевих труб відповідного діаметра шляхом обробки в процесі монтажу. Свинцевим муфтам присвоєні буквені й цифрові позначення: буквені СС, що означають "з'єднувальні свинцеві", і цифрові j60, 70, 80, 90, 100 і 110, що вказують діаметр кабелю, на який розрахована муфта. Муфти бувають шести типорозмірів (СС-60, СС-70, СС-80 і т. д.). Типорозміром муфти визначається також діапазон перерізів жил кабелів, які допускаються до з'єднування в даній муфті за певних значень напруги кабелів. Операції обробки кінців кабелів, монтованих у свинцевій муфті, та з'єднування їх струмопровідних жил принципово не відрізняються від аналогічних операцій, виконуваних під час монтажу кабелів у чавунній муфті. Після обробки і з'єднування-жил здійснюють подальший монтаж свинцевої муфти. Обривають ступінчасто паперову ізоляцію на оброблюваній ділянці за допомогою сталевої струни з важками (рис. 80, а) на довжині 16 мм (для кабелів 6 кВ) і 24 мм (для кабелів 10 кВ). Ізолюють з'єднання паперовими просоченими стрічками з роликів і рулонів завширшки; 5 мм —між гільзою і ступенями заводської ізоляції; 10 мм — поверх гільзи до верхнього рівня заводської ізоляції і додатково 6-7 шарів над місцем з'єднання та по заводській ізоляції (рис. 80, б); 50 мм — на всій ділянці з'єднання. Окремо ізольовані жили зближують і закріплюють спільнім паперовим бандажем, намотуваним з рулону завширшки 50 або 100 мм. Бандаж перев'язують у двох місцях бавовняною пряжею. Видаляють кільцеві пояски оболонки над поясною Ізоляцією кабелів, а потім розбортовують оболонку кожного кабелю (рис. 80, в) і обпилюють напилком для. з'єднування з муфтою та забезпечення плавного переходу напруженості електричного поля від діаметра до ізоляції кабелю до діаметра по ізоляції муфти. Під час обробки ізоляції жил, накладання паперової ізоляції на жили і розбортовування оболонки кабелів усю ділянку з'єднання обпарюють 1-2 рази кабельною мастикою МП-1, підігрітою до 130 °С, для видалення з неї вологи, бруду та залишків металу, а також для відновлення втрат кабельної просочувальної мастики і, отже, відновлення ізоляції кабелю. Обколочують дерев'яним валиком один, а потім другий кінець труби (рис. 80, є), надаючи їм сферичної форми, так, щоб кінці муфти, що утворилася, сполучались по всьому колу з кромками розбортованих оболонок з'єднуваних кабелів. З'єднують паянням муфту з оболонками кабелю (рис. 80, д), стежачи за тим, щоб тривалість паяння не перевищила 2-3 хв. Вирізають у муфті (рис. 80, є) два заливальних отвори у вигляді рівнобічних трикутників із сторонами 25-30 мм і тимчасово відгинають язички, що утворилися, до корпусу муфти. Розігрівають муфту швидким полум'ям паяльної лампи до 40-30 °С і вливають у неї (через лійку, вставлену у заливальний отвір) кабельну мастику МБ, розігріту до 170-180 °С. Кабельну мастику вливають в один із заливальних отворів доти, доки в мастиці, що витікає з іншого отвору, не припиниться виділення бульбашок повітря й піни. В міру охолоджений і усадки .Мастики в муфту через обидва отвори вливають додаткову кількість мастики до остаточного заповнення муфти. Після цього язички на муфті відгинають, закриваючи таким чином заливальні отвори, і запаюють. Повністю змонтовану муфту заземлюють одним куском гнучкого мідного проводу, приєднуваного паянням і дротяними бандажами до оболонок та бронепокрить обох кабелів, а також до корпусу муфти (рис, 80, є).
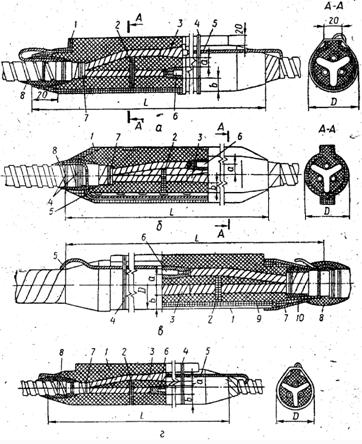
