|
Дипломная работа: Проект упаковки для пищевой промышленностиШтанцевание является комбинированным совмещённым технологическим процессом. Он включает комплекс операций, определяющих форму, геометрические размеры и конструктивные особенности упаковки из картона: высечку контура развёртки, биговку линий сгиба на развёртке, нанесение перфорации, надрезку и рицовку. В зависимости от конструкции получаемой упаковки в штанцевание могут входить не все перечисленные операции, а лишь необходимые. Различные операции оказывают взаимное влияние друг на друга, а конструктивные особенности комбинированных штанцевальных форм определяют технологические возможности изготовления того или иного вида упаковки, а также технико-экономические показатели. Для изготовления штанц-форм необходима следующая информация: · Комплект графических материалов: технологический чертеж развертки упаковки в плоскости с указанием типов линий (рез, биговка, перфорация и т.п.); · файлы в требуемых форматах векторной графики (желательно в масштабе 1:1). Необходимо указать, что изображено в файле - вид на печатный лист («лицо печати») или на рабочую сторону штампа («лицо штампа»); · тип (бумага, картон, гофрокартон и т.п.) и толщина материала упаковки (для подбора высоты и толщины биговальных линеек); · тип и особенности контрштампа; · габариты штампа (основы) и/или величин отступа от краёв фанеры до ближайших линеек; · тип и марку штанцевальной машины, · комплектность поставки: v штанцевальный штамп; v контрштамп; v оснастка для удаления отходов; v оснастка для разделения заготовок. ·
при использовании перфорационных и
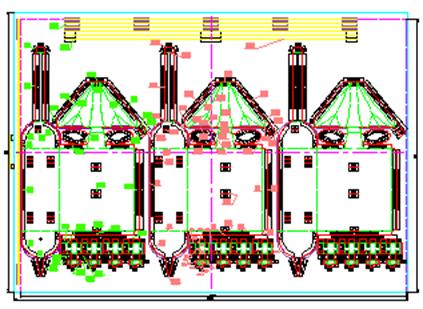
специальных линеек, Выполняют штанцевание на тигельных и роторных штанцевальных машинах [2]. · Комплект графических материалов можно посмотреть на рис. 3.1, 3.2.Тип и все параметры используемого картона приведены в пункте 3.1. На основе исходных данных была спроектирована штанцевальная форма для новогодней упаковки, она представлена на рис. 4.5.
Рис. 4.5 Проект штанц-формы для новогодней упаковки 4.7.3 Расчёт весовой балансировки штанцевального штампаШтамп должен быть сбалансирован относительно двух осей X и Y, для этого сумма моментов должна быть равна нулю [1]: ΣМx=0 ΣМy=0 Проводим две оси симметрии X и Y. Ставим знаки «+» и «-» произвольно по обе стороны осей симметрии За силу принимаем вес ножа Р длиной L, точкой приложения является середина ножа. Высоту высекальных ножей берём равной 23,8 мм, а высоту биговальных ножей – 23,4 мм.(толщина 1,05 мм). Здесь использованы режущие ножи VICING MM с односторонней заточкой высотой 23,8 мм, их параметры: · жёсткость - 44 HRC; · толщина 2 pt; · изгибаемость - R = 0.2, a=110о. Биговальные ножи типа RLNor с высотой равной 23,4 мм, толщиной – 2 pt. При таких данных вес 100 погонных метров равен 13 кГ и 10 кГ соответственно. Способом пропорции рассчитываем вес всех, используемых ножей [2]: Рij=(Lij*Р)/100 ΣМx=Р1-2*ОХ1+ Р5-6*ОХ2 + Р3-4*ОХ3+ Р3-3а-4-4а*ОХ4+ Р2-27*ОХ5 + Р4-28*ОХ5’+ Р4-32*ОХ6+ Р31-32*ОХ7+Р2-29*ОХ8+ Р6-30*ОХ9+ Р29-30*ОХ10+ Р27-28*ОХ11+ Р23-24*ОХ12+ Р25-26*ОХ13+2* Р7-8*ОХ14+ 2*Р9-10*ОХ15+ 2*Р15-16*ОХ16+ 2*Р17-18*ОХ17 - Р1-3*ОХ18- Р43-44*ОХ19 –Р45-46*ОХ20- Р3-46*ОХ21 - Р41-42*ОХ22- Р1-33*ОХ23- Р5-34*ОХ24 - Р33-34*ОХ25 - Р33-35*ОХ26 - Р34-36*ОХ27-Р37-38*ОХ28-Р39-40*ОХ29- Р57-59*ОХ30- Р59-60*ОХ31- Р60-61*ОХ32- Р61-62*ОХ33- Р62-63*ОХ34-Р58-63*ОХ35 – Р64*ОХ36- Р65*ОХ37 - Р58-66*ОХ38- Р51-52*ОХ39 –Р48-50*ОХ40-2*(Р51-51а*ОХ41 – Р44-44а*ОХ42- Рд1*ОХ43- Р47-48*ОХ44 – Р48-57*ОХ45 –Р53-54*ОХ46- Р57-67*ОХ47- Р53-69*ОХ48- Р71-73*ОХ49- Р75-77*ОХ49- Р76-77*ОХ50) +4*(Р81-82*ОХ51+ Р83-84*ОХ52+ Р104-105*ОХ53+Р102-103*ОХ54+ Р84-85*ОХ55+ Р86-105*ОХ56 + Р97-102*ОХ57+ Р98-101*ОХ58 +Р86-87*ОХ59+ Р96-97*ОХ60 + Р88-89*ОХ61+ Р87-90*ОХ62+ Р90-91*ОХ63 + Р92-93*ОХ64 –Р96-109*ОХ65+ Р110-111*ОХ67+Р94-95*ОХ68+Р112-113*ОХ69+ Р81-83*ОХ70+ Р84-105*ОХ71+ Р84-105*ОХ72+ Р103-104*ОХ73+ Р101-102*ОХ74+Р100-101*ОХ75 + Р84-106*ОХ76+ Р102-105*ОХ77 + Р107-108*ОХ78+ Р82-86*ОХ79 +Р86-97*ОХ80+ Р97-98*ОХ81 +Р98-99*ОХ82+ Р87-88*ОХ83+ Р87-96*ОХ84 + Р95-96*ОХ85 +Р89-90*ОХ86+ Р90-93*ОХ87+Р93-94*ОХ88+ Р91-92*ОХ89)+ Р197-198*ОХ90
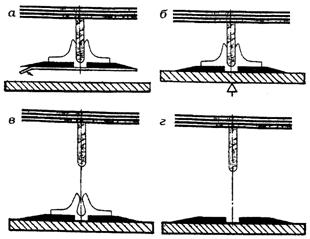
