|
Реферат: Методы оценки температурного состоянияЗарубежный ближайший аналог материала 38ХН3МФА: DIN, WNr 34NiCrMoV14-5. Таблица 5.2. Рассмотренные режимы работы оправки и номера рисунков к ним.
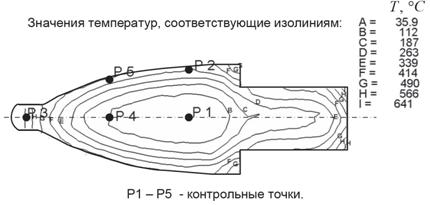
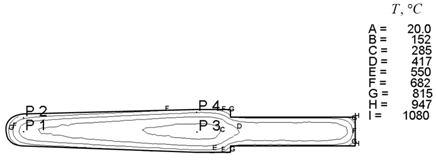
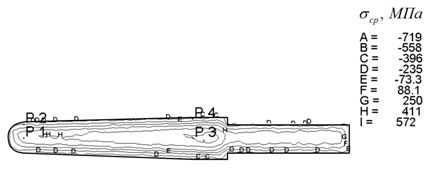
Рис.5.1. Температурное поле оправки в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения. На рисунке 5.1 показано поле температур в оправке с диаметром 63 мм в первом цикле процесса прошивки при еще не установившемся режиме термоциклирования. Точки P1 - P5 являются контрольными. В этих точках отслеживаются значения температур и средних температурных напряжений, которые показаны на соответствующих графиках. Как видно из рисунка, наиболее массивная часть оправки нагревается дольше (точки 1 и 4), чем, например, носок оправки, который нагревается значительно быстрее (точка 3). Градиент температур наблюдается от оси оправки к поверхностным слоям. Поверхностные слои нагреваются до более высоких температур. В процессе работы оправки в циклическом режиме нагрев - охлаждение картина температурного поля постоянно меняется и линии одинаковых температур смещаются сначала от приповерхностных слоев к центру, а затем наоборот - от центра к приповерхностным слоям.
Рис.5.2. Поле средних температурных напряжений в оправке в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения. На рис.5.2 показано поле средних температурных напряжений в процессе прошивки. Как видно из рисунка, в приповерхностных слоях оправки (точки 2 и 5) при максимальной температуре возникают напряжения со знаком "минус" и соответственно деформации сжатия. Это является типичным сочетанием температурного и силового циклов. В центре оправки при этом наблюдаются деформации растяжения. Деформация растяжения в приповерхностных слоях (напряжения со знаком "плюс") осуществляется при минимальной температуре цикла. Точка в носке оправки (точка 3) близка к приповерхностным слоям, поэтому характер изменения температурных напряжений в этой точке схож с предыдущими точками. Абсолютное значение средних температурных напряжений наибольшее на тех участках оправки, которые имеют наибольший диаметр: минимальное - в носке оправки, максимальное - в месте перехода конического участка в цилиндрический. Изолинии с нулевыми значениями температурных напряжений со временем перемещаются к оси оправки. Поскольку термические напряжения связаны с градиентом температур, то поле напряжений следует за полем температур. В слоях со средними по сечению температурами напряжения будут близки к нулевым значениям. Возникающие напряжения можно разделить на радиальные, тангенциальные и продольные, но в данной работе это не рассматривается, и считаются средние напряжения.
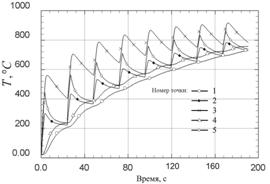
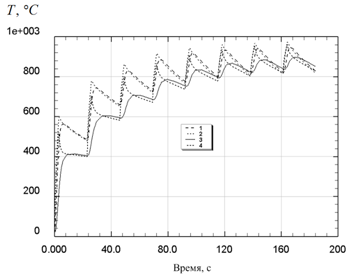
Рис.5.3. График изменения температур в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение на воздухе. На рис.5.3 показаны графики
изменения температур в контрольных точках. Расположение этих точек по сечению
оправки отмечено на рис.5.1. При охлаждении на воздухе коэффициент
теплопередачи принят равным Следует отметить, что по прошествии восьми циклов режим все еще является неустановившемся. Для определения точного количества циклов до наступления установившегося режима было бы целесообразно произвести расчет для большего количества циклов. По материалам работы [4] установившийся режим наступает по прошествии 16 циклов.