Рис 5. Монтаж свинцевої з'єднувальної муфти кабелів напругою 6 і 10 кВ: а, б, в, г, д, е, є, ж — послідовність операцій; 1 — ступені обробки заводської ізоляції; 2 – гільза; 3 — сталева струна з важками; 4 — паперова стрічка; 5 — розбортування; 6 — дерев'яний валик; 7 — паличка припою; 8 — ніж; 9 – заземлюючий провід; 10 — ділянка приєднайся заземлюючого проводу до корпусу муфти; 11 — дротяні бандажі; 12 — корпус муфти; 13 — заливальний отвір, закритий пластиною свинцю Для захисту від механічних пошкоджень свинцеву муфту (рис. 80, ж), розташовану в землі або кабельній споруді, вміщують у чавунний негерметичний кожух типу КзЧ або кожух типу КзС із склопластику. У випадку розташування свинцевих муфт у землі нижче рівня ґрунтових вод, але вище рівня промерзання ґрунту їх захищають герметичними чавунними кожухами типу КзЧГ, які заповнюють спеціальною герметизуючою мастикою. , 3.5 З'єднування кабелів у епоксидних муфтах Епоксидні муфти широко застосовують для з'єднування кабелів. Порівняно з чавунними і свинцевими епоксидні муфти мають ряд істотних переваг: вони мають менші розміри й масу, потребують Менших витрат часу і праці на монтаж, мають здатність хорошого зчеплення (адгезії) з металами, герметичні, корозіє- і вологостійкі. Епоксидні муфти виготовляють на заводах і доставляють на монтажні об'єкти у вигляді порожнистих корпусів (шкаралуп). Після встановлення кабелів його внутрішню порожнину заповнюють епоксидним компаундом, який складається а епоксидної смоли, пластифікатора, заповнювача і затверджувала. Пластифікатори і наповнювачі підвищують термостійкість, еластичність, механічну міцність епоксидної смоли і знижують температурний коефіцієнт розширення компаунда до величини, близької до коефіцієнта розширення міді, алюмінію і свинцю, з якими найчастіше стикається компаунд під час з'єднування кабелів. Затверджувач прискорює процес полімеризації епоксидної смоли і таким чином скорочує час твердіння компаунда. Епоксидні муфти застосовують для з'єднування кабелів переважно напругою 1, 6 і 10 кВ та для відгалуження кабелів лише до 1 кВ. Епоксидним з'єднувальним муфтам присвоєне загальне позначення СЕ, а відгалужувальним — ОЕ. З'єднувальні епоксидні муфти СЕ бувають таких конструктивних виконань: СЕп (рис. 81, а) — з епоксидним корпусом з двох частин з поперечним роз'ємом його в середній частині; провід заземлення розміщений поза муфтою; СЕв (рис. 81, б) — з епоксидним корпусом з двох частин, який має поздовжній роз'єм у вертикальній площині; провід заземлення розташований у спеціальному пазу в нижній частині корпусу; СЕм (рис. 81, в) — з. епоксидним корпусом, екраном з листової сталі та двома конусами з припаяними до них манжетами із свинцю, Один конус з'єднують з циліндричною частиною муфти на заводі, другий— на місці монтажу; СЕс (рис. 8.1, г) — з епоксидним корпусом, який утворюється на ділянці з'єднання кабелів після тверднення компаунда, залитого в знімну металеву форму, встановлену на кінцях кабелів. Для з'єднування кабелів напругою 6 і 10 кВ застосовують епоксидні муфти СЕц, СЕв і СЕм, а кабелів до 1 кВ — муфти СЕс (рис. 81). Під чає монтажу муфти СЕп (див. рис. 81, а) напівмуфти корпусу надягають на кінці з'єднуваних кабелів і зсувають їх у бік необробленої частини кабелів, попередньо обгорнувши її чистими ганчірками для запобігання забрудненню внутрішніх порожнин напівмуфт. З'єднують жили кабелів паянням або зварюванням і ступінчасто обробляють ізоляцію-кабелю, як при з'єднуванні в свинцевій муфті. Після цього зсувають тимчасово напівмуфти на ділянку з'єднання і визначають, якою має бути довжина проводу заземлення, для того щоб надалі (після розрізання проводу на дві частини) можна було вивести його за межі муфти. Готують провід заземлення. Для цього з кінців проводу з по-лівінілхлоридною ізоляцією (або голого проводу з надягненою на нього полівінілхлоридною трубкою) знімають ізоляції, але так, щоб вона збереглася на всій частині проводу, розташованого поза муфтою, і входила на ділянках завдовжки 15 мм з кожного боку в герметизуючу підмотку. Оголена частина проводу заземлення повинна бути такої довжини, яка забезпечувала б можливість надійного приєднання його паянням до броні і оболонки кабелю.