ΣМx=3*[0,286+0,22+0,22+0,31+0,40+0,19+0,28+0,50+0,27+0,07+0,06+0,013+ 0,035+0,0078+0,03+0,019+0,019+0,0019+0,017+0,043+0,043+0,198+0,41+0,41+ 0,039+0,15+0,024+0,22+0,13+0,27+0,009+0,021+0,0031+0,0036+0,018+0,018+ 0,017+2*(0,012+0,0063+0,079+0,021+0,065+0,00034+0,19+0,16+0,14+0,049+ +0,031)+4*(0,13+0,092+0,30+0,10+0,076+0,11+0,08+0,09+0,064+0,017+0,074+ 0,034+0,088+0,041+0,035+0,036+0,037+0,043+0,077+0,030+0,058+0,040+0,09)] =19,293 кГ*см Выбираем произвольную координату Xk= 32 Pk= ΣМx/Xk Pk=19,293/32=0,6029 кГ Теперь определим длину компенсационного ножа L:L= (Pk*l)/PL=0,6029*100/13=4,638 м Так как штанц-форма меньше по размеру, то следует поставить 6 ножей по 773 мм. ΣМy=[(Р1-2*ОY1+ Р5-6*ОY2 + Р3-4*ОY3+ Р3-3а-4-4а*ОY4+ Р2-27*ОY5 + Р4-28*ОY5’+ Р4-32*ОY6+ Р31-32*ОY7+Р2-29*ОY8+ Р6-30*ОY9+ Р29-30*ОY10+ Р27-28*ОY11+ Р23-24*ОY12+ Р25-26*ОY13+2* Р7-8*ОY14+ Р11-12*ОY15+ Р9-10*ОY16+ Р13-14*ОY17 + Р15-16*ОY18+ Р19-20*ОY19 +Р17-18*ОY20+ Р21-22*ОY21 + Р1-3*ОY22+ Р43-44*ОY23+ Р45-46*ОY24 + Р3-46*ОY25 + Р41-42*ОY26 + Р1-33*ОY27+ Р5-34*ОY28+Р33-34*ОY29+ Р33-35*ОY30+ Р34-36*ОY31+ Р37-38*ОY32+ Р39-40*ОY33+ Р57-59*ОY34+Р59-60*ОY35 + Р60-61*ОY36+Р61-62*ОY37 + Р62-63*ОY38+ Р62-63*ОY39+Р58-63*ОY40+Р64*ОY41 + Р65*ОY42+ Р58-66*ОY43+ Р51-52*ОY44 + Р48-50*ОY45 +Р51-51a*ОY46+ Р52-52a*ОY47+ Р44-44a*ОY48+ Р45-45a*ОY49+ Рд1*ОY49+ Рд2*ОY50 +Р47-48*ОY51+ Р49-50*ОY52+ Р48-57*ОY53+Р50-58*ОY54+ Р53-54*ОY55+ Р55-56*ОY56 + Р57-67*ОY57+ Р58-68*ОY58 +Р53-69*ОY59+ Р55-70*ОY60 + Р71-73*ОY61+ Р72-74*ОY62+ Р75-77*ОY63 + Р79-80*ОY64 + Р76-77*ОY65 + Р78-80*ОY67)* +(Р81-82*ОY68+ Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+ Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)**+ (Р81-82*ОY68+Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+ Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)***+ (Р81-82*ОY68+Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+ Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+ Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)****+ (Р81-82*ОY68+Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+ Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+ Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)*****+ Р197-198*ОY100]’ + [(Р1-2*ОY1+ Р5-6*ОY2 + Р3-4*ОY3 – Р3-3а-4-4а*ОY4+ Р2-27*ОY5 - Р4-28*ОY5’-Р4-32*ОY6- Р31-32*ОY7-Р2-29*ОY8+ Р6-30*ОY9+ Р29-30*ОY10- Р27-28*ОY11- Р23-24*ОY12- Р25-26*ОY13+2* Р7-8*ОY14+ Р11-12*ОY15+ Р9-10*ОY16+ Р13-14*ОY17 + Р15-16*ОY18+ Р19-20*ОY19 +Р17-18*ОY20+ Р21-22*ОY21 +Р1-3*ОY22+ Р43-44*ОY23- Р45-46*ОY24 - Р3-46*ОY25 + Р41-42*ОY26 + Р1-33*ОY27+ Р5-34*ОY28+Р33-34*ОY29+ Р33-35*ОY30+ Р34-36*ОY31+ Р37-38*ОY32+ Р39-40*ОY33+ Р57-59*ОY34+Р59-60*ОY35 - Р60-61*ОY36-Р61-62*ОY37 - Р62-63*ОY38- Р58-63*ОY40-Р64*ОY41 - Р65*ОY42- Р58-66*ОY43- Р51-52*ОY44 -Р48-50*ОY45 -Р51-51a*ОY46- Р52-52a*ОY47- Р44-44a*ОY48-Р45-45a*ОY49+ Рд1*ОY49- Рд2*ОY50 -Р47-48*ОY51- Р49-50*ОY52-Р48-57*ОY53-Р50-58*ОY54+ Р53-54*ОY55- Р55-56*ОY56 + Р57-67*ОY57- Р58-68*ОY58 - Р53-69*ОY59- Р55-70*ОY60 - Р71-73*ОY61- Р72-74*ОY62+ Р75-77*ОY63 - Р79-80*ОY64 + Р76-77*ОY65 - Р78-80*ОY67)* +(Р81-82*ОY68+ Р83-84*ОY69+ Р104-105*ОY70+ Р102-103*ОY71+ Р84-85*ОY72+ Р86-105*ОY73+ Р97-102*ОY74+Р98-101*ОY75 + Р86-87*ОY76+ Р96-97*ОY77 + Р88-89*ОY78+ Р87-90*ОY79 +Р90-91*ОY80+ Р92-93*ОY81 +Р96-109*ОY82+ Р110-111*ОY83+ Р94-95*ОY84 + Р112-113*ОY85 +Р81-83*ОY86+ Р84-105*ОY87+Р103-104*ОY88+ Р101-102*ОY89+ Р100-101*ОY90+ Р97-98*ОY91 +Р98-99*ОY92+ Р87-88*ОY93+Р87-96*ОY94+ Р95-96*ОY95+ Р89-90*ОY96+ Р90-93*ОY97 +Р93-94*ОY98+ Р91-92*ОY99)**+ (Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76-Р96-97*ОY77 - Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80-Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87- Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92- Р87-88*ОY93-Р87-96*ОY94-Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)***+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72-Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77 - Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87- Р103-104*ОY88-Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 - Р98-99*ОY92- Р87-88*ОY93 - Р87-96*ОY94-Р95-96*ОY95-Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)****+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70-Р102-103*ОY71- Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77 - Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 - Р81-83*ОY86- Р84-105*ОY87- Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92- Р87-88*ОY93-Р87-96*ОY94- Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)*****+ Р197-198*ОY100]''+ [(-Р1-2*ОY1- Р5-6*ОY2 - Р3-4*ОY3 – Р3-3а-4-4а*ОY4- Р2-27*ОY5 - Р4-28*ОY5’-Р4-32*ОY6- Р31-32*ОY7-Р2-29*ОY8- Р6-30*ОY9- Р29-30*ОY10- Р27-28*ОY11- Р23-24*ОY12- Р25-26*ОY13-2* Р7-8*ОY14+ Р11-12*ОY15- Р9-10*ОY16- Р13-14*ОY17 - Р15-16*ОY18- Р19-20*ОY19 -Р17-18*ОY20- Р21-22*ОY21 -Р1-3*ОY22- Р43-44*ОY23- Р45-46*ОY24 - Р3-46*ОY25 - Р41-42*ОY26 - Р1-33*ОY27- Р5-34*ОY28-Р33-34*ОY29- Р33-35*ОY30- Р34-36*ОY31- Р37-38*ОY32- Р39-40*ОY33- Р57-59*ОY34-Р59-60*ОY35 - Р60-61*ОY36-Р61-62*ОY37 - Р62-63*ОY38- Р58-63*ОY40-Р64*ОY41 - Р65*ОY42- Р58-66*ОY43- Р51-52*ОY44 -Р48-50*ОY45 -Р51-51a*ОY46- Р52-52a*ОY47- Р44-44a*ОY48-Р45-45a*ОY49- Рд1*ОY49- Рд2*ОY50 -Р47-48*ОY51- Р49-50*ОY52-Р48-57*ОY53-Р50-58*ОY54+ Р53-54*ОY55- Р55-56*ОY56 - Р57-67*ОY57- Р58-68*ОY58 - Р53-69*ОY59- Р55-70*ОY60 - Р71-73*ОY61- Р72-74*ОY62- Р75-77*ОY63 - Р79-80*ОY64 + Р76-77*ОY65 - Р78-80*ОY67)* +(-Р81-82*ОY68- Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77 -Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87-Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92- Р87-88*ОY93-Р87-96*ОY94- Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)**+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76-Р96-97*ОY77 - Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80-Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87- Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92- Р87-88*ОY93-Р87-96*ОY94-Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)***+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70- Р102-103*ОY71- Р84-85*ОY72-Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77 - Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 -Р81-83*ОY86- Р84-105*ОY87- Р103-104*ОY88-Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 - Р98-99*ОY92- Р87-88*ОY93 - Р87-96*ОY94-Р95-96*ОY95-Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)****+ (-Р81-82*ОY68-Р83-84*ОY69- Р104-105*ОY70-Р102-103*ОY71- Р84-85*ОY72- Р86-105*ОY73- Р97-102*ОY74-Р98-101*ОY75 - Р86-87*ОY76- Р96-97*ОY77 - Р88-89*ОY78- Р87-90*ОY79 -Р90-91*ОY80- Р92-93*ОY81 -Р96-109*ОY82- Р110-111*ОY83- Р94-95*ОY84 - Р112-113*ОY85 - Р81-83*ОY86- Р84-105*ОY87- Р103-104*ОY88- Р101-102*ОY89- Р100-101*ОY90- Р97-98*ОY91 -Р98-99*ОY92- Р87-88*ОY93-Р87-96*ОY94- Р95-96*ОY95- Р89-90*ОY96- Р90-93*ОY97 -Р93-94*ОY98- Р91-92*ОY99)***** + Р197-198*ОY100]''' · *- тело, ** - 1 лапа, *** - 2 лапа, **** - 3 лапа, ***** - 4 лапа · ’ – 1 развёртка, ’’ – 2 развёртка,’’’ - 3 развёртка. Ãëàâà 2 ΣМy=1,42+0,87+0,43+0,58+0,76+0,21+0,026+0,76+0,56+0,47+0,31+0,078+Ãëàâà 3Ãëàâà 4 0,19+0,37+0,33+1,03+0,34+0,23+0,026+0,088+0,56+0,47+0,11+1,15+1,08+Ãëàâà 5Ãëàâà 6 0,067+0,27+0,12+0,59+0,21+0,49+0,032+0,071+0,01+0,0099+0,045+0,11+Ãëàâà 7Ãëàâà 8 0,089+0,037+0,32+0,45+0,037+0,69+0,46+0,18+0,15+0,42+0,28+0,023+0,015+Ãëàâà 9Ãëàâà 10 0,55+0,37+0,45+0,35+0,22+0,13+0,13+0,095+0,20+0,049+0,047+0,046+0,11+Ãëàâà 11Ãëàâà 12 0,11+0,11+0,102+0,071+0,068+0,049+0,037+0,038+0,037+0,035+0,035+0,044+Ãëàâà 13Ãëàâà 14 0,037+0,075+0,048+0,075+0,048+0,07+0,045+0,023+0,057+0,054+0,049+0,12+Ãëàâà 15Ãëàâà 16 0,045+0,023+0,048+0,054+0,045+0,048+0,036+0,068+0,047+0,17+0,042+0,040Ãëàâà 17Ãëàâà 18 +0,038+0,096+0,093+0,089+0,086+0,06+0,058+0,042+0,031+0,032+0,031+Ãëàâà 19Ãëàâà 20 0,030+0,029+0,037+0,032+0,064+0,044+0,059+0,038+0,019+0,049+0,046+Ãëàâà 21Ãëàâà 22 0,042+0,10+0,046+0,038+0,019+0,041+0,046+0,038+0,041+0,031+0,057+0,04+Ãëàâà 23Ãëàâà 24 0,14+0,034+0,033+0,0031+0,08+0,077+0,072+0,069+0,05+0,047+0,034+0,027+Ãëàâà 25Ãëàâà 26 0,026+0,027+0,025+0,024+0,024+0,030+0,053+0,041+0,033+0,049+0,038+Ãëàâà 27Ãëàâà 28 0,031+0,015+0,035+0,087+0,038+0,031+0,015+0,034+0,038+0,031+0,034+Ãëàâà 29Ãëàâà 30 0,025+0,024+0,033+0,12+0,027+0,026+0,024+0,063+0,06+0,056+0,053+0,060+Ãëàâà 31Ãëàâà 32 0,036+0,027+0,02+0,021+0,021+0,020+0,019+0,018+0,023+0,043+0,033+0,027+0,038+0,029+0,023+0,012+0,028+0,069+ 0,023+0,012+0,027+0,027+0,025+0,027+0,020+0,036+0,025+0,46+0,13- 0,30+0,47+0,12-0,087-0,018-0,097+0,17+0,081+0,076-0,0099-0,025-0,11+ 0,065+0,036-0,022-0,094+0,018+0,023+0,17+0,082+0,028+0,30+0,25+0,017+ 0,066+0,021+0,046-0,027-0,27-0,033-0,060-0,009-0,0096-0,034-0,013- 0,011-0,0019+0,038-0,18-0,001-0,033-0,0098-0,12+0,0018-0,0066+0,029-0,15- 0,0015-0,10-0,026-0,067+0,020-0,065+0,0017-0,003+0,029+0,0052+0,0039+ 0,00195+0,12+0,009+0,0045+0,0015+0,0059+0,0029+0,0052+0,003+0,00312+ 0,00212+0,0015+0,001+0,00065+0,0035+0,0094+0,0047+0,0045+0,0013+ 0,0002+0,0072+0,0035+0,0059+0,014+0,0035+0,0002+0,0047+0,0035+0,0013 +0,0047+0,0025+0,0025+0,0033+0-0,00195-0,0033-0,0052-0,0045-0,0075- 0,012-0,015-0,0049-0,0078-0,00195-0,0025-0,0026-0,0064-0,0059-0,0035- 0,0013-0,0041-0,0050-0,0059-0,0035-0,0026-0,0050-0,0059-0,0026-0,003- 0,0082-0,0039-0,029-0,0091-0,0104-0,012-0,021-0,021-0,029-0,032-0,016- 0,019-0,0091-0,008-0,009-0,0083-0,0094-0,0095-0,001-0,014-0,012-0,0094- 0,0098-0,017-0,013-0,013-0,0072-0,0085-0,021-0,013-0,013-0,0098-0,0085- 0,019-0,011-0,057-0,016-0,018-0,020-0,038-0,038-0,045-0,048-0,059-0,026- 0,029-0,016-0,014-0,015-0,014- 0,015-0,016-0,021-0,023-0,018-0,017-0,028- 0,021-0,020-0,011-0,017-0,021-0,020-0,017-0,014-0,030-0,018-0,50-0,60-1,04- 1,52-0,51-0,39-0,061-0,96-0,21-0,31-0,15-0,097-0,24-0,15-0,20-0,95-0,30-0,41- 0,061-0,042-0,21-0,31-0,057-0,53-0,59-0,034-0,13-0,082-0,50-0,26-1,02-0,097- 0,19-0,028-0,029-0,11-0,13-0,11-0,041-0,046-0,054-0,055-0,61-0,83-0,20-0,22- 0,39-0,51-0,019-0,028-0,49-0,69-0,45-0,55-0,43-0,48-0,18-0,26-0,12-0,16-0,15- 0,038-0,40-0,042-0,089-0,092-0,096-0,093-0,059-0,062-0,038-0,031-0,032- 0,033-0,033-0,033-0,043-0,03-0,057-0,039-0,0604-0,039-0,022-0,044-0,047- 0,038-0,095-0,047-0,047-0,039-0,022-0,039-0,047-0,039-0,039-0,031-0,063- 0,0403-0,17-0,046-0,049-0,011-0,011-0,11-0,11-0,07-0,073-0,046-0,036-0,037- 0,038-0,038-0,038-0,05-0,036-0,067-0,046-0,071-0,046-0,026-0,052-0,055- 0,045-0,11-0,055-0,046-0,026-0,046-0,055-0,0072-0,0072-0,037-0,074-0,047- 0,20-0,053-0,054-0,056-0,12-0,12-0,13-0,13-0,081-0,084-0,053-0,042-0,041- 0,043-0,044-0,043-0,044-0,055-0,078-0,006-0,053-0,030-0,052-0,13-0,063- 0,053-0,053-0,042-0,084-0,055-0,25-0,060-0,061-0,063-0,14-0,14-0,15-0,14- 0,18-0,092-0,095-0,060-0,047-0,047-0,049-0,050-0,049-0,049-0,062-0,089- 0,068-0,060-0,093-0,071-0,060-0,033-0,060-0,071-0,060-0,060-0,048-0,095- 0,062=-9,78 кГ*см Выбираем произвольную координату Yk= 32 Pk= ΣМx/Yk Pk=9,78/50,3=0,1945 кГ Теперь определим длину компенсационного ножа L: L= (Pk*l)/PL=0,1945*100/13=1,49 м Так как штанц-форма меньше по размеру, то следует поставить 2 ножа по 700 мм и 1 нож =90 мм. 4.7.4 Расчёт силовой балансировки штанцевального штампа Определение величины деформации резины [1]. Задаёмся высотой режущих ножей – hр=23,8 мм, толщиной основания – a=15мм, величиной выступания эжекторного материала над режущими ножами Δh =1,2 мм. Высота эжекторного материала (h0) равна: h0=hp+Δh – a=23,8+1,2 – 15=10 мм hсж= h0 - Δh – Sмат=10 – 1,2 – 0,3 =8,5 мм hp – высота режущих ножей; Δh – разница между высотой эжекторного материала и режущих ножей; а – толщина фанеры. Ε сж= (h0 – hсж)/ h0 =15 % Выбираем резину для эжекторного материала исходя из величины ε сж< ε макс и рекомендаций: марка RG 40 – микропористые полиуретаны. Из графика «Боковое расширение резины (хБ) марки RG 40» находим, что хБ=440 мкм =0,44 мм, а из графика «Напряжение сжатия s от величины деформации ε сж » - s=3,6 кгс/см2 [2]: Ширину В задаём конструктивно, В=9 мм и В=4 мм. Правило силового уравновешивания [1]: ΣМРСЖ(Х)=0 ΣМРСЖ(Y)=0 Pi=s*Sсеч=s*L* В ΣМx= - Р1*ОХ1- Р2*ОХ2 – Р3*ОХ3- Р4*ОХ4- Р5*ОХ5 – Р6*ОХ6 – Р7*ОХ7- Р8*ОХ8-Р9*ОХ9- Р10*ОХ10- Р11*ОХ11- Р12*ОХ12- Р13*ОХ13- Р14*ОХ14+ Р15*ОХ15+ Р16*ОХ16+ Р17*ОХ17+ Р18*ОХ18 + Р19*ОХ19+ Р20*ОХ20 +Р45-46*ОХ21+ Р3-46*ОХ21 + Р22*ОХ22+ Р23*ОХ23+ Р24*ОХ24 + Р25*ОХ25 + Р26*ОХ26+ Р27*ОХ27+Р28*ОХ28+Р29*ОХ29+ Р30*ОХ30+ Р31*ОХ31+Р32*ОХ32+ Р33*ОХ33+ Р34*ОХ34+Р35*ОХ35 + Р36*ОХ36- Р37*ОХ37 + Р38*ОХ38+ Р39*ОХ39 +Р40*ОХ40+Р41*ОХ41 +Р42*ОХ42- Р43*ОХ43- Р44*ОХ44 – Р45*ОХ45 –Р46*ОХ46- Р47*ОХ47- Р48*ОХ48- Р49*ОХ49- Р50*ОХ50- Р51*ОХ51-Р52*ОХ52- Р53*ОХ53- Р54*ОХ54-Р55*ОХ55- Р56*ОХ56- Р57*ОХ57- Р58*ОХ58- Р59*ОХ59 – Р60*ОХ60- Р61*ОХ61 – Р62*ОХ62- Р63*ОХ63- Р64*ОХ64 – Р65*ОХ65 –Р66*ОХ66- Р67*ОХ67-Р68*ОХ68 – Р69*ОХ69- Р70*ОХ70+4*(Р71*ОХ71+ Р72*ОХ72+ Р73*ОХ73+ Р74*ОХ74+ Р75*ОХ75 + Р76*ОХ76+ Р77*ОХ77 +Р78*ОХ78+ Р79*ОХ79 +Р80*ОХ80+ Р81*ОХ81+ Р82*ОХ82 + Р83*ОХ83 +Р84*ОХ84+ Р85*ОХ85+Р86*ОХ86+ Р87*ОХ87+ Р88*ОХ88)+ Р89*ОХ89; ΣМx=3*(-40,95-42,6-40,65-40,95-306,16-306,16-306,16-306,16-9,75-8,25- 32,12-32,12-4-4+2,25+2,25+3,75+3,75+5,25+5,25+24,75+24,75 +262,5+262,5+27,75+27,75+44+44+194,326+194,326+129,36+138,6+138,6+ 465,56+421,4+41+28,75+26,25+11,25+8,75+224,72-10,8-10,8-6,9-8,1-7,95- 6,45-4,8-4,05-4,5-6,9-8,1-7,95-6,45-4,8-4,05-4,5-10,66-173,6-148,2-102,6-19,8- 19,8-19,8-235,2-148,2-15-9,6- 7,65+30,68+21,24+30,68+30,68+32,89+34,58+23,94+22,14+23,94+27,8+ 29,1+26,19+30,9+43,65+41,7+102,86)=3481,506 кГ*см Таким образом, дисбаланс по оси Х должен быть