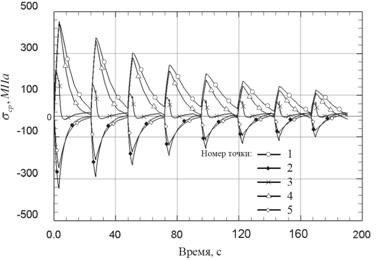
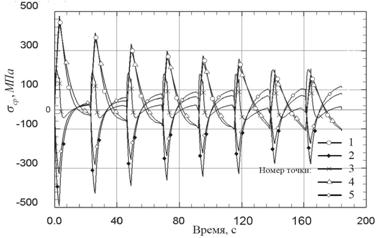
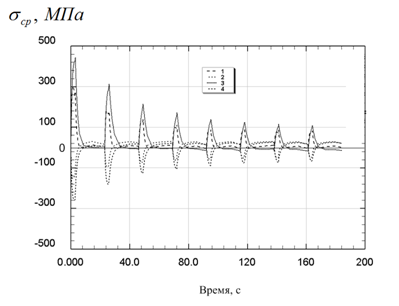
Рис.5.4. График изменения средних температурных напряжений в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение на воздухе. Как видно из рис.5.4, термические напряжения при прошивке не остаются постоянными и уменьшаются вследствие прогрева оправки (уменьшения градиента температуры) и релаксации. Наиболее существенное уменьшение напряжений в первом цикле, что естественно, поскольку в этот период действует полная разность температур цикла. В условиях жесткого нагружения в материале создаются остаточные напряжения другого знака. Во втором и последующих циклах часть температурной разности расходуется на снятие этих остаточных напряжений, поэтому возникающие напряжения меньше, чем в первом цикле. В каждом цикле напряжения стремятся к нулю к концу цикла в процессе охлаждения. Напряжения в 512 МПа,
возникающие в оправке в течение первого цикла работы при ее разогреве, учитывая
механические свойства применяемого сплава (
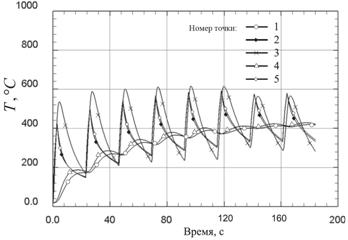
Рис.5.5. График изменения температур в контрольных точках при работе оправки в циклическом режиме нагрев - охлаждение в воде. При работе оправки в режиме
нагрев - охлаждение в воде за счет более высокого коэффициента теплопередачи Преимущество такого режима работы в том, что температуры не достигают слишком больших значении на протяжении всего времени работы оправки.
Рис.5.6. График изменения средних температурных напряжений в контрольных точках при циклическом режиме работы нагрев - охлаждение в воде. Как видно из рис.5.6, в случае режима работы с охлаждением оправки в воде амплитуда знакопеременных колебаний средних напряжений будет значительно выше, чем при режиме с охлаждением на воздухе. Это связано с более резкими перепадами температур. Как и в случае режима с охлаждением на воздухе напряжения сначала стремятся к нулю, но затем меняют знак к концу цикла и начинают возрастать.
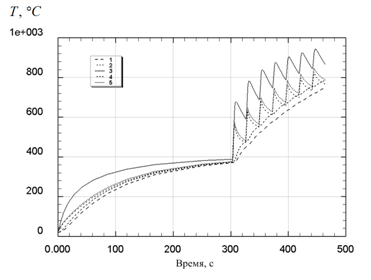
Рис.5.7. График изменения температур в контрольных точках при предварительном подогреве оправки в течение 300 с и последующей работе оправки в циклическом режиме нагрев - охлаждение на воздухе. На рис.5.7 показан график
изменения температур в оправке в режиме работы с предварительным подогревом
оправки перед первой прошивкой. Как видно из рисунка, за 300 с нагрева с
небольшим коэффициентом теплопередачи
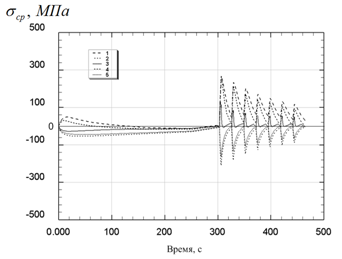
Рис.5.8. График изменения средних температурных напряжений в контрольных точках при предварительном подогреве оправки в течение 300 с и последующей работе оправки в циклическом режиме нагрев - охлаждение на воздухе. Как видно из рис.5.8, режим "мягкого" нагрева оправки перед прошивкой позволяет снизить термические напряжения в оправке в момент ввода ее в работу. Значения средних температурных напряжений в этом случае составляют менее 300 МПа, а при последующих циклах это значение никогда не превышает значение первого цикла. Это является важным результатом, поскольку приведет к повышению срока службы оправки. Далее для сравнения рассматривается термонапряженное состояние оправки другой калибровки, геометрическая конфигурация которой отличается от рассмотренной выше оправки меньшими диаметральными размерами. Выбор такой калибровки связан с возможностью применения данной оправки при прошивке заготовок малого диаметра. Условия работы оправки приняты идентичными случаю циклической работы оправки большего диаметра в режиме нагрев - охлаждение на воздухе.
