|
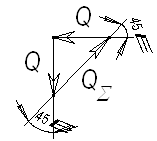
Курсовая работа: Проектування технологічного оснащення для оброблення деталі "Кронштейн 6464.4700.015"Розрахуємо сумарний коефіцієнт ваги для кожної схеми (див. рис. 1.1):
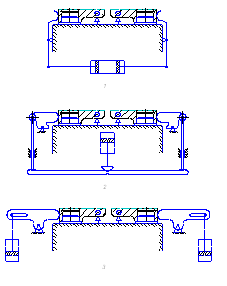
За результатами розрахунків сумарних коефіцієнтів ваг (табл. . 1.5.1) приймаємо першу схему компонування пристрою як одну із найраціональніших, оскільки
Заготовка базується на опорних пластинах або опорах по площинах 1, 2 (установна база) та за допомогою повнопрофільного пальця в отворі 6. При переміщенні штока пневмокамери починають рух проміжні елементи, які діють на важелі, що і здійснюють двосторонній затиск. При використанні подібних пристроїв робітник звільняється від необхідності ручного закріплення заготовки, оскільки це здійснюється в автоматизованому режимі.
Рис. 1.5.2 Схеми конкуруючих компоновок пристрою 1.6 Остаточний розрахунок пристрою на точність Остаточний розрахунок пристрою на точність необхідно виконати аналітично до його запуску у виробництво. Оскільки пристрій є складовою частиною системи ВПІД, то від точності його виготовлення, встановлення на верстаті, зносостійкості установчих елементів тощо в значній мірі залежить точність виготовлення деталі. Виходячи з технологічного допуску, після уточнення сумарна похибка при виконанні заданої технологічної операції дорівнює:
де Охарактеризуємо складові формули (12.46) для визначення сумарної похибки при виконанні заданої технологічної операції Похибка верстату
у ненавантаженому стані Похибка затиску Похибка
розташування напрямних елементів у пристрої Похибку пружних
деформацій Похибка
налагоджування Похибка
розмірного спрацювання (стирання) Температурну
похибку приймаємо рівною Похибка
зношування Тоді сумарна похибка при виконанні даної операції становить: Коефіцієнт k=1, оскільки n=9.
Перевіряємо виконання умови:
умова виконується, тобто пристрій забезпечить нормальну роботу на протязі всього періоду експлуатації. 1.7 Розрахунок сили затиску, параметрів приводу Для надійності
затискних механізмів в розрахунки сили закріплення вводять коефіцієнт запасу
де
Значення поправних коефіцієнтів вибираємо згідно рекомендацій стор. 382¸384, [1].
При обробленні площини необхідно забезпечити дотримання двох умов: заготовка не
повинна переміщуватися (зсуватися) під дією колової складової зусилля різання заготовка не
повинна провертатися відносно вісі Розрахункова
схема для визначення необхідної сили затиску На розрахунковій схемі прийнято такі позначення:
Із геометричних
побудов приймаємо Для спрощення
розрахунків приймаємо, що реакції опор і повнопрофільного пальця Запишемо рівняння
рівноваги для визначення сили затиску
де Із врахуванням (1.7.2), (1.7.3), (1.7.4) рівняння (1.7.5) матимуть вигляд:
Маємо два
рівняння рівноваги та два невідомих
Рис.1.7.1. Розрахункова схема для визначення необхідної сили затиску Момент різання колова складова
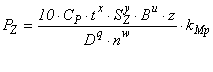
сили різання
Сp=54,5, х=0,9; y=0,74; u=1,0; q=1,0; w=0 - табл. 41, стор. 291, [4]; SZ=0,08 мм/зуб - табл. 33, стор. 285, [4]; kMp=1,0; t=1,0 мм; B=128 мм; z=10; D=160 мм; n=125 хв-1.
момент різання
Прийнявши
Розв’язок систем рівнянь в середовищі Mathcad Отже, сила затиску для нашого випадку становить Q=4916,4 Н.
