|
Дипломная работа: Схема автоматического регулирования продолжительности выпечки с коррекцией по температуре во второй зоне пекарной камерыРаспишем выражения для ΔPM1, ΔPM2, ΔPcm:
где: ΔPсmвн – номинальные потери в стали на вихревые токи; φ – относительное значение потока; ΔPсmгн – номинальные потери в стали на гистерезис. Перепишем (6.42) в виде:
Для номинального режима уравнение (6.53) примет вид:
или
где: hτ – доля эквивалентных греющих потерь при номинальном режиме. Поделив почленно (6.53) на (6.54), получим уравнение теплового баланса при частотном управлении в относительных единицах:
Примем допущение [8]:
где: μ – относительное значение момента. Подставим (6.56) в (6.55) и выразим μ:
Определим значения постоянных коэффициентов:
Примем из [8]
Выразим из (6.21) формулу для определения относительного тока намагничивания im:
Т.к. электропривод работает в установившемся режиме с нагрузками меньше номинальной, то примем φ=im. Запишем выражение для
где: λ0 – коэффициент теплоотдачи для неподвижного двигателя. Примем λ0=0.4 из [8]. Запишем систему уравнений для определения μ:
(6.59)
По системе уравнений (8.37) построим зависимость допустимого по нагреву момента от частоты питающего
напряжения, приняв
Следовательно, данный двигатель удовлетворяет условиям нагрева, т. к. Мдоп>Мсm=5.1H·м 7. АНАЛИЗ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКИ 7.1 Моделирование динамики технологической установки Упрощенная структурная схема
электропривода представлена на рис. 7.1. Полная структурная схема представлена
в графической части (лист 4). Схема управления электроприводом обеспечивает
автоматическое регулирование скорости вращения электродвигателя и коррекцию
скорости вращения по температуре во второй зоне пекарной камеры. Сигнал задания
температуры и задания скорости задаются задатчиками температуры (ЗТм) и
скорости (ЗС). Датчик температуры (ДТм) измеряет температуру (Тм) во второй
зоне пекарной камеры и преобразует ее в в сигнал обратной связи по температуре
с коэффициентом kотм. Регулятор температуры (РТм)
формирует закон коррекции по разности сигналов задания и обратной связи.
Устройство ограничения У01 ограничивает сигнал с выхода регулятора температуры
на заданном уровне. На вход задатчика интенсивности поступает сумма сигналов
задания скорости Uзс и коррекции температуры Uктм. Задатчик интенсивности формирует
сигнал задания скорости
Колебания температуры в зонах пекарной камеры возникает при начальной загрузке печи, когда происходит интенсивное поглощение тепла тестовыми заготовками. Т.к. процессы теплообмена высокоинерционные, то быстро компенсировать изменение температуры невозможно из-за ограниченной величины напряжения, прикладываемого к электронагревателям. Но с другой стороны, для создания оптимального режима выпечки компенсирование изменения температуры можно произвести изменением продолжительности времени выпечки, т.к. этот контур регулирования обладает высоким быстродействием. Также возмущающим воздействием для температуры в пекарной камере является изменение состава тестовых заготовок. Допустим, что колебания температуры носят периодический характер. Тогда эти колебания можно разложить в ряд Фурье и выделить постоянную составляющую. Коэффициент обратной связи по температуре kотм следует подбирать таким образом, чтобы сигнал задания температуры был равен сигналу, пропорциональному постоянной составляющей температуры. Тогда сигнал рассогласования будет пропорционален изменению гармонических составляющих температуры. Коэффициент усиления регулятора температуры настраивается так, что при изменении температуры на 10˚ скорость вращения изменялась на 10% номинальной скорости электродвигателя (14.6 с-1), что соответствует напряжению задания скорости ≈1В. Допустим, выпекается хлеб «Злаковый». Температура во второй зоне пекарной камеры (табл. 1.2) изменяется в пределах 260…280 ˚С. Усредним значение изменения температуры (270 ˚С) и будем считать, что эта температура соответствует постоянной составляющей. Амплитуду первой гармоники примем 10 ˚С. Тогда при сигнале задания температуры 10В (соответствует 270˚С) коэффициент обратной связи по температуре будет:
Сигнал рассогласования между заданием и обратной связью
Тогда коэффициент усиления РТм:
Т.к. при увеличении температуры скорость вращения двигателя должна увеличиваться, а при уменьшении – уменьшаться, то выход РТ должен быть инверсным. Принимаем kТ=-2.7. Моделирование переходных процессов в электроприводе будем производить при помощи математического программного пакета MATLAB и его приложения SIMULINK, позволяющего реализовать структурную схему. Моделирование будем производить для трех режимов: 1. Разгон до максимальной скорости, работа на максимальной скорости и торможение до нуля. 2. Разгон до минимальной скорости, работа на минимальной скорости и торможение до нуля. 3. Разгон до максимальной скорости и коррекция скорости по температуре. При рассмотрении первых двух режимов необходимо выявить особенности частотного регулирования, способа управления и особенности системы стабилизации момента с обратной связью по току статора. Поэтому выход регулятора температуры для этих режимов обнулен, т.е. коррекция не действует. При рассмотрении третьего режима необходимо убедиться в работоспособности устройства коррекции температуры. Рассмотрим первый режим работы. Результаты моделирования представлены в виде графиков (рис. 7.2-7.17). Как видно из рисунка 7.5, в начальный промежуток времени скорость не изменяется и равна нулю. Обычно такой промежуток времени называют запаздывание. Такой вид кривой скорости объясняется несколькими причинами: 1. Нагрузка электропривода реактивная и носит знакопеременный характер, что ухудшает условия пуска. 2. Наличие момента трогания. 3. Некачественная кривая вращающегося момента (рис. 7.4). Наличие колебательности и медленности нарастания момента. Некачественность кривой момента можно объяснить следующими причинами. Элекромагнитный момент является функцией тока ротора, магнитного потока и скольжения: М=Ф*I2*cosφ2. Т.к. все токи и потоки асинхронного электродвигателя взаимосвязаны, то изменение одних приводит к изменению других, и наоборот. В начальный момент времени магнитный поток стремиться достичь своего номинального значения. Из-за взаимосвязи потока с токами статора и ротора это процесс носит колебательный характер, что в свою очередь вызывает колебания токов статора и ротора (рис. 7.6), что в конечном итоге вызывает колебание момента. Если какими-то либо причинами удалось бы создать начальный магнитный поток на уровне номинального, то кривая момента при пуске имела бы прямоугольный вид. Это предположение косвенно подтверждается на рис. 7.4, где динамический момент при торможении постоянный. Таким образом, напрашивается вывод: чтобы получить хорошие переходные процессы (прямоугольный вид динамического момента, линейную скорость и т.д.), необходимо регулировать магнитный поток и ток статора независимо друг от друга. Рассмотрим второй режим. Из рис.7.19 – 7.24 видно, что переходные процессы в электроприводе схожи для двух режимов. Разница состоит в том, что во втором случае увеличилась колебательность. На мой взгляд, это объясняется тем, что увеличилось соотношение U/f, т.к. на верхней скорости выход регулятора момента был ограничен предельным значением. Анализируя работу электропривода в первых двух режимах, можно сделать выводы: 1. Ускорение при пуске не выходит за границы допустимого значения [адоп]=0.4м/с2. 2. Электропривод работает устойчиво во всем диапазоне регулирования. 3. Пусковой момент не превышает 180% от номинального, что соответствует режиму работы ПЧ VLT5000. 4. Тормозной момент не превышает 160% от номинального, что соответствует мощности тормозного резистора. Рассматривая третий режим работы (рис. 7.25 –7.26), можно сделать вывод что скорость движения конвейера изменяется по корректирующему сигналу почти мгновенно. Можно сказать, что запаздывание отсутствует. 7.2 Определение показателей переходных процессов К основным показателям относятся время регулирования, колебательность, перерегулирование. Показатели качества переходных процессов определим для режимов работы 1 и 2 для кривой скорости. Для режима работы 1 (рис 7.5): Время регулирования: tр=1 с. Перерегулирование и колебательность отсутствуют. Определим показатели качества переходных процессов для режима работы 2 (рис. 7.19): Время регулирования: tр=0.55 с. Перерегулирование:
Колебательность: δ=4. Таким образом, можно сделать вывод, что система электропривода имеет приемлемые показатели качества переходных процессов. 8. ВЫБОР И ПРОЕКТИРОВАНИЕ СИСТЕМЫ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВЕННОЙ УСТАНОВКИ 8.1 Формализация условий работы установки При автоматизации печей объектом управления является собственно пекарная камера, в которой происходят преобразования заготовок теста в готовое изделие. Задача автоматического управления пекарной камерой заключается в том, чтобы, учитывая свойства исходного продукта—теста и особенности механизма процесса выпечки, устанавливать такие параметры среды и условия тепло- и влагообмена в пекарной камере, при которых процесс выпечки будет протекать наиболее экономично, а готовый продукт будет иметь высокое качество и соответствовать требованиям ГОСТа [19]. Согласно теории тепло- и массообмена, главным физическим фактором, определяющим процесс выпечки, является процесс переноса теплоты и влаги в тестовой заготовке, который, как указывает А. С. Гинзбург, происходит в два периода. В первый период выпечки влага в основном в виде жидкости, перемещается от поверхностных слоев к центральным. В этот период за счет перемещения влаги внутрь образуется корка изделия. Наряду с этим в первом периоде протекают физико-химические процессы, в результате которых влага в тесте-мякише связывается клейстеризующимся крахмалом. Во втором периоде выпечки происходит дальнейшее формирование корки выпекаемого изделия за счет интенсивного испарения влаги при углублении поверхности испарения. В этот период влажность мякиша изделия почти не изменяется, а испарение происходит главным образом на поверхности испарения, являющейся границей корки и мякиша. В соответствии с представлениями о различных периодах выпечки в пекарной камере различают следующие зоны увлажнения: первого периода выпечки, второго периода выпечки. В зоне увлажнения должны быть созданы условия для обеспечения интенсивного влагообмена между окружающей средой н поверхностью изделия, в результате которого происходит поглощение пара массой теста и конденсация его на поверхности тестовой заготовки. Поэтому основным условием, которое должно быть создано в зоне увлажнения, является высокое насыщение среды паром при минимальной вентиляции камеры и пониженной интенсивности теплообмена, чтобы достичь здесь относительной влажности порядка 70—80%. Чем ниже интенсивность теплообмена в зоне увлажнения, тем медленнее температура поверхности изделия достигает значения точки росы и тем длительнее период конденсации. Это позволяет снизить насыщение среды паром при сохранении хорошего качества изделий. После зоны увлажнения интенсивность теплообмена в пекарной камере резко повышается с целью передачи изделию требуемого количества теплоты. На увлажненной поверхности изделия происходит клейстеризация крахмала при избытке влаги, в результате чего образуется слой крахмального клейстера, закрывающий поры и подготавливающий поверхность изделия для последующей тепловой обработки. Повышение температуры этого слоя обеспечивает оформление корки, что является одним из основных качественных требований, определяющих внешний вид изделия. В первый период выпечки важно передать изделию большее количество теплоты также и для образования необходимой структуры изделия. В этот период происходит значительный подъем изделия, обусловленный расширением нагревающихся газов в массе теста