Рис.5.9. Температурное поле оправки малого диаметра в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения. На рис.5.9 показано
температурное поле оправки малого диаметра в первом цикле прошивки при еще не
установившемся режиме термоциклического нагружения. В контрольных точках P1 - P5, обозначенных на рисунке, фиксируются
значения температур и средних напряжений. Максимальное зафиксированное значение
температуры составляет
Рис.5.10. Поле средних температурных напряжений в оправке малого диаметра в начале процесса прошивки при еще не установившемся режиме термоциклического нагружения. На рисунке 5.10 показано поле средних температурных напряжений, возникающих в оправке малого диаметра в начале процесса прошивки при еще не установившемся режиме. Как видно из рисунка, наблюдается поле напряжений, схожее с рис.5.2, но с поправкой на новую геометрическую форму оправки.
Рис.5.11. График изменения температур в контрольных точках при работе оправки малого диаметра в циклическом режиме нагрев - охлаждение на воздухе. Как видно из рис.5.11, нагрев оправки меньшего диаметра до рабочих температур происходит значительно быстрее, чем в случае с оправкой большего диаметра. Наиболее существенный нагрев происходит в первом и втором циклах работы. Также наблюдается меньшее различие температур на оси оправки и в приповерхностных слоях. На основе этих графиков также можно сделать вывод о том, что седьмой и восьмой циклы - это уже установившийся режим термоциклического нагружения.
Рис.5.12. График изменения средних температурных напряжений в контрольных точках при работе оправки малого диаметра в циклическом режиме нагрев - охлаждение на воздухе. Рис.5.12 иллюстрирует изменение средних температурных напряжений в оправке малого диаметра при работе в циклическом режиме нагрев - охлаждение на воздухе. Во время самого первого цикла, как и в случае с оправкой большего диаметра, наблюдается большая амплитуда изменения напряжений как растягивающих, так и сжимающих. То есть в начале циклического режима работы оправка малого диаметра находится в не менее тяжелых с точки зрения напряженного состояния условиях, чем оправка большего диаметра. Наблюдаются некоторые отличия от случая с оправкой большего диаметра. Повышение скорости релаксации термических напряжений, проявляющееся в более резком их снижении на этапе спада, приводит к их снижению за меньшее время по сравнению с оправкой большего диаметра. Также за меньшее количество циклов (приблизительно за пять циклов) оправка выходит на стабильный установившийся режим термоциклического нагружения с постоянной амплитудой изменения температурных напряжений. Для сравнения, усилие В данной задаче не были рассмотрены напряжения, возникающие от механического воздействия металла на оправку, а также условия трения на границе металл - окалина - оправка. Не было учтено влияние слоя окалины со значительно изменяющейся теплопроводностью на температурное поле оправки. Поэтому надо учитывать, что суммарные напряжения, возникающие в оправке, будут выше. При моделировании задачи термоупругости был использован пакет программ "Deform3D", в частности модуль подготовки данных "Термообработка", фирмы "Scientific Forming Company". Полученные результаты имеют хорошее сходство с аналогичной задачей, приведенной в работе [4]. В этой работе данные были получены путем решения сеточных уравнений методом конечных разностей. Можно сделать вывод о сходстве результатов, полученных с помощью метода конечных элементов при моделировании в программе "Deform3D" и результатов, полученных при численном решении дифференциальных уравнений задач теплопроводности и термоупругости. 6. Износостойкость прошивных оправокВо время работы оправки подвергаются длительному циклическому воздействию высокой температуры (носик разогревается до 800...1000 °С) и значительного давления (до 170 МПа), поэтому материал оправок должен обладать высокой прочностью, термостойкостью и повышенной теплопроводностью. Даже при высокой прочности материала, но при недостаточной его термостойкости и теплопроводности, носик оправки быстро разогревается, теряет форму и оправка выходит из строя. Кроме того, поверхность оправки не должна свариваться с прокатываемым металлом. Это достигается образованием оксидной пленки на поверхности оправки при термообработке, защищающей ее при контакте во время работы с прокатываемым металлом. На стойкость оправок влияет большое количество факторов: химический состав материала и режим термообработки оправок, их калибровка, марка прокатываемой стали, качество нагрева заготовок, режим