|
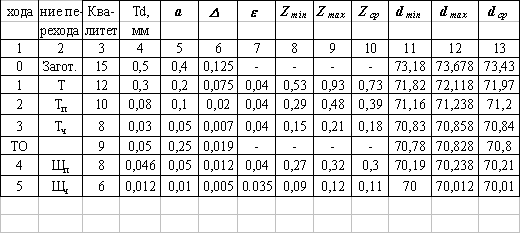
Курсовая работа: Разработка оптимального технологического процесса производства детали "Вал-шестерня"Варианты обработки поверхностей В табл. 3.1 обозначено Т – точение черновое; Тп – точение получистовое; Тч – точение чистовое; Тт – точение тонкое; Шо – шлифование обдирочное; Ш – шлифование черновое; Шп – шлифование получистовое; Шч – шлифование чистовое; ТО – термообработка. Рядом с обозначением метода обработки в скобах указан квалитет точности, получаемый на данном переходе. Оптимальный вариант обработки выбираем по минимуму суммарных удельных затрат, характеризуемых суммой Куi всех переходов данного варианта. При этом поскольку переходу Т(12) и ШЧ(6), а так же ТО присутствуют во всех вариантах обработки, их из расчета исключаем. Из табл. 3.1. видно, что минимальный коэффициент удельных затрат Ку=6,4 соответствует варианту № 5. Принимаем для обработки шеек под подшипник следующую последовательность обработки: Т(12; 12,5)-ТП(10; 3,2)-ТО(11)-ШП(8; 1,6)-ШЧ(6; 0,8). Полученным выше результатом воспользуемся для назначения методов обработки других поверхностей. Наружная поверхность зубчатого венца, поверхность 9 (11; 6,3): Т(12; 12,5)-Тп(10; 3,2)-ТО(11). Свободные шейки, поверхности 5, 12, 18, канавки, поверхности 3, 6, 11, 14, 17, 20 (14;12,5) Т(12; 12,5)-ТО(13). Торцы зубчатого венца, поверхности 7 и 10 (14; 12,5): Т(12; 12,5)-ТО(13). Торцы, поверхности 1 и 24 (11; 12,5): Ф(10; 12,5)-ТО(11). Шпоночный паз, пов. 22 и 23(9; 3,2): Ф(8; 3,2)-ТО(9) Зубчатый венец, поверхность 8 (8 степень точности, Rа=3,2): ЗФ(8 ст.; 2,5)-ШВ(7 ст.; 1,6)-ТО(8). Здесь ЗФ – зубофрезерование, ШВ – шевингование. Центровые отверстия, поверхности 25 и 26 СЗ-ТО-Шп СЗ – сверление-зенкерование. 3.3 Расчет припусков на обработку Припуск на самую точную поверхность 2 0к6 рассчитаем аналитическим метом по переходам [4]. Результаты расчета будем заносить в таблицу 3.3. 1) В графы 1 и 2 заносим номера и содержание переходов по порядку, начиная с получения заготовки и кончая окончательной обработкой; заготовительной операции присваиваем № 0, а термообработке – № ТО. 2) В графу 3 записываем квалитет точности, получаемый на каждом переходе. По таблице 3 [4] определяем величину Td допуска для каждого квалитета и записываем в графу 4. 3) Для каждого перехода определяем составляющие припуска. По таблице 1 [4] определяем суммарную величину а=hд+Rz, где Rz – высота неровностей профиля, мм hд – глубина дефектного слоя, мм. Значения а заносим в графу 5 табл 3.3. По таблице 2 [4] определяем погрешность установки заготовки в приспособлении на каждом переходе. Значение заносим в графу 7 табл. 3.3. Для переходов 0 и ТО 7 делаем прочерк. 4) Определяем предельные значения припусков на обработку для каждого перехода, кроме 0 и ТО. Минимальное значение припусков определяем по формуле [4]:
Здесь и далее индекс i относится к данному переходу, i–1 – к предыдущему переходу, i+1 – к последующему переходу. Максимальное значение припуска определяем по формуле [4]
Значения Zmin и Zmax заносим в графы 8 и 9 табл. 3.3., округляя их в сторону увеличения до того знака после запятой, с каким задан допуск на размер для данного квалитета точности. В строках, соответствующих переходам 0 и ТО, делаем прочерк. 5) Определяем среднее значение припуска для каждого перехода по формуле:
Значение Zср заносим в графу 10 табл. 3.3. 6) Определяем предельные размеры для каждого перехода по формулам [4]:
Расчет начинаем с последнего, 5-ого перехода, для которого на чертеже задан размер 50. Поскольку маршрут содержит термообработку – закалку с отпуском, примем во внимание увеличение размеров при переходе аустенита в мартенсит на 0,1% т.е. d(ТО-1)min=dТОmin·0,999. Находим средний диаметр на каждом переходе по формуле:
Значения заносим в графу 13 табл. 3.3. 8) Определяем общий припуск на обработку по формулам:
Значения заносим в нижнюю строку, графы 8, 9, 10 табл. 3.3. Таблица 3.3 Такой же припуск назначаем на поверхность 15 имеющую аналогичные диаметр, точность и шероховатость. Припуски 2Z на остальные поверхности определяем по таблице 6 [4] 2Z=2Zтабл·Кт·Км·Кс
где 2Zтабл – табличное значение припуска, мм; Кт, Км, Кс – коэффициенты, учитывающие соответственно класс точности Т штамповки, группу стали М, степень сложности С заготовки. Значения коэффициентов Кт, Км, Кс определим по [4] и [8]. 3.4 Проектирование заготовки С учетом того, что при выборе метода получения заготовки было определено, что наименьшим суммарным затратам соответствует заготовка из штампа, принимаем заготовку с тремя значениями диаметров d1=90 мм, d2=183 мм, d3=63 мм. 4. Разработка технологического маршрута и схем базирования Задача раздела – разработать оптимальный маршрут, т.е. такую последовательность операций, которая обеспечит получение из заготовки готовой детали с наименьшими затратами. При этом необходимо разработать такие схемы базирования заготовки на каждой операции, которые обеспечивают минимальную погрешность обработки. 