Рис. 6. З'єднування кабелів у епоксидних з'єднувальних муфтах: а – СЕп; б – СЕв; в – СЕм; г – СЕс; 1 – корпус муфти; 2 – розпірка; 5 — підмотка жили, 4 — бандаж з дроту; 5 — провід заземлення; 6 — з'єднання жил; 7 — бандаж з сурових ниток; 8 — герметизуюча підмотка; 9 — екран корпусу; 10 — свинцева манжета Зсувають напівмуфти по кабелях на попередні місця (в бік необробленої частини) і прикріплюють провід заземлення до бронестрічок і оболонки бандажем 4 зам'якого оцинкованого дроту, а потім припаюють. Знімають розцвічувальні стрічки з паперової ізоляції, знежирюють паперову ізоляцію, протираючи її ганчіркою, змоченою в ацетоні або чистому авіаційному бензині; Зачищають сталевою щіткою ступені броні і оболонки, при цьому алюмінієву оболонку обробляють під шаром епоксидного компаунда. Накладають на зачищені ступені броні і оболонки герметизуючу підмотку 8 з двох шарів склострічки або бавовняної стрічки з густим обмазуванням кожного витка стрічки епоксидним компаундом. Підмотка накладається з напівперекриттям витків і не повинна досягати краю оболонки на 5 мм. На оголені частини жил накладають двошарову підмотку із склострічки завширшки 16 мм з напівперекриттям витків, густо промазаних епоксидним компаундом. При цьому підмотку починають із заповнення зазору між місцем з'єднання жил і заводською ізоляцією, для чого використовують розрізану вздовж і складену вдвоє склострічку. Встановлюють на ізольованих ділянках жил ретельно знежирені розпірки 2 з епоксидного компаунда і закріплюють їх на жилах бандажем з сухих сурових ниток. Зсувають напівмуфти на ділянку з'єднання і ущільнюють смоляною стрічкою місця входу кабелів у муфту. ' , Виведені з горловини муфти-проводи заземлення з'єднують паянням або опресовуванням. Місце з'єднання проводів заземлення ізолюють підмоткою з бавовняних стрічок з покриттям їх внутрішніх шарів епоксидним компаундом. Промащують пластиліном щілину між напівмуфтами в місці їх сполучення, щоб запобігти витіканню компаунда. Провід заземлення вкладають вільно вздовж корпусу муфти, і прикріплюють до нього двома бандажами з м'якого сталевого оцинкованого дроту. Заливають муфту епоксидним компаундом повільно, з незначної висоти, безперервним струменем завширшки 10-15 мм, ледь постукуючи при цьому по муфті дерев'яною рукояткою молотка, щоб прискорити вихід газових бульбашок на поверхню. Через 12 год. після заливання перевіряють, прощупуючи рукою, ступінь затвердіння компаунда; затвердіння при 20 °С відбувається приблизно через 12 год. після заливання. При більш високих і більш Низьких температурах навколишнього середовища тривалість затвердіння відповідно зменшується або збільшується. Епоксидний компаунд доставляють на об'єкт монтажу в розфасованому вигляді і А введеним у нього наповнювачем. Здтверджувач вводять в епоксидний компаунд безпосередньо щ місці і монтажу муфт і забиття. Компаунд з введеним затверджувачем перед заливанням ретельно перемішують, а потім дають відстоятися протягом 10-15 хв. для видалення повітря. Після введення