|
Курсовая работа: Размерный анализ технологического процесса изготовления вала ступенчатогоЗначения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в осевом направлении. 6. Размерный анализ в радиальном направлении 6.1 Размерные цепи и их уравнения Составим уравнения операционных размерных цепей в виде уравнений номиналов. В общем виде это выглядит: [A] = S xi×Ai, (6.1) где [A] – номинальное значение замыкающего звена; Ai - номинальные значения составляющих звеньев; i – порядковый номер звена; n – число составляющих звеньев; xi – передаточные отношения, характеризующие расположение звеньев по величине и направлению. Для линейных цепей с параллельными звеньями передаточные звенья равны: xi = 1 (увеличивающие звенья); xi = -1 (уменьшающие звенья). Составим уравнения замыкающих операционных припусков: [Z1235] = – Д35 + Е 1235 – 1805+ Е 1230-1805 + Д30; [Z835] = – А35+ Е 835 – 1805+ Е 830-1805 + А30; [Z930] = – Б30 + Е 930 – 1805 + Е 915-1805 + Б15; [Z830] = – А30 + Е 830 – 1805 + Е 815-1805 + А15; [Z1330] = – Е30 + Е 1330 – 1805 + Е 1315-1805 + Е15; [Z1230] = – Д30 + Е 1230 – 1805 + Е 1215-1805 + Д15; [Z915] = – Б15 + Е 915 – 1805 + Е 910-1805 + Б10; [Z815] = – А15 + Е 815 – 1805 + Е 810-1805 + А10; [Z1215] = – Д15 + Е 1215 – 1805 + Е 1210-1805 + Д10; [Z1315] = – Е15 + Е 1315 – 1805 + Е 1310-1805 + Е10; [Z910] = – Б10+ Е 910 – 1805+ Е 900-1805 + Б00; [Z810] = – А10+ Е 810 – 1805+ Е 800-1805 + А00; [Z1010] = – В10+ Е 1010 – 1805+ Е 1000-1805 + В00; [Z1110] = – Г10+ Е 1110 – 1805+ Е 1100-1805 + Г00. [Z1210] = – Д10+ Е 1210 – 1805+ Е 1200-1805 + Д00; [Z1310] = – Е10+ Е 1310 – 1805+ Е 1300-1805 + Е00. 6.2 Расчёт припусков Определим минимальные значения операционных припусков по формулам: – на токарной черновой операции 10: Zimin=(Rz + h)i-1 + с.ш. (6.3) где Rz i-1, h i-1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке (значения берутся из прил. 4 [2]); с.ш. – смещение штампа, возникающее на заготовительной операции; – на остальных операциях: Zimin=(Rz + h)i-1 (6.4) [Z1310] min = 0,1 + 0,2 + 1= 1,3 мм; [Z1210] min = 0,1 + 0,2 + 1= 1,3 мм; [Z1110] min = 0,1 + 0,2 + 1= 1,3 мм; [Z1010] min = 0,1 + 0,2 + 1= 1,3 мм; [Z810] min = 0,1 + 0,2 + 1= 1,3 мм; [Z910] min = 0,1 + 0,2 + 1= 1,3 мм; [Z1315] min = 0,08 + 0,1 + 0,02 = 0,2 мм; [Z1215] min = 0,08 + 0,1 + 0,03 = 0,21 мм; [Z815] min = 0,08 + 0,1 + 0,02 = 0,2 мм; [Z915] min = 0,08 + 0,1 + 0,03 = 0,21 мм; [Z1230] min = 0,03 + 0,04 + 0,02 = 0,09 мм; [Z1330] min = 0,03 + 0,04 + 0,02 = 0,09 мм; [Z830] min = 0,03 + 0,04 + 0,02 = 0,09 мм. [Z930] min = 0,03 + 0,04 + 0,02 = 0,09 мм; [Z1235] min = 0,02 + 0,03 + 0,006 = 0,056 мм; [Z835] min = 0,02 + 0,03 + 0,006 = 0,056 мм. Рассчитаем величины колебаний операционных припусков, используя формулы:
где: xi – коэффициент влияния составного звена на замыкающее звено; n – число звеньев в уравнении припуска; – коэффициент соотношения между законом распределения величины Аi и законом нормального распределения. Определяется по табл. 2.1, для эксцентриситетов = 0,127; tD – коэффициент риска, (tD=3.0). w[Z1310] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм; w[Z1210] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм; w[Z1110] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм; w[Z1010] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм; w[Z810] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм; w[Z910] = 