устранён за счёт компенсационной резины. В связи с тем, что компенсационный нож обрезинивается с двух сторон, момент от сжатия компенсационной резины с одной стороны ножа составит: М1х= Мх/2 М1х=3481,506/2=1740,753 кГ*см Учитывая, что координата ножа по оси Х=32 см, определяем величину усилия сжатия резины: РСЖ= М1х / Xк РСЖ=1740,753/32=54,4 кГ Определяем длину компенсационной резины: L= РСЖ/ sсж*В L=54,4/(3,6*0,9)=16,79 см Таким образом, компенсационный нож по оси Х должен быть обклеен с двух сторон компенсационной резиной В=9 мм, L= 167,9 мм. ΣМx=2*(-2*А1*Х1 - А3*Х3 – А4*Х4) – А9*Х9- А9’*Х9- А10*Х10- А11*Х11+ А12*Х12+ А13*Х13+ А14*Х14+А15*Х15+ А16*Х16+ 16*А17*Х17+4*А21*Х21; ΣМx=2*(-29,48-18,6-29,76)-37,4-2,38-37,4-4+220+44+181,76+220+44+ +181,76+181,76+122,5+26,19+66,56=3595,56 кГ*см Учитывая, что координата ножа по оси Х=32 см, определяем величину усилия сжатия резины: М1х= Мх/2 М1х=3595,335/2=1797,67 кГ*см Учитывая, что координата ножа по оси Х=32 см, определяем величину усилия сжатия резины: РСЖ= М1х / Xк РСЖ= 1797,67/32=56,18 кГ Определяем длину компенсационной резины: L= РСЖ/ sсж*В L=56,18/(3,6*0,4)=39 см Таким образом, компенсационный нож по оси Х должен быть обклеен с двух сторон компенсационной резиной В=4 мм, L= 390 мм. ΣМy= [Р1*ОХ1+ Р2*ОХ2 + Р3*ОХ3+ Р4*ОХ4+ Р5*ОХ5 + Р6*ОХ6 + Р7*ОХ7+ Р8*ОХ8+Р9*ОХ9+ Р10*ОХ10+Р11*ОХ11+ Р12*ОХ12+ Р13*ОХ13+ Р14*ОХ14+ Р15*ОХ15+ Р16*ОХ16+ Р17*ОХ17+ Р18*ОХ18 + Р19*ОХ19+ Р20*ОХ20 +Р45-46*ОХ21+ Р3-46*ОХ21 + Р22*ОХ22+ Р23*ОХ23+ Р24*ОХ24 + Р25*ОХ25 + Р26*ОХ26+ Р27*ОХ27+Р28*ОХ28+Р29*ОХ29+ Р30*ОХ30+ Р31*ОХ31+Р32*ОХ32+ Р33*ОХ33+ Р34*ОХ34+Р35*ОХ35 + Р36*ОХ36- Р37*ОХ37 + Р38*ОХ38+ Р39*ОХ39 +Р40*ОХ40+Р41*ОХ41 +Р42*ОХ42+ Р43*ОХ43+ Р44*ОХ44 + Р45*ОХ45 +Р46*ОХ46+Р47*ОХ47+ Р48*ОХ48+ Р49*ОХ49+ Р50*ОХ50+ Р51*ОХ51+Р52*ОХ52+ Р53*ОХ53+ Р54*ОХ54+Р55*ОХ55+ Р56*ОХ56+ Р57*ОХ57+ Р58*ОХ58+ Р59*ОХ59 + Р60*ОХ60+ Р61*ОХ61+Р62*ОХ62+ Р63*ОХ63+ Р64*ОХ64 + Р65*ОХ65 +Р66*ОХ66+ Р67*ОХ67+Р68*ОХ68 + Р69*ОХ69+ Р70*ОХ70+Р71*ОХ71+ Р72*ОХ72+ Р73*ОХ73+ Р74*ОХ74+ Р75*ОХ75 + Р76*ОХ76+ Р77*ОХ77 +Р78*ОХ78+ Р79*ОХ79 +Р80*ОХ80+ Р81*ОХ81+ Р82*ОХ82 + Р83*ОХ83 +Р84*ОХ84+ Р85*ОХ85+Р86*ОХ86+ Р87*ОХ87+ Р88*ОХ88+ Р89*ОХ89 +Р90*ОХ90 + Р91*ОХ91+ Р92*ОХ92 +Р93*ОХ93+ Р94*ОХ94 +Р95*ОХ95+ Р96*ОХ96+ Р97*ОХ97 + Р98*ОХ98 + Р99*ОХ99+ Р100*ОХ100+Р101*ОХ101+Р102*ОХ102+ Р103*ОХ103+ Р104*ОХ104+Р105*ОХ105+ Р106*ОХ106+ Р107*ОХ107+Р108*ОХ108 + Р109*ОХ109+ Р110*ОХ110 + Р111*ОХ111+ Р112*ОХ112 +Р113*ОХ113+Р114*ОХ114 +Р115*ОХ115+ Р116*ОХ116+ Р117*ОХ117 +Р118*ОХ118 +Р119*ОХ119+ Р120*ОХ120+ Р121*ОХ121+ Р122*ОХ122+ Р123*ОХ123+Р124*ОХ124+Р125*ОХ125+Р126*ОХ126+ Р127*ОХ127+Р128*ОХ128+Р130*ОХ130+Р131*ОХ131+Р132*ОХ132+ Р133*ОХ133 + Р134*ОХ134+ Р135*ОХ135 + Р136*ОХ136+ Р137*ОХ137+ Р138*ОХ138 + Р139*ОХ139 –Р140*ОХ140]’+ [Р1*ОХ1+ Р2*ОХ2 + Р3*ОХ3+ Р4*ОХ4+ Р5*ОХ5 + Р6*ОХ6 +Р7*ОХ7+ Р8*ОХ8+Р9*ОХ9+ Р10*ОХ10+Р11*ОХ11+ Р12*ОХ12+ Р13*ОХ13+ Р14*ОХ14+ Р15*ОХ15+ Р16*ОХ16+ Р17*ОХ17+ Р18*ОХ18 + Р19*ОХ19+ Р20*ОХ20 +Р45-46*ОХ21+ Р3-46*ОХ21 + Р22*ОХ22+ Р23*ОХ23+ Р24*ОХ24 + Р25*ОХ25 + Р26*ОХ26+ Р27*ОХ27+Р28*ОХ28+Р29*ОХ29+ Р30*ОХ30+ Р31*ОХ31+Р32*ОХ32+ Р33*ОХ33- Р34*ОХ34-Р35*ОХ35 – Р36*ОХ36- Р37*ОХ37 – Р38*ОХ38- Р39*ОХ39 –Р40*ОХ40+Р41*ОХ41 –Р42*ОХ42- Р43*ОХ43- Р44*ОХ44 – Р45*ОХ45 +Р46*ОХ46+Р47*ОХ47+ Р48*ОХ48+ Р49*ОХ49+ Р50*ОХ50- Р51*ОХ51-Р52*ОХ52- Р53*ОХ53- Р54*ОХ54-Р55*ОХ55- Р56*ОХ56- Р57*ОХ57- Р58*ОХ58+ Р59*ОХ59 + Р60*ОХ60+ Р61*ОХ61-Р62*ОХ62- Р63*ОХ63- Р64*ОХ64 – Р65*ОХ65 –Р66*ОХ66- Р67*ОХ67-Р68*ОХ68 – Р69*ОХ69- Р70*ОХ70+Р71*ОХ71+ Р72*ОХ72+ Р73*ОХ73+ Р74*ОХ74+ Р75*ОХ75 + Р76*ОХ76+ Р77*ОХ77 +Р78*ОХ78+ Р79*ОХ79 +Р80*ОХ80+ Р81*ОХ81+ Р82*ОХ82 + Р83*ОХ83 +Р84*ОХ84+ Р85*ОХ85+Р86*ОХ86+ Р87*ОХ87- Р88*ОХ88- Р89*ОХ89 –Р90*ОХ90 – Р91*ОХ91- Р92*ОХ92 –Р93*ОХ93- Р94*ОХ94 -Р95*ОХ95- Р96*ОХ96- Р97*ОХ97 - Р98*ОХ98 – Р99*ОХ99- Р100*ОХ100-Р101*ОХ101-Р102*ОХ102- Р103*ОХ103- Р104*ОХ104-Р105*ОХ105- Р106*ОХ106- Р107*ОХ107-Р108*ОХ108 – Р109*ОХ109- Р110*ОХ110 – Р111*ОХ111- Р112*ОХ112 – Р113*ОХ113-Р114*ОХ114 – Р115*ОХ115- Р116*ОХ116- Р117*ОХ117 –Р118*ОХ118 –Р119*ОХ119- Р120*ОХ120- Р121*ОХ121- Р122*ОХ122- Р123*ОХ123-Р124*ОХ124-Р125*ОХ125-Р126*ОХ126- Р127*ОХ127-Р128*ОХ128-Р130*ОХ130-Р131*ОХ131-Р132*ОХ132- Р133*ОХ133 – Р134*ОХ134- Р135*ОХ135 – Р136*ОХ136- Р137*ОХ137- Р138*ОХ138 – Р139*ОХ139 –Р140*ОХ140]’’ +[-Р1*ОХ1- Р2*ОХ2 – Р3*ОХ3- Р4*ОХ4- Р5*ОХ5 – Р6*ОХ6 –Р7*ОХ7- Р8*ОХ8-Р9*ОХ9- Р10*ОХ10-Р11*ОХ11- Р12*ОХ12- Р13*ОХ13- Р14*ОХ14- Р15*ОХ15- Р16*ОХ16- Р17*ОХ17- Р18*ОХ18 – Р19*ОХ19- Р20*ОХ20 – Р45-46*ОХ21- Р3-46*ОХ21 – Р22*ОХ22- Р23*ОХ23- Р24*ОХ24 - Р25*ОХ25 – Р26*ОХ26- Р27*ОХ27-Р28*ОХ28-Р29*ОХ29- Р30*ОХ30- Р31*ОХ31-Р32*ОХ32- Р33*ОХ33- Р34*ОХ34-Р35*ОХ35 – Р36*ОХ36- Р37*ОХ37 – Р38*ОХ38- Р39*ОХ39 –Р40*ОХ40+Р41*ОХ41 –Р42*ОХ42- Р43*ОХ43- Р44*ОХ44 – Р45*ОХ45 –Р46*ОХ46-Р47*ОХ47- Р48*ОХ48- Р49*ОХ49- Р50*ОХ50- Р51*ОХ51-Р52*ОХ52- Р53*ОХ53- Р54*ОХ54-Р55*ОХ55- Р56*ОХ56- Р57*ОХ57- Р58*ОХ58- Р59*ОХ59 – Р60*ОХ60- Р61*ОХ61-Р62*ОХ62- Р63*ОХ63- Р64*ОХ64 – Р65*ОХ65 –Р66*ОХ66- Р67*ОХ67-Р68*ОХ68 – Р69*ОХ69- Р70*ОХ70-Р71*ОХ71- Р72*ОХ72- Р73*ОХ73- Р74*ОХ74-Р75*ОХ75 – Р76*ОХ76- Р77*ОХ77 –Р78*ОХ78- Р79*ОХ79 –Р80*ОХ80- Р81*ОХ81- Р82*ОХ82 – Р83*ОХ83 –Р84*ОХ84- Р85*ОХ85-Р86*ОХ86- Р87*ОХ87- Р88*ОХ88- Р89*ОХ89 –Р90*ОХ90 – Р91*ОХ91- Р92*ОХ92 –Р93*ОХ93- Р94*ОХ94 -Р95*ОХ95- Р96*ОХ96- Р97*ОХ97 - Р98*ОХ98 – Р99*ОХ99- Р100*ОХ100-Р101*ОХ101-Р102*ОХ102- Р103*ОХ103- Р104*ОХ104-Р105*ОХ105- Р106*ОХ106- Р107*ОХ107-Р108*ОХ108 – Р109*ОХ109- Р110*ОХ110 – Р111*ОХ111- Р112*ОХ112 – Р113*ОХ113-Р114*ОХ114 – Р115*ОХ115- Р116*ОХ116- Р117*ОХ117 –Р118*ОХ118 –Р119*ОХ119- Р120*ОХ120- Р121*ОХ121- Р122*ОХ122- Р123*ОХ123-Р124*ОХ124-Р125*ОХ125-Р126*ОХ126- Р127*ОХ127-Р128*ОХ128-Р130*ОХ130-Р131*ОХ131-Р132*ОХ132- Р133*ОХ133 – Р134*ОХ134- Р135*ОХ135 – Р136*ОХ136- Р137*ОХ137- Р138*ОХ138 – Р139*ОХ139 –Р140*ОХ140]’’’ ΣМy=70,05+67,65+65,1+70,05+833,04+815,24+788,54+779,64+68,7+388,562 +340,472+99,2+81,2+71,7+63,45+71,7+63,45+71,7+63,45+71,7+63,45+99,2+ 81,2+388,652+340,472+198,44+208,8+196,65+601,52+591,92+60,4+75,5+ 75,5+75,5+75,5+413,4+392,2+262,08+172,8+50,55+53,25+56,1+58,05+56,25+ 53,7+50,85+40,05+37,35+34,5+32,55+34,35+36,9+39,75+53,69+461,28+ 414,96+163,08+35,53+33,22+30,8+366,24+273,6+57+27,75+26,25+50,44+ 33,75+47,19+45,24+50,7+50,44+33,75+33,75+31,5+31,5+36,3+91,92+38,5+ 37,5+32,85+36,5+52,8+124,32+43,29+28,8+27,72+38,09+43,55+43,29+28,8+ 28,8+26,55+26,55+30,8+32+27,9+31+44,55+42,15+103,97+36,14+23,85+ 22,77+30,94+36,4+36,14+23,85+21,6+21,6+25,3+26,5+22,95+25,5+36,3+33,9 +83,62+29,25+19,35+17,82+23,79+29,25+28,99+18,9+18,9+16,65+16,65+19,8 +21+18+20+28,05+25,65+27,15+19,05+24,98+13,95+19,05+227,84+210,04+1 83,34+165,54+17,7+17,7+115,63+67,45+31,2+13,2+20,7+12,45+20,7+12,45+2 0,7+12,45+20,7+12,45+20,7+12,45+,20,7+12,45+20,7+12,45+31,2+13,2+ 115,63+67,45+48,84+55,8+43,65-98,88-74,48-7,6-9,5-9,5-9,5-9,5-309,52- 330,72+17,28-72+0,45+2,25+5,1+ 7,05+5,25+2,7-0,15-10,95-13,65-16,5-18,45- 16,65-14,1-11,25+2,21+39,68+27,36-20,52-1,87-4,18-6,6-204,52-114-45-23,25- 24,75+6,24+3,15+2,99+1,04+6,5+6,24+3,15+0,9+0,9+2,3+10,32+4,5+3,5+2,25 +2,5+1,8-0,6-1,48-0,91-1,8-2,88-6,11-0,65-0,91-1,8-4,05-4,05-3,2-2-2,7-3-6,45- 8,85-21,83-8,06-6,75-7,83-13,26-7,8-8,06-6,75-6,75-9-9-8,7-7,5-7,65-8,5-17,64- 17,1-42,18-15,21-11,7-12,78-20,41-14,95-15,21-11,7-11,7-13,95-13,95-14,2-13- 12,6-14-22,95-25,35-25,35-31,95-34,35-36,9-31,95-377,36-395,16-421,86- 439,66-33,3-33,3-157,388-205,568-37-55-30,3-38,55-30,3-38,55-30,3-38,55- 30,3-38,55-30,3-38,55-30,3-38,55-37-55-157,388-205,568-100,76-97,2-109,35- 799,28-740,88-75,6-75,6-75,6-75,6-75,6-1030,32-1051,52-227,52-316,8-51,45- 48,75-45,9-43,95-75,75-48,3-51,15-61,95-64,65-67,5-69,45-67,65-65,1-62,25- 34,71-381,92-360,24-204,12-39,27-41,58-44-776,16-501,6-147-74,25-75,75- 37,96-27,45-41,21-43,16-37,3-37,96-27,45-27,45-29,7-29,7-31,7-71,28-29,5- 30,5-28,35-31,5-49,251,75-127,65-45,11-32,4-33,48-50,31-44,85-45,11-32,4- 32,4-34,65-34,65-37,2-36-33,3-37-57,45-60-148-52,26-37,35-37,35-39,6-39,6- 42,7-41,5-38,25-42,5-65,7-68,25-168,25-59,41-41,4-43,38-64,61-59,15-59,41- 42,3-42,3-44,55-44,55-48,2-47-43,2-48-73,95-76,5-76,35=-432,881 кГ*см Таким образом, дисбаланс по оси Y должен быть устранён за счёт компенсационной резины. В связи с тем, что компенсационный нож обрезинивается с двух сторон, момент от сжатия компенсационной резины с одной стороны ножа составит: М1y= Мy/2 М1y= 432,881/2=216,44 кГ*см Учитывая, что координата ножа по оси Y=50,3 см, определяем величину усилия сжатия резины: РСЖ= М1х / Yк РСЖ= 216,44 /50,3=4,3 кГ Определяем длину компенсационной резины: L= РСЖ/ sсж*В L=4,3/(3,6*0,4)=1,33 см Таким образом, компенсационный нож по оси Y должен быть обклеен с двух сторон компенсационной резиной В=9 мм, L=13,3 мм. ΣМy=[А1*Х1+А2*Х2+А3*Х3+А4*Х4+А5*Х5+А6*Х6+А7*Х7+А8*Х8+А9*Х9+ А10*Х10+А11*Х11+А12*Х12+А13*Х13+А14*Х14+А15*Х15+А16*Х16+А17*Х17+ А18*Х18+А19*Х19+А20*Х20+А21*Х21+А22*Х22+А23*Х23+А24*Х24+А25*Х25+ А26*Х26+А27*Х27+А28*Х28+А29*Х29+А30*Х30+А31*Х31+А32*Х32+А33*Х33+ А34*Х34+А35*Х35+А36*Х36]’+[А1*Х1+А2*Х2+А3*Х3+А4*Х4-А5*Х5-А6*Х6- А7*Х7-А8*Х8+А9*Х9+А10*Х10+А11*Х11+А12*Х12+А13*Х13+А14*Х14+А15*Х15+А16*Х16 +А17*Х17+А18*Х18+А19*Х19+А20*Х20+А21*Х21-А22*Х22-А23*Х23-А24*Х24- А25*Х25-А26*Х26-А27*Х27-А28*Х28-А29*Х29-А30*Х30-А31*Х31-А32*Х32-А33*Х33 -А34*Х34 – А35*Х35- А36*Х36]’’+[-А1*Х1-А2*Х2-А3*Х3-А4*Х4-А5*Х5-А6*Х6- А7*Х7-А8*Х8-А9*Х9-А10*Х10-А11*Х11-А12*Х12-А13*Х13-А14*Х14-А15*Х15- А16*Х16-А17*Х17-А18*Х18-А19*Х19-А20*Х20-А21*Х21-А22*Х22-А23*Х23-А24*Х24- А25*Х25-А26*Х26-А27*Х27-А28*Х28-А29*Х29-А30*Х30-А31*Х31-А32*Х32-А33*Х33- А34*Х34 – А35*Х35- А36*Х36]’’’. ’ – 1 развёртка, ’’ – 2 развёртка, ’’’ – 3 развёртка. ΣМy=83,6+77,66+115,2+165,12+55,22+49,28+124,8+66+284,8+37,81+328,44 +100,6+1106,6+100,6+342,22+202,08+199+34,02+33,3+31,77+31,32+89,18+ 29,07+28,35+26,82+26,37+74,88+24,12+23,4+21,87+21,42+60,58+19,17+ 18,45+16,92+16,47+46,28+8,8+2,86+13,2+1,92-19,58-25,52-38,4- 6+53,04+5,51+97,24+32,6+100,82+38,88+29+3,42+2,97+1,17+0,72+0,78-1,53- 1,98-3,78-4,23-13,52-6,48-6,93-6,12-9,18-27,82-11,43-11,88-11,07-14,13- 42,12-66-71,94-88,8-161,28-94,38-100,32-201,6-138-178,16-26,79-133,96- 35,4-389,4-35-140,58-124,32-141-27,18-27,63-29,43-29,88-87,62-32,13-32,58- 34,38-34,83-101,92-37,08-37,53-39,33-39,78-116,22-42,03-42,48-44,28-44,73- 130,52=1466,17 кГ*см Таким образом, дисбаланс по оси Y должен быть устранён за счёт компенсационной резины. В связи с тем, что компенсационный нож обрезинивается с двух сторон, момент от сжатия компенсационной резины с одной стороны ножа составит: М1y= Мy/2 М1y= 1466,17/2=733,085 кГ*см Учитывая, что координата ножа по оси Y=50,3 см, определяем величину усилия сжатия резины: РСЖ= М1х / Yк РСЖ= 733,085/50,3=14,6 кГ Определяем длину компенсационной резины: L= РСЖ/ sсж*В L=14,6/(3,6*0,4)=10,14 см Таким образом, компенсационный нож по оси Y должен быть обклеен с двух сторон компенсационной резиной В=9 мм, L=101,4 мм. Расположение эжекторного материала смотри на листе 3. Для равномерного распределения давления по площади штампа общая длина компенсационной резины L разбита на 2 отрезка при. В=9 мм и на 4 отрезка при В=4 мм по оси Y; на 9 отрезков по оси Х при В=9 мм и на 35 отрезков при В=4 мм. 4.8 Проектирование контрштампа Контрштамп, являющийся ответной частью штанцевального штампа, представляет собой систему биговочных каналов, оси, симметрии которых строго совпадают с осями симметрии соответствующих биговальных ножей штанцевального штампа. По конструктивному исполнению контрштампы бывают съемными и несъемными. Съемные контрштампы монтируются на специальных съемных плитах, несъемные - непосредственно на плите (талере) штанцевального оборудования. Биговочные каналы контрштампов могут быть выполнены из различных материалов: прессшпана (прессованного картона), пластмасс, фотополимерных пластин, слоистых прессованных материалов и металла. Контрштампы из пластмассовых биговальных матриц с юстировочными направляющими изготавливают по другой технологии. Отрезанные до требуемой длины биговальные матрицы монтируют на соответствующие биговальные ножи штанцевального штампа, вставляя их до упора в посадочном канале юстировочной направляющей (рис 4.6, а). После установки штанцевального штампа в штанцевальную машину с оснований биговальных матриц удаляют защитную бумагу, обнажая клеевой слой. Затем осуществляют прямой рабочий ход штанцевальной машины, в конце которого биговальные матрицы прижимаются к опорному столу машины (талеру) или к специальной съемной стальной плите и приклеиваются (рис 4.6, б). При обратном ходе штанцевальной машины биговальные ножи освобождаются из юстировочных направляющих приклеенных биговальных матриц (рис. 4.6, в). После удаления юстировочных направляющих (рис. 4.6, г) контрштамп готов к работе.
Рис. 4.6 Схема изготовления контрштампов из пластмассовых биговальных матриц с юстировочными направляющими Выберем этот способ изготовления контрштампа. Теперь подберём подходящие биговальные матрицы.
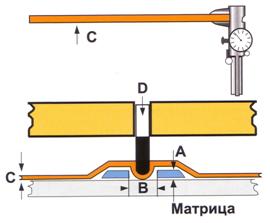
Рис. 4.7 Биговальная матрица 2.8 Высота матрицы (А) = (С) Толщина картонаШирина Две толщины биговального паза (В) = картона (2С) + Толщина биговальной линейки (D) В = 2*0,35+0,71=1,41 мм Теперь по специальной таблице выберем тип биговальных матриц исходя из высоты матрицы и ширины биговального паза. Биговальные матрицы JAZZ(см. таблицу 1) изготовлены из микрополиэстра.