4.1 Разработка технологического маршрута Будем разрабатывать технологический маршрут на базе типового техпроцесса [9], что обеспечит его более высокое качество при сокращении времени разработки. При разработке маршрута будем руководствоваться рекомендациями [2], согласно которым: 1) На первой операции будем обрабатывать поверхности заготовки, которые на последующих операциях будут использовать в качестве технологических баз. Такими поверхностями являются торцы вала, поверхности 1 и 24 , и центровые отверстия, поверхности 25 и 26. 2) Весь ТП разделим на две части: обработка лезвийным инструментом до термообработки и обработка абразивным инструментом после термообработки. До термообработки следует подрезать торцы, 1 и 24 , обточить вал, нарезать зубья 8 и профрезеровать шпоночный паз 22, 23. После термообработки остается шлифовать шейки 2, 5, 12, 15, 18, 21 и торцы 4 и 13. 1) Наиболее точные поверхности будем обрабатывать в конце ТП. В нашем случае целесообразно в конце ТП выполнить шлифование шеек 2 и 15. Присваиваем операциям номера: 1 – фрезерная; 2 – сверлильно-зенкеровальная; 3 – токарная черновая; 4 – токарная черновая; 5 – токарная получистовая; 6 – токарная получистовая; 7 – токарная чистовая; 8 – токарная чистовая; 9 – фрезерная; 10 – зубофрезерная; 11 – зубошевинговальная; 12 – центрошлифовальная; 13 – шлифовальная получистовая; 14 – шлифовальная получистовая; 15 – шлифовальная чистовая. Таблица 4.1.
Анализируем маршрут на предмет возможного объединения или разделения операций. Считаем целесообразным объединить фрезерование торцов 1, 24 и сверление центровых отверстий 25, 26 в одну фрезерно – центровальную операцию. Есть смысл объединения чистового шлифования шеек 2 и 15. Окончательно принимаем маршрут обработки: 10. фрезерно-центровальная 20. токарная 30. токарная 40. фрезерная 50. зубофрезерная 60. зубошевинговальная 70. термообработка 80. центрошлифовальная 90. шлифовальная 100. шлифовальная 4.2 Выбор баз На первой операции 10 фрезерно-центровальной в качестве технологических баз используем технологические базы, указанные на эскизе чертежа – ось и торец пов. 100. Здесь и далее индекс около номера поверхности обозначает номер операции на которой она получена. Индекс 00 относится к заготовительным операциям. На операции 20 (1 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец, поверхность 110. На операции 20 (2 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец, поверхность 1320. На операции 30 (1 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец, поверхность 420. На операции 30 (2 установ) токарной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем торец уступа, поверхность 1730. На операции 40 фрезерной в качестве двойной направляющей базы используем ось (цилиндрической поверхности 230 и 1530). В качестве опорной базы используем торец уступа пов. 1330. На операции 50 зубофрезерной в качестве двойной направляющей базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы используем центровое отверстие 2610. На операции 60 зубошевинговальной в качестве технологической базы используем ось (центровые отв. 2510 и 2610). В качестве опорной базы примем центровое отверстие 2610. На операции 80 центрошлифовальной в качестве тройной опорной базы при обработке отверстия 2580 используем центровое отверстие 2670, при обработке 2680 – отверстие 2580. На операции 90 (установ 1) шлифовальной в качестве двойной направляющей базы используем ось (прошлифованные центровые отверстия 2580 и 2680). В качестве опорной базы примем торец уступа поверхность 1370. На операции 90 (установ 2) шлифовальной в качестве двойной направляющей базы используем ось (прошлифованные центровые отверстия 2580 и 2680). В качестве опорной базы примем торец уступа поверхность 490. На операции 100 шлифовальной в качестве двойной направляющей базы используем ось (центровые отверстия 2580 и 2680). В качестве опорной базы примем торец уступа поверхность 490. 5. Выбор средств технологического оснащения Задача раздела - выбрать для каждой операции ТП такое oбopудование, приспособление, режущий инструмент (РИ) и средства контроля, которые бы обеспечили заданный выпуск деталей заданного качества с минимальными затратами. 5.1 Выбор оборудования При выборе типа и модели металлорежущих станков будем руководствоваться следующими правилами [2] : 1) Производительность, точность, габариты, мощность станка должны быть минимальными достаточными для того, чтобы обеспечить выполнение требований предъявленных к операции. 2) Станок должен обеспечить максимальную концентрацию переходов на операции в целях уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа перестановок заготовки. 3) В случае недостаточной загрузки станка его е деталей по определенной закономерности. 6) Оборудование должно отвечать требованиям безопасности, эргономики и экологии. Если для какой-то операции этим требованиям удовлетворяет несколько моделей станков, то для окончательного выбора будем проводить сравнительный экономический анализ. Выбор оборудования проводим в следующей последовательности: 1) Исходя из формы обрабатываемой поверхности и метода обработки, выбираем группу станков. 2) Исходя из положения обрабатываемой поверхности, выбираем тип станка. 3) Исходя из габаритных размеров заготовки, размеров обработанных поверхностей и точности обработки выбираем типоразмер (модель) станка. Данные по выбору оборудования заносим в табл. 5.1. Таблица 5.1. Выбор технологического оборудования
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||