0,1 + 0,04 + 0,02 + 1,8 = 1,96 мм; w[Z1315] = 0,06 + 0,02 + 0,04 + 0,1 = 0,22 мм; w[Z1215] = 0,06 + 0,03 + 0,04 + 0,1 = 0,23 мм; w[Z815] = 0,06 + 0,02 + 0,04 + 0,1= 0,22 мм; w[Z915] = 0,06 + 0,02 + 0,04 + 0,1= 0,23 мм; w[Z1330] = 0,075 + 0,02 + 0,02 + 0,06 = 0,175 мм; w[Z1230] = 0,075 + 0,02 + 0,03 + 0,06 = 0,185 мм; w[Z830] = 0,075 + 0,02 + 0,02 + 0,06 = 0,175 мм. w[Z930] = 0,075 + 0,02 + 0,03 + 0,06 = 0,185 мм; w[Z1235] = 0,04 + 0,006 + 0,02 + 0,075 = 0,141 мм; w[Z835] = 0,04 + 0,006 + 0,02 + 0,075 = 0,141 мм. Определим максимальные значения операционных припусков по формуле:
[Z1310] max = 1,3 + 1,96 = 3,26 мм; [Z1210] max = 1,3 + 1,96 = 3,26 мм; [Z1110] max = 1,3 + 1,96 = 3,26 мм; [Z1010] max = 1,3 + 1,96 = 3,26 мм; [Z810] max = 1,3 + 1,96 = 3,26 мм; [Z910] max = 1,3 + 1,96 = 3,26 мм; [Z1315] max = 0,2 + 0,22 = 0,42 мм; [Z1215] max = 0,21 + 0,23 = 0,44 мм; [Z815] max = 0,2 + 0,22 = 0,42 мм; [Z915] max = 0,21 + 0,23 = 0,44 мм; [Z1230] max = 0,09 + 0,185 = 0,275 мм; [Z1330] max = 0,09 + 0,175 = 0,265 мм; [Z830] max = 0,09 + 0,175 = 0,265 мм. [Z930] max = 0,09 + 0,185 = 0,275 мм; [Z1235] max = 0,056 + 0,141 = 0,197 мм; [Z835] max = 0,056 + 0,141 = 0,197 мм. Определим средние значения операционных припусков по формуле:
[Z1310] ср = 0,5×(1,3 + 3,26) = 2,28 мм; [Z1210] ср = 0,5×(1,3 + 3,26) = 2,28 мм; [Z1110] ср = 0,5×(1,3 + 3,26) = 2,28 мм; [Z1010] ср = 0,5×(1,3 + 3,26) = 2,28 мм; [Z810] ср = 0,5×(1,3 + 3,26) = 2,28 мм; [Z910] ср = 0,5×(1,3 + 3,26) = 2,28 мм; [Z1315] ср = 0,5×(0,2 + 0,42) = 0,31 мм; [Z1215] ср = 0,5×(0,21 + 0,44) = 0,325 мм [Z815] ср = 0,5×(0,2 + 0,42) = 0,31 мм; [Z915] ср = 0,5×(0,21 + 0,44) = 0,325 мм; [Z1230] ср = 0,5×(0,09 + 0,275) = 0,1825 мм; [Z1330] ср = 0,5×(0,09 + 0,265) = 0,1775 мм; [Z830] ср = 0,5×(0,09 + 0,265) = 0,1775 мм. [Z930] ср = 0,5×(0,09 + 0,275) = 0,1825 мм; [Z1235] ср = 0,5×(0,056 + 0,197) = 0,1265 мм; [Z835] ср = 0,5×(0,056 + 0,197) = 0,1265 мм 6.3 Расчёт операционных размеров Произведем расчет значений операционных размеров по способу средних значений. Найдем средние значения размеров, известных заранее: [А35] = 55 [Б30] = 65 [В10] = 75 ± 0,37 мм; [В10] ср = 75 мм; [Г10]= 65 ± 0,37 мм; [Г10]ср = 65 мм; [Д35]= 60 [Е30] = 55 Ч20 = 46 ±0,31 мм; Ч20ср = 46 мм; Щ20 = 55 ± 0,37 мм; Щ20ср = 55 мм; Найденные средние значения подставим в уравнения операционных размеров, решая эти уравнения, мы получим средние значения операционных размеров. 1) [Z1235] = – Д35 + Е 1235 – 1805+ Е 1230-1805 + Д30; Д30 = Д35 + [Z1235] – Е 1235 – 1805 - Е 1230-1805; Д30 = 0,1265 + 60,0115 – 0,006 – 0,02 = 60,112 мм; 2) [Z835] = – А35+ Е 835 – 1805+ Е 830-1805 + А30; А30 = А35 + [Z835] – Е 835 – 1805 - Е 830-1805; А30 = 55,0115 + 0,1265 – 0,006 – 0,02 = 55,112 мм; 3) [Z930] = – Б30 + Е 930 – 1805 + Е 915-1805 + Б15; Б15 = Б30 + [Z930] – Е 930 – 1805 – Е 915-1805; Б15 = 65,035 + 0,1825 – 0,02 – 0,03 = 65,1675 мм; 4) [Z830] = – А30 + Е 830 – 1805 + Е 815-1805 + А15; А15 = А30 + [Z830] – Е 830 – 1805 – Е 815-1805; А15 = 55,112 + 0,1825 – 0,02 – 0,02 = 55,2545 мм; 5) [Z1330] = – Е30 + Е 1330 – 1805 + Е 1315-1805 + Е15; Е15 = Е30 + [Z1330] – Е 1330 – 1805 – Е 1315-1805; Е15 = 55,035 + 