и зависящий от интенсивности прогрева изделия. При интенсивном прогреве поверхностных слоев в выпекаемом изделии создается значительный температурный градиент, обусловливающий соответствующее повышение эффекта термовлагопроводности и увеличение количества влаги, перемещающейся внутрь изделия, благодаря чему уменьшается упек. Во второй период выпечки происходит интенсивное углубление зоны испарения и дальнейшее образование корки за счет влагоотдачи в окружающую среду. При углублении зоны испарения прогрев внутренней части изделия обусловливается температуропроводностью мякиша и температурным градиентом, величина которого определяется постоянной температурой поверхности испарения и снижением температурного поля по направлению к центру. В этот период интенсивность теплообмена резко снижается, так как менее интенсивный теплообмен мало влияет на прогрев изделия, но зато снижает потери теплоты от упека, которые достигают общего расхода теплоты на выпечку. Снижение интенсивности теплообмена во второй период выпечки достигается сведением до минимума излучения на открытую поверхность изделия или полным его исключением с одновременным уменьшением температуры среды пекарной камеры. Таким образом, качество выпекаемой продукции и расход тепла на выпечку определяется временем ее пребывания в каждой зоне и режимными параметрами внутри пекарной камеры. Рассмотрим порядок включения и выключения всех механизмов печи. После подключения механизмов печи к питающей сети необходимо выставить требуемое задание температур по зонам пекарной камеры и включить электронагреватели. При достижении температур в зонах пекарной камеры до заданных следует включить конвейер пода печи и установить необходимое время выпечки, обеспечить подачу пара в зону пароувлажнения. Температуры в зонах пекарной камеры и продолжительность выпечки выставляется в соответствии с технологическими требованиями на изделие. После этих процедур можно загружать конвейер тестовыми заготовками, для транспортирования их в пекарную камеру. Удаление паро-воздушной среды из пекарной камеры может осуществляться принудительно при помощи вентилятора или за счет естественной тяги. При выходе из пекарной камеры первых выпеченных изделий необходимо включить механизм опрыскивания готовой продукции и механизм очистки ленты. После последних действий все механизмы печи включены и в таком состоянии печь работает длительное время (несколько часов, смена и т.д.). Отключение механизмов печи осуществляется в следующей последовательности. Сначала отключаются электронагреватели, а при снижении температуры следует отключить все оставшиеся механизмы печи. При работе установки могут возникнуть аварийные режимы: неисправность привода конвейера, неисправность электронагревателей. Такие аварийные режимы могут возникать при механических повреждениях кинематической цепи и при срабатывании защит. При неисправности привода конвейера необходимо сразу же отключить электронагреватели, чтобы избежать сгорания выпекаемой продукции, а также отключить все механизмы печи. При неисправности электронагревателей необходимо сразу же прекратить загрузку тестовых заготовок. При возникновении какой-либо другой неисправности нужно отключить печь, устранить неисправность и включить печь по алгоритму, описанному выше. 8.2 Разработка алгоритма управления Составим алгоритм управления хлебопекарной печью (рис. 8.1). В блоках 1, 2, 3 производится подача напряжения на пуско-регулирующую аппаратуру механизмов печи и электронагреватели (F1=1, F2=1, F3=1, F4=1, F5=1), задание температурного режима по зонам печи (Т=Т1) и включение электронагревателей (SB21=1). В блоке 5 происходит выдержка времени нагрева печи до заданной температуры Т1. В блоках 6, 7 происходит включение привода конвейера (SB17=1), заданного времени выпечки (t=t1) и включение вентилятора (SB18=1). В блоке 8 происходит выдержка времени до появления первых выпекаемых изделий (И=1). В блоках 9 происходит включение механизма опрыскивания готовой продукции (SB19=1) и механизма очистки ленты (SB20=1). В блоке 10 происходит выпечка хлебобулочных изделий до конца рабочего дня (смены и т.д.). Блоки 10, 12, 13, 14 описывают