затверджувача компаунд придатний до використання протягом: 1,5 год. при навколишній температурі 11-20 °С 2 год. при навколишній температурі 21-35 °С Під час розмішування і заливання епоксидного компаунда в форму слід дотримуватися заходів безпеки, які виключають потрапляння його в очі та на шкіру обличчя й рук, оскільки хімічні речовини, що входять до складу компаунда, токсичні (отруйні) до моменту завершення процесу полімеризації і, потрапляючи на незахищені частини тіла робітникам можуть викликати місцеві подразнення і запальні процеси, у процесі монтажу муфти СЕв (див. рис 81, б) провід заземлення 5 припаюють до бронестрічок і оболонки одного із з'єднуваних кабелів. Після цього тимчасово встановлюють на місце одну з напівмуфт, для того щоб провід заземлення, приєднаний уже до бронестрічок і оболонки одного з кабелів, приміряти до каналу, розташованого в нижній частині корпусу муфти, куди він повинен бути вкладений, а потім муфту знімають. Провід заземлення припаюють до бронестрічок і оболонки іншого кабелю. Потім накладають герметизуючу підмотку 8 на ступені броні й оболонки, а також на оголені частини жил у місці їх з'єднання, виконуючи ці операції аналогічно описаним вище операціям при монтажі муфти СЕп. Знежирюють ізоляцію ацетоном і встановлюють на ній у відповідних місцях знежирені розпірки 2. Насувають одну з напівмуфт на місце і вкладають провід заземлення в спеціальному пазу, рюзташованому в нижній частині корпусу. Закріплюють його за допомогою виступів, а на ділянці напівмуфти, де виступів немає, тимчасово смужками 100 X 15 мм з жерсті завтовшки 0,4 мм. Після цього встановлюють на місце другу напівмуфту, а смужки тимчасового кріплення проводу заземлення видаляють. Скріплюють обидві муфти хомутами, а в нижній частині —скобами, ущільнюють поздовжній шов пластиліном, а потім заливають муфту епоксидним компаундом згідно з вказівками, наведеними в описі монтажу муфти СЕп. Під час монтажу муфти СЕм (рис. 81, в) надягають її циліндричну частину разом з прикріпленим до неї конусом на один кінець кабелю, а другий конус — на інший кінець кабелю. З'єднують жили кабелів, знежирюють ізоляцію, здійснюють підмотку на оголених струмопровідних частинах жил у місці їх з'єднання, встановлюють знежирені розпірки, виконуючи зазначені операції так само, як при. монтажі муфт СЕп і СЕв. На відміну від монтажу муфт СЕп і СЕв, під час монтажу муфт СЕм підмотки на ступенях броні і оболонки не роблять. V Далі з'єднують циліндричну частину муфти з другим конусом, обколочують свинцеві манжети за допомогою підбійки до щільного сполучення їх з оболонками кабелів по всьому колу і тимчасово ущільнюють полівінілхлоридною стрічкою місце введення кабелю в муфту. Прикріплюють дротяними бандажами ізольований провід заземлення до оболонок і бронестрічок кабелів і припаюють до них, як ї при монтажі муфти СЕп. Припаюють припоєм ПОС-30 циліндричну частину муфти до свинцевої манжети конуса у трьох точках, віддалених одна від одної на однакову відстань (120°) по колу для забезпечення між ними електричного зв'язку. Прикріплюють провід заземлення у двох місцях дротяним бандажем і заливають муфту епоксидним компаундом. Після затвердіння компаунда припаюють свинцеві манжети до оболонок кабелю. Знежирюють ацетоном оголені відрізки алюмінієвої оболонки з'єднуваних кабелів і манжети муфти на ділянці 30-40 мм, а потім вкривають їх епоксидним компаундом і двома-трьома шарами підмотки, промащеної епоксидним компаундом і накладеної з напівперекриттям витків.
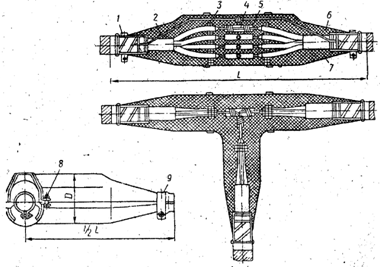