0,1825 – 0,02 – 0,02 = 55,1775 мм; 6) [Z1230] = – Д30 + Е 1230 – 1805 + Е 1215-1805 + Д15; Д15 = Д30 + [Z1230] – Е 1230 – 1805 – Е 1215-1805; Д15 = 60,112 + 0,1825 – 0,02 – 0,03 = 60,2445 мм; 7) [Z915] = – Б15 + Е 915 – 1805 + Е 910-1805 + Б10; Б10 = Б15 + [Z915] – Е 915 – 1805 – Е 910-1805; Б10 = 60,1675 + 0,325 – 0,03 – 0,04 = 60,4225 мм; 8) [Z815] = – А15 + Е 815 – 1805 + Е 810-1805 + А10; А10 = А15 + [Z815] – Е 815 – 1805 – Е 810-1805; А10 = 55,2545 + 0,31 – 0,02 – 0,04 = 55,5045 мм; 9) [Z1215] = – Д15 + Е 1215 – 1805 + Е 1210-1805 + Д10; Д10 = Д15 + [Z1215] – Е 1215 – 1805 – Е 1210-1805; Д10 = 60,2445 + 0,325 – 0,03 – 0,04 = 60,4995 мм; 10) [Z1315] = – Е15 + Е 1315 – 1805 + Е 1310-1805 + Е10; Е10 = Е15 + [Z1315] – Е 1315 – 1805 – Е 1310-1805; Е10 = 55,1775 + 0,31 – 0,02 – 0,04 = 55,4275 мм; 11) [Z910] = – Б10+ Е 910 – 1805+ Е 900-1805 + Б00; Б00 = Б10+ [Z910] – Е 910 – 1805- Е 900-1805; Б00 = 60,4225 + 2,28 – 0,04 – 0,02 = 62,6425; 12) [Z810] = – А10+ Е 810 – 1805+ Е 800-1805 + А00; А00 = А10+ [Z810] – Е 810 – 1805- Е 800-1805; А00 = 55,5045 + 2,28 – 0,04 – 0,02 = 57,7245; 13) [Z1010] = – В10+ Е 1010 – 1805+ Е 1000-1805 + В00; В00 = В10+ [Z1010] – Е 1010 – 1805- Е 1000-1805; В00 = 75 + 2,28 – 0,04 – 0,02 = 77,22; 14) [Z1110] = – Г10+ Е 1110 – 1805+ Е 1100-1805 + Г00; Г00 = Г10+ [Z1110] – Е 1110 – 1805- Е 1100-1805; Г00 = 65 + 2,28 – 0,04 – 0,02 = 67,22; 15) [Z1210] = – Д10+ Е 1210 – 1805+ Е 1200-1805 + Д00; Д00 = Д10+ [Z1210] – Е 1210 – 1805- Е 1200-1805; Д00 = 60,4995 + 2,28 – 0,04 – 0,02 = 62,7195; 16) [Z1310] = – Е10+ Е 1310 – 1805+ Е 1300-1805 + Е00; Е00 = Е10+ [Z1310] – Е 1310 – 1805- Е 1300-1805; Е00 = 55,4275 + 2,28 – 0,04 – 0,02 = 57,6475. Составим таблицу, в которой укажем значения операционных размеров в радиальном направлении: Таблица 6.1. Значения операционных размеров в радиальном направлении
Значения всех рассчитанных припусков и операционных размеров (в окончательном виде) заносим в схему размерного анализа в радиальном направлении. 7. Сравнительный анализ результатов расчетов операционных диаметральных размеров 7.1 Определение операционных диаметральных размеров расчетно-аналитическим методом Расчётно-аналитическим
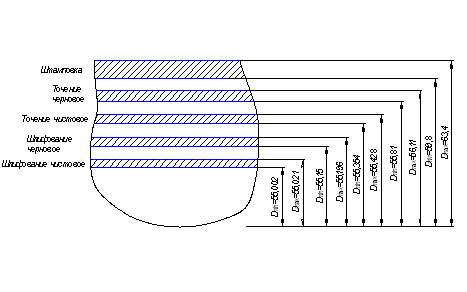
методом определим припуски на поверхность 8 Æ55k6 ( Качество поверхности после штамповки по прил. 4 [3]: Rz = 100 мкм, h = 200 мкм. Качество поверхности после механической обработки по данным прил. 4 [3] следующие: 1. Растачивание черновое Rz = 80 мкм, h = 100 мкм; 2. Растачивание чистовое Rz = 30 мкм, h = 40 мкм; 3. Шлифование черновое Rz = 20 мкм, h = 30 мкм; 4. Шлифование чистовое Rz = 5 мкм, h = 15 мкм Суммарное пространственное отклонение будем определять по формуле
где Di-1 – суммарное пространственное отклонение на заготовительной операции (эксцентричность отверстия); – после штамповки D= 0,8 мм;– после растачивания чернового D = 0,06 × 0,8= 0,048 мм;– после растачивания чистового D = 0,04 × 0,8= 0,032 мм; – после шлифования чернового D = 0,03 × 0,8= 0,024 мм; – после шлифования чистового D = 0,02 × 0,8= 0,016 мм Определим значение минимального припуска 2Zmin после каждой операции по формуле:
где Rzi-1, hi-1 – высота неровностей и дефектный слой, образовавшиеся на обрабатываемой поверхности при предыдущей обработке; Di-1 – суммарное значение пространственных отклонений с предыдущей операции;