прокатки, условия охлаждения оправок. В настоящее время в трубном производстве в качестве материала оправок широко применяется сталь марки 20ХН4ФА, содержащая, %: 0,17...0,24 С; 0,25...0,35 Мп; 0.17. Д37 Si; 0,7...1,0 Cr; 3,17...4,25 Ni; 0,15...0,30 V; используют также сталь марок 40ХМФС, 38Х2МФЮА, 4Х5МФС и др. Эффективным способом повышения износостойкости оправок является наплавка на их рабочую поверхность жаропрочных материалов - сплавов на никелевой основе типа ЭП567 следующего состава: Мо - 15,4%, W - 3,5%, Fe - до 4%, С - 0,02%, Мп - 0,3%, Si -0,12%, S и Р - до 0,01%, Сг - 15%, Ni - основа. Благодаря жаропрочному сплаву износостойкость оправок повышается в 1,7 - 2,0 раза, а с учетом зачисток налипших частиц металла - до 5 раз и составляет 3000-3500 проходов. Применяется металлизация носка оправки. Стойкость оправок в значительной мере зависит от размеров и материала прошиваемых заготовок. Чем больше длина гильзы, тем более длительное время оправка находится в контакте с горячим деформируемым металлом, тем сильнее она разогревается и стойкость ее снижается. Повышению стойкости оправок способствует увеличение угла подачи, т.е. сокращение времени прокатки. При прокатке труб из коррозионностойких и высоколегированных сталей применяют неводоохлаждаемые оправки, которые выдерживают обычно 1 - 2 прохода. [8]. 7. Основные выводы из полученных результатовНа основании полученных данных можно сделать следующие выводы: Наибольшие термические напряжения возникают в начале первого цикла работы при контакте оправки, имеющей обычную температуру, с нагретой заготовкой. Если использовать предварительный "мягкий" подогрев оправки перед первой прошивкой, то эти напряжения оказываются значительно меньше. Это является важным практическим выводом, поскольку на практике возможно внедрение процесса подогрева оправки в технологическую цепочку процесса прошивки заготовки на прошивном стане. Значения термических напряжений являются большими по величине, чем усилие, действующее от металла на оправку малого диаметра. Поэтому их влияние на срок службы оправки очень велико. В поверхностных слоях оправки неизбежно преобладают деформации сжатия, что сказывается на сроке службы оправки. В случае более интенсивного охлаждения оправки между прошивками наблюдается большая амплитуда колебаний термических напряжений. Поэтому более благоприятным с точки зрения напряженного состояния было бы применять охлаждения оправки на воздухе. Однако при таком режиме оправка разогревается до очень высоких температур, что тоже недопустимо. Поэтому охлаждение в воде более целесообразно. Оправка меньшего диаметра, как и оправка большего диаметра, испытывает в начале первого цикла работы такие же высокие термические напряжения. Для подобной оправки тоже целесообразно применять предварительный нагрев перед прошивкой. Материал для изготовления оправки должен обладать свойствами жаропрочности, высоким сопротивлением ползучести, как основным фактором жаропрочности, высокой релаксационной стойкостью, высоким значением предела текучести. Материал носика оправки должен обладать высокой термостойкостью и теплопроводностью, чтобы обеспечить быстрое отведение от него тепла. Целесообразно применять водоохлаждаемые оправки, имеющие каналы для подачи охлаждающей жидкости. Это позволит лучше охлаждать те участки оправки, которые нагреваются до наибольших температур (носок оправки и область перехода его в сферический участок). Увеличение угла подачи валков Для уменьшения разогрева оправки
применяют графитовые смазки, снижающие коэффициент трения. При уменьшении
коэффициента трения с 0,3 до 0,2 температура на поверхности полусферы
уменьшается на Целесообразно использовать наплавку из жаростойкого сплава (ЭП567) на рабочую поверхность оправки для повышения износостойкости. Список использованных источников1. Самарский А.А., Вабищевич П.Н. Вычислительная теплопередача. - М.: Едиториал - УРСС, 2002. 2. Калиткин Н.Н. Численные методы. -М.: Наука, 1978. 3. Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача. - М.: Энергия, 1975. 4. Прошивная оправка. Вавилкин Н.М., Бухмиров В.В. Научн. изд. -М.: ∙МИСИС∙, 2000. - 128 с. 5. Дульнев Р.А. Термическая усталость металлов -М.: Машиностроение, 1980. - 200 с. 6. Коваленко А.Д. Основы термоупругости - Киев: Наукова думка, 1970. -304 с. 7. Марочник стали и сплавов на сайте: www.splav. kharkov.com. 8. Обработка металлов давлением: Учебник / Б.А. Романцев, А.В. Гончарук, Н.М. Вавилкин, С.В. Самусев. -М.: Изд. Дом МИСиС, 2008. - 960 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||