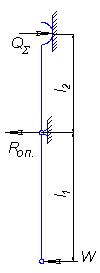
Сумарну силу затиску при закріпленні однієї заготовкизнайдемо згідно рис. 1.7.2 за правилом трикутника: Рис. 2.4. Розрахункова схема для визначення сумрного зусилля затиску при закріпленні однієї заготовки
В якості приводу приймаємо два пневмоциліндри, які живляться від пневмомережі підприємства. Зусилля на штоці кожного пневмоциліндра при використанні пристрою важільного типу
Звідси, Для зменшення зусилля приводу приймаємо
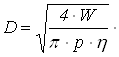
Рис. 1.7.3 Розрахункова схема для визначення зусилля приводу Діаметр поршня пневмоциліндра визначають за формулою:
де
Приймаємо В зв’язку із малою величиною ходу штока вибираємо конструктивне виконання пневмоциліндра – вбудований у конструкцію верстатного пристрою. Така конструкція пневмоциліндра передбачає меншу величину ходу штока у порівнянні із стаціонарним поршневим пневмоциліндром. Приймаємо конструктивні та технологічні параметри вбудованого пневмоциліндра: робочий тиск - діаметр поршня
пневмоциліндра - діаметр штока - 1.8 Спеціальні види розрахунків
Розрахунок елементів пристрою на міцність Розрахуємо
мінімальний діаметр опори Із умови міцності на зминання можна записати:
де Реакцію опори
важеля
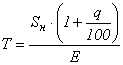
Приймаємо 1.9 Економічне обґрунтування ефективності використання пристрою Для визначення економічної ефективності порівнюємо два значення технологічної собівартості оброблення заготовки на даній операції при використанні старого Сс та нового Сн пристроїв:
де Зс, Зн – основна заробітна плата при виконанні даної операції; z -цехові накладні витрати (приймаємо рівними 300 %); qп - коефіцієнт проектування заданого пристрою (приймаємо рівним 0,5); qе – коефіцієнт експлуатації пристрою (витрати на експлуатацію) (приймаємо рівним 0,3); і – термін служби пристрою (приймаємо рівним 3 роки); N – річна програма випуску деталей, штук; Sc, Sн - собівартість виготовлення відповідно старого та нового пристроїв. Основну заробітну плату можна визначити таким чином:
де tшт.- штучний час оброблення на відповідному переході, хв;
m – тарифний коефіцієнт. Тоді
Приймаємо Штучну норму часу визначаємо укрупнено. Вважаємо, що старий пристрій проектувався для умов дрібносерійного виробництва із обробленням однієї заготовки на горизонтально-фрезерному верстаті. Тоді
де
Основні часи
де
Собівартість виготовлення пристрою в залежності від його складності можна визначити за формулою:
де n –
кількість основних деталей у пристрої; приймаємо
Визначаємо технологічну собівартість оброблення заготовки на даній операції при використанні старого Сс та нового Сн пристроїв:
Економічний ефект від використання нового пристрою в розрахунку на річну програму випуску, грн:
Термін окупності пристрою (в роках) визначають за формулою:
де q – видатки, пов’язані з експлуатацією пристрою(ремонт, обслуговування та налагодження), у % від вартості пристрою; приймаємо q=35 %.
1.10 Опис конструкції та роботи пристрою Креслення даного пристрою приведено у графічній частині курсового проекту (ДП. ПТСТС. 083100.000.СК). У корпусі 3 пристрою для фрезерування поверхонь в розмір 15h14-0,43 мм закріплено два пневмоциліндри 1, які закриті кришками 2 із ущільненнями 22 за допомогою гвинтів 18 із шестигранними заглибленнями під ключ. Корпус базується на столі горизонтально-фрезерного верстату за допомогою двох напрямних шпонок 26, що з’єднані із корпусом гвинтами 15 із шестигранним заглибленням під ключ. До корпуса 3 зверху приєднана плита 4, яка фіксується чотирнадцятьма гвинтами 16. Кожна із двох оброблюваних деталей (зображено умовно) базується на повнопрофільний палець 19 та три опорні пальці 20, причому палець 19 та два з трьох пальців 20 з’єднані відповідними посадками із плитою 4, а третій палець 20 закріплений у стійці 5. Кожна із стійок 5 приєднана до плити 4 гвинтами 17 та штифтами 27. До задньої стінки корпусу 3 за допомогою різевих з’єднань приєднані дві вилки 7 , на яких на вісях 9 закріплено два коромисла 6. До верхнього кінця кожного із коромисел 6 за допомогою вісі 10 приєднано призму 21. Від осьового переміщення коромисел 6 і призм 21 обмежують гайки 14 та шайби 25. Нижніми кінцями коромисла 6 приєднані до вушок 8 за допомогою вісей 11 із гайками 13 та шайбами 24. У свою чергу вушка 8 за допомогою різевих з’єднань приєднані до штоків пневмоцилідрів 1 та фіксуються гайками 14. Для напрямлення штоків пневмоциліндрів 1 під час роботи та запобіганню їх передчасному зношуванню служать закріплені у корпусі 3 втулки 12. Для транспортування верстатного пристрою служать два рим-болти 23 У корпусі 3 передбачено місця для приєднання штуцерів трубопроводів пневмосистеми. |
|
||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 , (1.6.1)
, (1.6.1) (1.7.1)
(1.7.1) (1.7.5)
(1.7.5)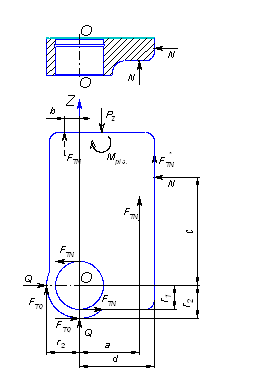
 (1.7.6)
(1.7.6) Н.
Н.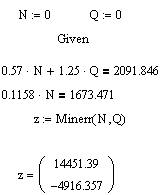
 , (1.9.14)
, (1.9.14) року » 5,6 місяців.
року » 5,6 місяців.
