|
Курсовая работа: Разработка, статистическое регулирование, исследование точности и стабильности технологического процесса при механообработке изделий
Техническая характеристика станка модели 1К62
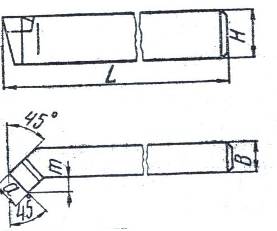
Выбор резцов Многообразие видов поверхностей заготовок, обрабатываемых на станках токарной группы, привело к созданию большого числа токарных резцов. Главным принципом классификации резцов является их технологическое назначение. Различают резцы: проходные - для обтачивания наружных цилиндрических и конических поверхностей; расточные проходные и упорные - для растачивания сквозных и глухих отверстий; отрезные - для отрезки заготовок; резьбовые - для нарезания наружных и внутренних резьб; фасонные - для обрабатывания фасонных поверхностей; прорезные - для протачивания кольцевых канавок; галтельные - для обтачивания переходных поверхностей между ступенями валов по радиусу. По характеру обработки резцы делят на черновые, получистовые и чистовые, по направлению движения подачи - на правые и левые. Правые работают с подачей справа налево, левые - слева направо. По конструкции резцы делят на целые, с приваренной или припаянной пластиной режущего материала, со сменными пластинами. Широко применяют резцы с многогранными неперетачиваемыми пластинами. Когда одна из режущих кромок пластины выходит из строя вследствие затупления, открепляют механический прижим и устанавливают в рабочее положение следующую режущую кромку. Резцы из быстрорежущей стали. Размеры токарных (ГОСТ 10043—62), расточных (ГОСТ 10044—62) Резец токарный, проходной
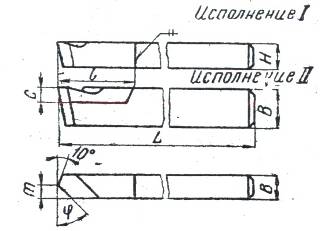
Резец токарный, проходной с углом ф = 45 и 60 0 , мм
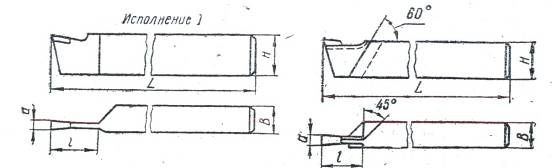
Резец токарный, отрезной
Технологический процесс производства детали «Ось правый» представлен в таблице 1.
Раздел 3. Расчет показателей качества технологического процесса изготовления оси и точности производственного оборудования Любой процесс производства строится так, чтобы соблюдать и обеспечивать требуемую величину показателей качества выпускаемой продукции. Однако качество сырья, инструмента, настройка станков, квалификация операторов и другие важные производственные факторы подвержены значительным случайным колебанием, что вызывает рассеяние показателей качества. Качество изготавливаемых изделий зависит от четкого соблюдения требований при выполнении каждой технологической операции, поэтому обеспечение качества в процессе производства требует, прежде всего, контроля технологического процесса и производственного оборудования с целью определения его пригодности к выполнению отдельных операций, соблюдением предельных допусков и стандартных норм. При этом обычно определяют соотношение между полем рассеяния интересующего показателя качества (погрешности формы, размеров, взаимного расположения, твердости) и допуска на данный показатель по технологической норме на исследуемую операцию. Современное производство имеет одну существенную особенность: периодический контроль по результатам, которого разрабатываются корректирующие воздействия, направленные на стабилизацию технологического процесса с целью профилактики брака. Кроме того, современное производство немыслимо без плановой аттестации продукции. Речь идет о численной оценке различных показателей качества, причем нельзя ограничиваться измерением только одного изделия. Необходимо провести измерения всех изделий партиями и выборку из него. Задача оценки качества технологического процесса и производственного оборудования заключается в том, чтобы в случае недостаточной точности исследуемых операций выявить причины имеющихся погрешностей и принять меры по ликвидации наиболее значительных погрешностей обработки. Моей задачей будет рассчитать важнейшие показатели качества технологического процесса обработки оси и точность производственного оборудования. Анализ качества технологического процесса обработки и точности производственного оборудования необходимо проводить на нескольких самых значимых операциях, входящих в технологический процесс обработки оси. В моем случае это токарная обработка, предварительное и окончательное шлифование. Задача. Дана выборка из 20 осей, для которых контролировался наружный диаметр. Причем наружный диаметр контролировался на всех трех ключевых операциях, обеспечивающих точность детали (токарная обработка, предварительное и окончательное шлифование). 1.Токарная обработка Контролируется ось Ø 27+0,08. Находим верхний и нижний пределы поля допуска. dmin=27 мм, dmax = 27,08 мм Результаты измерений представлены в таблице.
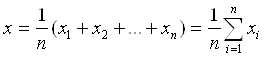
Находим среднее арифметическое данной выборки по формуле:
хi – номер детали в выборке, n – объем выборки
Далее выбираем меру рассеяния, чтобы определить, как тесно группируются отдельные значения вокруг среднего арифметического. Простейшей мерой рассеяния является размах(R) - это разность между наибольшим и наименьшим значениями ряда наблюдений.
R = 27,08 – 27 = 0,08 мм Затем строим гистограмму, представляющую собой метод представления данных, сгруппированных по частоте попадания в определенный (заранее установленный) интервал. При крайней простоте построения гистограмма дает много аналитической информации о разбросе качества средних значений различных параметров, точности и стабильности протекания технологического процесса, точности работы станков и оборудования. Далее разбиваем диапазон распределения наружного диаметра оси на равные интервалы. Исходя из полученного значения размаха, выбираем 4 интервала по 0,02мм каждый, строим таблицу.
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 , где
, где 