Рис. 7. Епоксидна відгалужувальна муфта типу ОЕ для кабелів напругою до 1 кВ: 1 — підмотка з бавовняної стрічки, промазаної епоксидним компаундом — провід заземлення; 3 — розпірка; 4 — відгалуження жил: 5 — відгалужу вальна гільза; 6 — верхня половина форми; 7 — нижня половина форми; 8 — стяжний болт; 9 – хомут Під час монтажу муфти типу СЕс (рис. 81, г) тимчасово встановлюють на місце половину знімної сталевої форми і примірюють, чи достатня Довжина проводу заземлення попередньо прикріпленого та припаяного до оболонки і броні одного із з'єднуваних кабелів), щоб можна було вивести його через горловину муфти. Вкладають провід заземлення, як показано на рисунку після чого форму знімають, а провід заземлення прикріплюють і припаюють до бронестрічок та оболонки іншого кабелю. Встановлюючи форму на ділянці з'єднання, для заливання компаунда її внутрішню поверхню змащують тонким шаром трансформаторного масла або солідолу, щоб легше було видаляти форму після затвердіння компаунда. Подальші монтажні операції виконують так само, як при монтажі муфти СЕп. Після затвердіння компаунда форму знімають. Для монтажу муфти СЕс можна застосовувати форму з пластмаси, внутрішню поверхню якої не змащують, а після затвердіння компаунда із з'єднання не знімають. А З'єднувальні епоксидні муфти-кабелів, прокладених у тунелях, каналах та інших кабельних спорудах, захищають від механічних пошкоджень, розташовуючи їх у захисних кожухах. Кожух являє собою відрізок товстостінної металевої труби завдовжки 1250 мм і діаметром не менше 150 мм, внутрішня поверхня якої викладена двома шарами листового азбесту завтовшки 4-5 мм. Торці труби після розміщення в ній муфти закривають кришками (заглушками) з азбестоцементу завтовшки 20 мм, при цьому одну з кришок закріплюють гвинтами, а другу встановлюють без кріплення. З'єднувальна муфта повинна бути зміщена в кожусі в бік закріпленої кришки. Під час монтажу муфти ОЕ (рий. 82) операції обробки кінців кабелів і відгалуження струмопровідних жил виконують аналогічно операціям з відгалуження в чавунній муфті Сто. Епоксидний компаунд заливають на місці роботи в знімну жорстку форму з металу або пластмаси. Встановлення і заливання знімної форми епоксидним компаундом здійснюють так само, як у процесі монтажу епоксидних з'єднувальних муфт СЕ. 4. ТЕХНІКА БЕЗПЕКИ 4.1 Міри безпеки при прокладці кабелів При прокладці кабелю завантаження і вивантаження барабанів роблять вантажопідйомні машини. Скидання барабанів із транспортних засобів не допускається. Для безпеки працюючих при перекочуванні барабанів вживають заходів, що виключають захоплення за виступаючі частини їхнього одягу. Для цього попередньо видаляють цвяхи, а кінець кабелю надійно закріплюють на щоці барабана. При перекочуванні барабана на його шляху електромонтажникам знаходитися не дозволяється.вибирають рівні площадки, щоб у процесі робіт не відбувалося їхнє мимовільне падіння. При підйомі барабана застосовують сталеві осі наступного діаметра, мм: не менш 60 при масі барабана до 2500 кг; не менш 70 при масі до 3500 кг і не менш 75 при масі до 5000 кг. Кабельні чи домкрати візки повинні мати вантажопідйомність, що відповідає масі барабана з кабелем. При підйомі барабана на кабелерозкочувальний пристрій перевіряють справність щік і втулок. Розкочування кабелю з барабанів дозволяється робити тільки при наявності гальмового пристосування. При прокладці кабелю робітники повинні працювати в рукавицях. Якщо розкочування здійснюється вручну, число робітників повинне бути таким, щоб на кожного з них приходилося не більш 35 