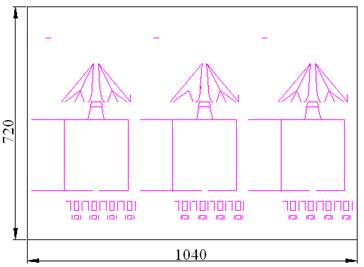
Таблица 1 Профиль биговальных матриц JAZZ был специально разработан для применения на высокоскоростных штанц-автоматах. Закругления не имеют граней. Скос матрицы исключает застревание листа при попадании его в штанцевальную секцию. Юстировочная направляющая матрицы имеет специально разработанную конструкцию, обеспечивающую перпендикуляр матрицы относительно биговальной линейки, что позволяет добиться наиболее точного совмещения при работе штамповой пары: линейка-матрица. Увеличенная в размере защитная бумага по отношению к ширине матрицы облегчает ее удаление и позволяет быстрее переналадить оборудование к работе с новым тиражом. Проект контрштампа для разрабатываемой штанц-формы см. на рис.4.8.
Рис. 4.8 Контрштамп 4.9 Удаление облоя и разделение заготовок Удаление облоя и разделение заготовок упаковки можно осуществить автоматически на штанцевальной машине и вручную. Вручную удаляют облой и разделяют заготовки при выполнении маленьких заказов [2]. Для облегчения разделения можно использовать специальные приспособления для удаления облоя. В данном случае тираж маленький, поэтому вышеперечисленные операции производятся вручную. 4.10 Фальцевание Процесс фальцевания также производится вручную. Так как конструкция упаковки достаточно сложная и не позволяет использовать автоматические линии для фальцевания. 4.11 Упаковывание заготовок тары Заготовки тары в виде плоского раскроя или в сфальцованном и соединенном по боковому шву виде, а также комплектующие детали решетки и другие изделия - укладывают в пачки или кипы массой 20-25 кг и обвязывают. В каждой кипе должны быть ящики или вспомогательные упаковочные средства одного размера. Обвязывают по большой стороне одним поясом при длине кипы до 600 мм, двумя поясами - при большей длине. Два пояса допускается располагать крестообразно. В местах возможного повреждения кипы ящиков применяются картонные прокладки или уголки. Существуют следующие виды обвязки кип ящиков: шпагатом; металлической лентой; полимерной лентой; бумажной лентой; плоской или| круглой проволокой. Обвязку пачек заготовок тары производят механизированным способом, на специальных обвязочных станках и автоматах или с помощью ручного инструмента. Ручные машины применяют при выпуске небольшого количества ящиков, а также при увязке больших пакетов, сформированных на поддоне. Для обвязки пачек заготовок крупных партий тары применяют автоматические лентообвязочные машины. Если обвязку осуществляют металлической лентой (ГОСТ 3560-73) или полимерной лентой, то соединение концов ленты производят сваркой. Наиболее часто применяют ленты из ориентированного полипропилена. Полипропиленовая лента более эластична и удобна для обвязки пачек ящиков. Имеются машины для обвязки пачек проволокой (ГОСТ 7480-73). Для того чтобы проволока не подрезала картон на углах пачки, под неё| подкладывают угловые прокладки из картона. Соединение круглой проволоки производят скручиванием. Плоская проволока соединяется при помощи сварки. Для обвязки пачек ящиков более эффективным является применение бумажной ленты, что предотвращает порчу ящиков на углах. С целью обеспечения механизации погрузочно-разгрузочных работ при транспортировании готовой продукции потребителям необходимо, укрупнять грузовые единицы. Для этого производят укладку пачек в транспортные пакеты на стандартном поддоне или без него с образованием так называемых транспортных единиц. Чтобы сформировать плотный пакет, применяют упаковочные прессы. Герметичность и фиксацию пачек на транспортном поддоне обеспечивают путем упаковывания транспортных единиц в стрейч-пленки или в термоусаживаемые плёнки. Таким образом транспортируют заготовки картонных упаковок, если упаковывание продукции в них осуществляется на другом предприятии. Заключение Выполнен процесс проектирования конструкции и технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков. Это задача решена с применением современных требований, а также с использованием систем автоматизированного проектирования упаковки (в данном случае программ AutoCAD, Paint). На первом этапе было проведено исследование и анализ рынка новогодней упаковки. Анализ рынка проведён по каталогам дизайнерских решений ведущих фирм (Linia Grafic,___и др.), а также по ассортименту ведущих супермаркетов («Седьмой континент», «Рамстор» и др.). Исследования в супермаркетах автором проведены лично, фотографии аналогов приведены в главе 2. Из этого исследования были сделаны выводы: какая упаковка нужна, какие главные недостатки у существующих аналогов как в конструкции, так и в оформлении. Также отмечены недостатки по позиционированию продукции в местах продаж. Далее были приведены результаты проектирования упаковки: · изометрическая проекция с открытой крышкой; · чертёж развёртки упаковки в плоском виде, с условным обозначением линий высечки и линий бигования; · проект дизайна новогодней упаковки в трёхмерном виде; · выбран материал; · комплект чертежей конструктивной и изобразительной составляющих дизайна выполнен в электронном виде с помощью прикладных программ AutoCAD, Paint; · изготовлен макет упаковки с помощью плоттера____________; · после испытания макета проведена доработка конструкции с внесением изменений в рабочие чертежи. В следующей части была разработана технология изготовления новой конструкции упаковки: · выбор типа печати и печатной машины, оптимальных для производства этой упаковки; · выбор штанцевальной машины; · расчёт необходимого количества печатных форм; · разработка соответствующей штанц-формы; · расчёт необходимого количества материала; · разработка контрштампа; · разработка процесса фальцевания; · разработка технологии упаковки готовых заготовок в транспортную тару. В итоге получен комплект чертежей, макет новогодней упаковки и технология её производства. Список литературы: 1. Ефремов Н.Ф. Тара и её производство: Учебное пособие. - М.:МГУП, 2001. – 312с. 2. Ефремов Н.Ф. , Васильев А.И., Хмелевский Г.К.Проектирование упаковочных производств. Часть 1: Учебное пособие. - М.:МГУП, 2004 – 396с. 3. Варепо Л.Г. Производство упаковки из бумаги, картона и гофрокартона: Уч. Пособие. - Омск: Изд-во ОГТУ, 2002. – 198 с. 4. Зирнзак Л.Ф., Леймонт Л.Л., Самарин Ю.Н., Штоляков В.И. Листовые офсетные печатные машины: Уч. Пособие. - М.: МГУП, 1998. – 136 с. 5. Ефремов Н.Ф., Лемешко Т.В., Чуркин А.В. Конструирование и дизайн тары и упаковки: Учебник для вузов. – М.: МГУП, 2004. – 242 с. 6. Аксёнова Т.И., Ананьев Т.В., Дворецкая Н.М. и др.; под ред. Розанцева Э.Г. Технология упаковочного производства: Учебник для вузов. – М.: Колос, 2002. – 184с. 7. Локс Ф.; Пер. с англ. Наумовой О.В.; под ред. Наумова В.А. Упаковка и экология: Учебное пособие. – М.: МГУП, 1999. – 220 с. 8. Стюарт Б.; Пер. с англ. Грачёва В.В. Упаковка как инструмент эффективного маркетинга: Учебное пособие. – М.: МГУП, 1999. – 144 с. 9. Киппхан Г.; Пер. с нем. Энциклопедия по печатным средствам информации. Технологии и способы производства. – М.: МГУП, 2003. – 1280 с. 10. Ефремов Н.Ф., Гротов А.С., Ефремов Д.Н., Сизов Е.В., Фирсова В.Ю., Кононюк Т.М. Автоматизированное проектирование упаковки: Учебное пособие. – М.: МГУП, 2005 11. Каталог продукции 2005 г. ЗАО «Полиграфспецснаб» 12. Прайс – лист осень – зима 2004 г. фирмы «Берег» |
|||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||