Определяем предельные размеры для каждого перехода по формулам: 2Аi min = 2Аi-1 min + T2Аi-1, мм (7.3) 2Аi max = 2Аi min – 2Zi min, мм (7.4) 2А35 min = 55,002 мм; 2А35 max = 55,021 мм; 2А30min = 2А35min + 2А15min = 2А30 min + 2А10min = 2А15 min + 2А30 max = 2А30min + T2А30 = 55,15 + 0,046 = 55,196 мм; 2А15max = 2А15min + T2А15 = 55,354 + 0,074 = 55,428 мм; 2А10 max = 2А10min + T2А10 = 55,81 + 0,3 = 55,11 мм; Определим предельные значения припусков по формуле:
Изобразим на рис. 7.1 схему расположения операционных размеров, допусков и припусков.
Таблица 7.1. Расчет припусков на обработку диаметра 2А (пов. 8 Æ55k(+2+0,21))
7.2 Сравнение результатов расчетов Для сравнения необходимо сопоставить результаты расчетов операционных размеров, операционных и общих минимальных, максимальных, номинальных припусков. Общие припуски определяются по формулам: Zоmin = S Zmin (7.6) Zоmax = S Zmax (7.7) Zоmin = 0,148+0,204+0,456+3,99 = 4,798 мм, Zоmax = 0,175+0,232+0,682+7 = 8,089 мм. Общий номинальный припуск для отверстия: Zоном = Dномдет – Dномзаг (7.8) Zоном = 59,8–55,002 = 4,798 мм. где Dномзаг, Dномдет – номинальные диаметры заготовки и детали соответственно. Результаты расчетов припусков приведем в табл. 7.2. Данные по их изменению: DZо = (ZоОЦ – ZоРА) ×100% / ZоРА, (7.9) где ZоОЦ, ZоРА – значения общих припусков, определенные методами решения размерных цепей и расчетно-аналитическим соответственно. Таблица 7.2. Сравнение общих припусков
D Zоmin = (1,646 – 4,798) ×100% / 4,798 = – 65,7%; D Zоmax = (4,152 – 8,089) ×100% / 8,089 = – 48,67%; D Zоном = (2,713 – 4,798) ×100% / 4,798 = -43,46%. Вывод: метод операционных размерных цепей позволяет существенно уменьшить припуски на обработку, а, следовательно, увеличить коэффициент использования материала и удешевить изготовление детали. Заключение В ходе работы были выполнены все задачи курсового проекта. Проанализировав исходные данные детали стало возможным определение: – выбора типа производства, формы организации технологического процесса изготовления детали; – выбора метода получения заготовки; – технологического маршрута изготовления детали; – технологического маршрута обработки поверхности; – технологической схемы базирования; – припусков с помощью размерного анализа; – припусков расчетно-аналитическим методом; Выполнив курсовую работу, мы проанализировали припуски, полученные с помощью расчётно-аналитического метода и размерного анализа. В результате оказалось, что расчётно-аналитический метод дал меньшие значения припусков, а значит при его использовании сокращается себестоимость изготовления детали и повышается эффективность производства. Литература 1. Справочник технолога машиностроителя/ Под редакцией А.Г. Косиловой, Р.К. Мещерякова. – М.: Машиностроение, 1985. – Т. 1,2. 2. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: – 4‑е изд., перераб. и доп. – Выш. школа, 1983, ил. 3. Гжиров Р.И. Краткий справочник конструктора: Справочник – М.: Машиностроение, Ленинград, 1983 год. 4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства» Тольятти, 1992 год. 5. Методические указания Боровкова. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 при n > 4; (6.6)
при n > 4; (6.6)