кг маси кабелю. На трасах, що має повороти, перебування робітників усередині кутів повороту кабелю, а також підтримка кабелю на кутах повороту або його відтягнення вручну не допускаються. Для цієї мети в місцях повороту траси розміщають обвідні пристрої. При ручній прокладці всі електромонтажники розміщаються по одну сторону від кабелю. При розкочуванні кабелю з транспортера-кабелеукладача, що пересувається, зі спеціально обладнаного автомобіля або трубоукладача, приймати або укладати кабель повинні не менш двох робітників. Протягання кабелів через прорізи в стінках здійснюють електромонтажники, що знаходяться по обох сторони від стіни. При цьому приймаються міри обережності, щоб уникнути влучення рук працюючих у прорізи і труби. Відстань від входу кабелю, що протаскується, у труби до крайнього положення рук робітників при штовханні кабелю повинне складати не менш 0,3 м. Підйом, кріплення і постава кабелю, маса 1 м якого складає більш 1 кг, не дозволяються з приставних сход і сходів-драбин. Прокладка кабелів механізованим способом через канали блокової каналізації з проміжними кабельними колодязями дозволяється при наявності надійного зв'язку між працюючими (телефон, радіо, спеціальні сигналісти). Прокладка кабелів у вибухонебезпечних приміщеннях дозволяється з дотриманням вимог спеціальних інструкцій. Перекладка кабелів, що знаходяться під напругою, дозволяється тільки після їхнього відключення. Роботи в кабельних колодязях і тунелях виконуються не менш чим двома особами. У відкритого люка колодязя виставляють огородження. Перед спуском у колодязь перевіряють за допомогою спеціального індикатора наявність у ньому пальних і шкідливих для подиху газів. Відкритим вогнем ця перевірка не допускається. Якщо в колодязі виявлені гази, пальні чи шкідливі для подиху, їх видаляють нагнітанням чистого повітря за допомогою вентилятора, установленого зовні колодязя. На весь період робіт у колекторах і тунелях відкривають не менш чим два люки або дверей, щоб працюючі знаходилися між ними. Через щогодини роботи в колодязі, тунелі або колекторі працюючі піднімаються на відкрите повітря на 10 хв. Освітлення робочих місць у колодязях, тунелях і колекторах виконується переносними лампами напругою не вище 12 В чи акумуляторними ліхтарями. При прогріві кабелю електричним струмом спостерігаючий повинний мати кваліфікаційну групу по техніці безпеки не менш ІІІ. На час чергування він повинний бути забезпечений захисними засобами і вимірювальними пристроями для контролю струму і температури. Трансформатор для прогріву кабелю забезпечується апаратом, що роз'єднує, із захистом від коротких замикань, а вторинні обмотки трансформатора, жили і броня кабелів, що прогріваються, надійно заземлюються. 4.2 Міри безпеки при монтажі кабельних муфт При монтажі муфт найбільшу небезпеку представляють роботи з застосуванням газових пальників, термітних патронів при зварюванні, епоксидного компаунда і розчинників. Електромонтажники, що займаються перевезенням, збереженням зріджених і стиснутих газів, а також працюючі з газосварочною апаратурою, проходять спеціальне навчання і здають іспит з оцінкою в посвідченні по техніці безпеки про допуск до зазначеної роботи. Усі роботи, зв'язані з газовим зварюванням, виконуються в окулярах закритого типу з захисними стеклами (світлофільтрами) і в брезентових рукавицях. При роботі з газовими балонами не можна вдаряти по них щоб уникнути появи іскор і вибуху. Балони з газами захищають від дії сонячних променів і інших джерел тепла. Газове зварювання виконують на