|
Курсовая работа: Организация технохимического и микробиологического контроля автоматизированного оборудованияТехнологический процесс производства мороженого осуществляется по следующей схеме:
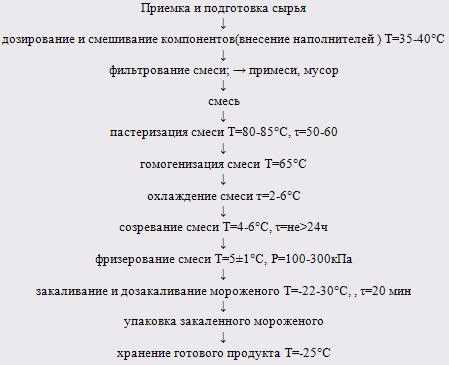
Рисунок 1.3.1 – Технологическая схема производства мороженого пломбирПриёмка и подготовка сырья. Сливочное масло при наличии на монолите окислительного слоя следует зачищать. Монолиты сливочного масла перед внесением в смесь разрезают на куски или расплавляют на маслоизготовителях, не допуская расплавления жировой эмульсии. Хранят сливочное масло при температуре не выше -18°С не более 12 месяцев со дня выработки. Растительные масла (кокосовое или пальмовое) поступает в блоках, в ящиках из картона или полимерных материалов. Перед внесением в смесь блоки растительных масел расплавляют. Стабилизаторы и стабилизаторы-эмульгаторы поступают в мешках крафт-бумаги или коробках из картона. Стабилизаторы вводят в смесь при определённых температурных режимах. Хранят при температуре не выше 25°С и относительной влажности воздуха не более 75%. При использовании отходов при производстве мороженого для повторной переработки, хранят до использования в специальной камере при температуре воздуха 4°С. Допускается замораживание производственных отходов. Дозирование и смешивание компонентов Дозирование сырьевых компонентов производят в соответствии с рецептурой. Допускается отклонение массы сырьевых компонентов, не превышающих погрешностей средств измерения. Смешивание сырьевых компонентов производят в резервуарах для смешивания. Сырьё для приготовления смесей мороженого вводят в следующем порядке: сгущённые продукты; сухие продукты; сливочное и растительное масло, предварительно расплавляют и перекачивают насосом в резервуар для смешивания компонентов при температуре 45-60°С; Фильтрование смеси Смесь фильтруют после смешивания компонентов, и после пастеризации, используя для этой цели дисковые, плоские, цилиндрические и другие фильтры. Фильтрующие материалы периодически очищают и заменяют, не допуская скопления большого количества осадка. Пастеризация смеси Пастеризация необходима для уничтожения болезнетворных микроорганизмов и снижения общего содержания микрофлоры. При пастеризации обязательно необходимо соблюдение соответствующих режимов (температуры и продолжительности выдерживания смеси при температуре пастеризации). Смесь пастеризуют в аппаратах непрерывного действия автоматизированных пластинчатых пастеризационно-охладительных установках, трубчатых пастеризаторах. Пастеризация проводится при температуре 80-85°С (в летнее время при 94°С) с выдержкой 50-60 сек. Также высокие режимы тепловой обработки объясняются тем, что в смесях мороженого находится повышенное содержание сухих веществ, которые увеличивая вязкость смесей, оказывают защитное действие на микроорганизмы. Гомогенизация смеси После пастеризации и фильтрования жиросодержащиеся смеси гомогенизируют для дробления жировых шариков, чтобы уменьшить их отстаивание при хранении и подсбивании при фризеровании смесей и тем самым улучшить структуру мороженого. Гомогенизацию ведут при температуре, близкой к температуре пастеризации, не допуская охлаждения смеси. Гомогенизации. Можно проводить при температуре смеси мороженого от 62 до 75°С с последующей её пастеризацией. Перед гомогенизацией смесь должна быть профильтрована. Чем больше массовая доля жира в смеси, тем меньше давление гомогенизации. Молочная смесь 12-15 МПа (125-150 кг/см3) Нарушение режимов гомогенизации приводит к дестабилизации жира при аэрировании и ухудшению консистенции готового продукта. Глицериды молочного жира отвердевают, степень отвердевания достигает до 50%. Благодаря этому созревшая смесь хорошо поглощает и удерживает пузырьки воздуха при замораживании смеси и закалке мороженого. Чем больше отвердевшего жира, тем выше степень поглощения (взбивания) пузырьков воздуха. Готовый продукт, изготовленный из созревшей смеси имеет высокую взбитость и нежную, без крупинок, кристаллов льда, структуру. Из ёмкостей для созревания смесь поступает на фризерование. Фризерование смеси При фризеровании смесь мороженого насыщается воздухом (взбивается) и частично замораживается, воздух распределяется в продукте в виде мельчайших пузырьков, смесь охлаждается до криоскопической температуры (в зависимости от состава смеси от -2,3 до –3,5°С) после чего начинается её замерзание. При этом чем ниже температура хладоносителя во фризере и интенсивнее перемешивание смеси, тем быстрее образуются кристаллы льда и тем они меньше. При фризеровании начинается формирование структуры мороженого, которое заканчивается после его закаливания. Закаливание и дозакаливание мороженого. После фризерования мороженое сразу же подвергается дальнейшему замораживанию (закаливанию). Этот процесс следует проводить в максимально короткий срок, чтобы не допустить существенного увеличения размеров кристаллов льда в мороженом. Фасованное мороженое закаливают в потоке воздуха с температурой от -25 до -37°С в специальных морозильных аппаратах, входящих в состав поточных линий, а также в металлических формах в эскимогенераторах, охлаждаемых. 2. Организация технохимического и микробиологического контроля В современных условиях активного проникновения на российский рынок товаров зарубежных производителей, особенно актуальное значение приобретают факторы, определяющие конкурентоспособность выпускаемой продукции и прежде всего вопросы повышения её качества. Это в свою очередь требует улучшения организации входного, производственного и выходного технохимического и микробиологического контроля на предприятии. Контроль сырья и материалов, технологического процесса готовой продукции проводит Отдел Технологического Контроля (лаборатория) и мастера участков предприятия. Существует входной и выходной контроль. Входной контроль включает в себя контроль качества поступающего сырья и материалов, а также контроль тары, вспомогательных материалов, химикатов, моющих и дезинфицирующих средств, поступающих на предприятие с сопроводительными документами на качество, выданное заводом- изготовителем. Таблица 2.1 — Схема технохимического контроля производства мороженого и вафельной продукции
Не отвечающие требованиям ГОСТа и ТУ поступившая тара, вспомогательные и упаковочные материалы, химикаты, моющие и дезинфицирующие вещества не используются. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||