отключение механизмов печи: очистки ленты ( 8.3 Разработка функциональной и логической схемы 8.3.1 Разработка функциональной схемы Функциональная схема автоматизации хлебопекарной печи А2 – ХПА – 25 представлена в графической части проекта (лист 7). На схеме приняты обозначения технологического оборудования: 1 – ленточный конвейер; 2 – щетка очистки ленты; 3, 4, 5, 6 – электронагреватели температурных зон печи; 7 – вентилятор; 8 – механизм опрыскивания готовой продукции. Схемой предусмотрены четыре контура контроля и регулирования температуры по зонам пекарной камеры, а также коррекция времени выпечки по температуре во второй зоне. Стабилизация давления пара, подаваемого в зону увлажнения, осуществляется регулятором прямого действия. В качестве измерительных приборов температуры применены термометры сопротивления (ТЕ). Устройством, формирующим законы регулирования температуры, является программируемый контроллер (ПК). В ПК сводятся сигналы задания температуры (ТН) и сигналы обратных связей (ТЕ). Выходы регуляторов температуры подключены к управляющим тиристорных регуляторов напряжения (NC), которые изменяют выходное напряжение в пределах 0…380В. При изменении напряжения, прикладываемого к электронагревателям, изменяется количество выделяемого тепла и следовательно температуры в пекарной камере. Контур регулирования температуры в нулевой зоне пекарной камеры построен следующим образом: термометр сопротивления (1-1), температурный модуль ПК (1-2), модуль ПИД регулирования ПК (1-4), регулятор напряжения (1-5) и электронагревателей 0-ой зоны (3). Задание температуры происходит с потенциометра (1-6), расположенного на пульте управления. Контроль температуры осуществляется с помощью аналого-цифрового преобразователя (1-3), расположенного на пульте управления и соединенными с аналоговым выходным модулем ПК. Температурный модуль ПК (1-2) производит преобразование значения сопротивления терморезистора в унифицированный сигнал 0…10 В, прропорциональный температуре. Аналогичным образом построены контура регулирования температуры 1-ой, 2-ой и 3-ей температурных зон пекарной камеры. Как говорилось выше, в схеме автоматизации предусмотрена коррекция скорости движения конвейера печи по температуре во второй зоне пекарной камеры. Подолжительность выпечки задается с потенциометра (3-9), расположенного на пульте управления. Закон коррекции реализуется на ПК с помощью стандартного ПИД регулятора (3-7), реализующего пропорциональный закон регулирования (постоянная времени дифференцирования принята равной нулю, а постоянная времени интегрирования – бесконечности). На суммирующий вход преобразователя частоты (3-8) заведены сигнал задания продолжительности выпечки и сигнал с выхода регулятора температуры (3-7). Таким образом, скорость движения конвейера пропорциональна сигналу задания и температуре во 2-ой зоне пекарной камеры. Заданный алгоритм включения и выключения электроприемников осуществляет логическая схема NY, реализованная с помощью программируемого контроллера. Схема также обеспечивает сигнализацию о включении (выключении) электроприемников (НА), аварийную звуковую сигнализацию (А) и местное освещение в пекарной камере. Сигналы о включении (выключении) электроприемников поступают на входы ПК с кнопок управления (НА), расположенных на пульте управления. Эти сигналы обрабатываются по программе, заложенной в ПК, и преобразуются в выходные сигналы, поступающие на магнитные пускатели (NS), регуляторы напряжения (NC) и преобразователь частоты (NC). Логическая схема устройства управления будет составлена позже. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (6.50)
(6.50)  (6.55)
(6.55) . (6.57)
. (6.57)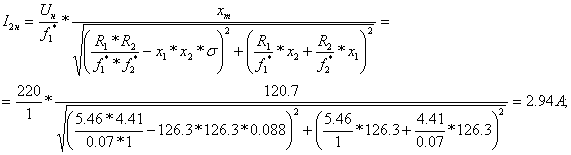
 . (6.58)
. (6.58)

 ;
; .
.