відстані не менш 5 м від балонів з киснем і пальним газом. Вентилі відкривають чистими руками. Особливо небезпечні забруднення редукторів і вентилів кисню олією, що приводять до вибуху. При користуванні газовими балонами ємністю більш 5 л і кисневими балонами будь-якої місткості обов'язкові манометри, що повинні бути справними. При виконанні газополумних робіт полум'я пальника направляють убік, протилежну джерелу газопостачання. У приміщеннях з великою концентрацією пропан-бутану (визначається по різкому неприємному запаху, що викликає роздратування носоглотки й око) забороняється користатися відкритим вогнем і запалювати електричне світло. Краплі пропан-бутану, що потрапили на шкіру (щоб уникнути обморожування), необхідно швидко змити водою. При виконанні термітного зварювання необхідно дотримувати правила збереження і перевезення термітних патронів, сірників і сумішей. Обличчя, яким дозволяється самостійно робити термітне зварювання, мають посвідчення на право провадження робіт. Зварювання здійснюють в окулярах закритого типу з захисними стеклами, при цьому обличчя працюючого повинне знаходитися від місця зварювання на відстані не менш 0,5 м. Під час зварювання забороняється проходити під жилами, що зварюються, (робота на висоті) чи знаходитися під ними. Щоб уникнути опіків не можна торкати рукою палаючий термітний або патрон, що остигає. Шлак згорілого термітного патрона збивають після охолодження і тільки в напрямку від себе. До роботи з епоксидним компаундом допускаються обличчя, що пройшли медичний огляд і одержали дозвіл лікаря. Медичний огляд повторюється щорічно. При роботі з епоксидним компаундом необхідно пам'ятати про його токсичні властивості. По-цьому збереження і прийом їжі до приміщеннях, де виробляється монтаж муфт, не допускаються. Працюючі з епоксидним компаундом користаються гумовими медичними рукавичками, запобіжними окулярами, захисним одягом з бавовняної тканини. Допускається застосовувати замість гумових рукавичок спеціальні мазі (біологічні рукавички). Під час роботи стежать за чистотою рук, рушників, спецодягу, робочого місця, інструмента і посуду, ретельно миють руки не тільки після закінчення роботи або в перерві, але і негайно ж після влучення крапель епоксидного компаунда на шкірний покрив. При цьому руки змивають теплою водою з милом, місця влучення крапля на шкірний покрив обробляють 3%-ним розчином оцтової чи лимонної кислоти, висушують паперовим рушником разового використання, а потім змазують м'якою жирною маззю на ланоліні, вазеліні або касторовій олії. Бензин, бензол, толуол, ацетон і інші токсичні розчинники для промивання використовувати не дозволяється. Кабельні заливальні склади розігрівають у закритому посуді, обов'язково контролюючи термометром температуру розігріву. Розігрів, зняття і перенесення судини з кабельним складом або ковша з припоєм, а також заливання муфти кабельним складом або пайку з'єднань виконують у рукавицях і запобіжних окулярах. Перемішування розплавленого кабельного складу або припою роблять металевим прутком або металевою ложкою, що повинні бути абсолютно сухими і зовсім чистими. При недотриманні цієї вимоги, наприклад при улученні вологи, можливий викид розплавленого кабельного складу або припою. 4.3 Протипожежна профілактика при монтажі кабельних мереж Причинами виникнення пожежі можуть стати недбалість, допущена при монтажі кабелю, чи незнання вогненебезпечних властивостей матеріалів, застосовуваних при монтажі кабельних мунебезпеку виникнення пожежі. Серед них легкозаймисті рідини з температурою спалаху від 30 до 45° С (бензин, гас і інші), бітуми, каніфоль, мінеральні олії (маються в заливальних кабельних складах) з температурою спалаху пар від 185 до 230° С, лаки. При роботі електромонтажників у кабельних спорудженнях з використанням відкритого вогню в монтажну зону доставляють аркуші азбесту для огородження суміжних кабелів, вогнегасники, цебра із сухим піском, повсть або брезент розміром 2*2 м. Розігрів кабельного складу і припою роблять зовні кабельного спорудження, а потім подають їх до місця монтажу кабельної муфти. У ході виконання електромонтажних робіт у кабельних спорудженнях, які образують відходи матеріалів, зовнішній захисний покрив, знятий з кабелю, і інші пальні елементи можуть стати джерелом поширення пожежі, тому їх варто видаляти назовні в міру нагромадження. При гасінні виниклого пожежі необхідно дотримувати визначені правила. Для гасіння легкозаймистої рідини на підлоги кабельного спорудження полум'я швидке засинають піском, не залишаючи на поверхні його язичків, тому що рідина спалахне знову. При пожежі зрідженого газу варто перекрити вентиль на балоні і поливати його холодною водою для зменшення тиску газу в ньому. При використанні вогнегасників для гасіння пожежі їх пускають у хід безпосередньо в місця пожежі: струмінь вуглекислоти з вогнегасник порошком направляють знизу нагору, збиваючи полум'я. Для гасіння пожежі у відкритій судині з легкозаймистою рідиною струмінь з вогнегасника направляють паралельно палаючої поверхні, відганяючи від її полум'я. Список використаної літератури 1. Анастасиев П.И., Бранзбург Е.3., Коляда А.В. Проектирование кабельных сетей и проводок. М., 1980. 2. Атабеков В.Б. Монтаж електричних мереж і силового електроустаткування: Підруч./Пер. з рос. Т.А. Сиротинко. – Вища шк.; 1995. 3. Белоцерковец В.В., Чусов Н.П., Боязный Я.М. Механизация электромонтажных работ. М., 1977. 4. Воронина А.А., Шибенко Н.Ф. Безопасность труда в электроустановках: Учеб. пособ. для сред. ПТУ. – 4-е изд., перераб. и доп. – М.: Высш. шк., 1984. 5. Евсеев Р.Е., Евсеев В.Р. Сварка при производстве электромонтажных работ. Л., 1978. 6. Живов М.С. Подготовка трасс электропроводок и кабельных линий. М., 1977. 7. Живов М.С. Прокладка проводов и кабелей. М., 1978. 8. Инструкция по прокладке кабелей напряжением до 110 кВ (СН 85-74). М., 1975. 9. Клюев А. А., Этус Н.Г. Справочник по монтажу вторичных устройств, кабелей и электроосвещения на электростанциях и подстанциях. М., 1978. 10. Корнилов Ю.В., Бредихин А.Н. Слесарь-электромонтажник: Учеб. пособ. для СПТУ. 2-е изд., перераб. и доп. – М.: Высш. шк., 1988. 11. Лигерман И.И. Кабельные сети промышленных предприятий. М., 1975. 12. Пантелеев Е.Г. Монтаж кабельных линий. М., 1979. 13. Правила устройства электроустановок. М., 1977. 14. Принц М.В., Цимбалістий В.М. Освітлювальне і силове електроустаткування. Монтаж і обслуговування. — Львів: Оріяна-Нова, 2005. 15. Смирнов Л.П. Электромонтер-кабельщик. М., 1978. 16. Строительные нормы и правила СНиП Ш-33-76. Электротехнические устройства. Правила производства и приемки работ. М., 1977. 17. Техническая документация на муфты для силовых кабелей с бумажной и пластмассовой изоляцией до 35 кВ. М., 1982. 18. Тирановский Г.Г. Механизация кабельных работ на энергетических объектах. М., 1976. 19. Троицкий И.Д. Производство кабельных изделий. М., 1979. 20. Чусов Н.П., Любашевская Р.И. Механизация кабельных работ на промышленных объектах. М., 1976. 21. Электротехнический справочник. Т. І, "Энергия", 1971. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||