|
Курсовая работа: Разработка технологического процесса изготовления зубчатого колеса- возможность получения заготовки рациональным методом; - простая конструкция детали (отсутствие сложных фасонных поверхностей) позволяет использовать при ее производстве унифицированную заготовку; - с учетом требований к поверхностям детали (точности и шероховатости), а также их технического назначения окончательное формирование поверхности детали (ни одной из них) на заготовительной операции невозможно; - данная сталь способна подвергаться термообработке, для нее характерна малая вероятность образования трещин. 1.3.2 Показатели технологичности конструкции детали в целом Конфигурация детали: - максимальная унификация и стандартизация конструкционных элементов детали; - размеры и поверхности детали имеют оптимальные требования по точности и шероховатости; - конструкция детали обеспечивает возможность применения типовых технологических процессов ее изготовления; - наличие конструкционных элементов обеспечивает нормальную работу режущего инструмента; - максимальное сокращение размеров обработанных поверхностей; - возможность обработки наибольшего количества поверхностей с одного установа; - возможность обработки на проход;
- конструкция обеспечивает повышенную жесткость детали; - технические требования не предусматривают особых методов и средств контроля. 1.3.3 Показатели технологичности базирования и закрепления: - удобство установки заготовки при обработке поверхностей; - наличие конструкционных элементов обеспечивает автоматизацию установки заготовки на станках; - совпадение технологических и измерительных баз, использование одних и тех же баз; Средняя шероховатость <Ra>=6,5 мкм; Средний квалитет <IT>=7 1.4 Задачи курсовой работы 1. Провести анализ исходных данных: 1.1.Анализ служебного назначения детали 1.2.Провести классификацию поверхностей детали 1.3.Анализ технологичности детали 2. Выбрать тип производства и форму организации технологического процесса изготовления 3. Выбрать метод получения заготовки и ее спроектировать 4. Разработать технологический маршрут изготовления детали 4.1.Разработать технологический маршрут обработки поверхностей 4.2.Разработать технологические схемы базирования 4.3.Рассчитать припуски 4.4.Разработать технологический маршрут изготовления детали 5. Выбрать средства технологического оснащения 6. Разработать технологические операции 6.1.Рассчитать режимы резания 6.2.Рассчитать нормы времени 2. Выбор типа производства и формы организации технологического процесса изготовления 2.1 Рассчитаем массу данной детали q=
2.2 Анализ исходных данных - масса данной детали составляет 3,09 кг.; - объем выпуска изделий 4400 дет/год; - режим работы предприятия изготовителя – двухсменный; - тип производства – среднесерийный. Основные характеристики типа производства - объем выпуска изделий - средний; - номенклатура – средняя; - оборудование – универсальное; - оснастка – универсальная, специализированная; - степень механизации и автоматизации – средняя; - квалификация рабочих – средняя; - форма организации технологического процесса – групповая переменно-поточная; - расстановка оборудования – по типам станков, предметно-замкнутые участки; - виды технологических процессов – единичные, типовые, групповые, операционные; - коэффициент закрепления операции 10<KЗ<20 (на одном рабочем месте) Объем партий, запуск деталей
а – периодичность запуска деталей 254- число ходов - метод определения операционных размеров – расчетно-аналитический; - метод обеспечения точности – оборудование, настроенное по пробным деталям. 3. Выбор метода получения заготовки и ее проектирование 3.1 Выбор метода получения заготовки Установим метод и способ получения заготовки. Для этого изучим конфигурацию и размеры детали, а также физические и технологические свойства материала, из которого она изготовлена. Изучив конфигурацию детали, можно сделать вывод, что наиболее подходящими методами изготовления заготовок в данном случае являются: - штамповка; - прокат. При расчете предпочтение следует отдавать той заготовке, которая обеспечивает меньшую технологическую себестоимость детали. а) рассчитаем себестоимость заготовок из штамповки:
б) рассчитаем себестоимость заготовок из проката:
-определим массу проката:
- определим себестоимость заготовки из проката после нахождения всех неизвестных:
Таким образом, заготовка из штамповки обеспечивает меньшую себестоимость, поэтому выбираем ее. 3.2 Проектирование заготовки Проектирование заготовки проводилось по методическим указаниям Михайлова А.В. «Определение операционных размеров механической обработки в условиях серийного производства». [4]. Припуски на обработку назначаем по таблице 2.2.4 [4] исходя из веса и размеров заготовки. 4. Разработка технологического маршрута изготовления детали 4.1 Разработка технологического маршрута обработки поверхностей
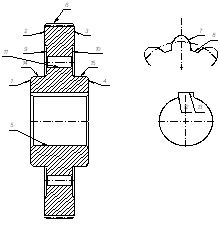
4.2 Разработка технологических схем базирования На токарной черновой операции 010 используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. На токарной черновой операции 020 используем явную опорную базу - торец 1, и скрытую двойную направляющую базу – ось детали 16. На токарной чистовой операции 030 (установ А) используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. На токарной чистовой операции 030 (установ Б) используем явную опорную базу - торец 1, и скрытую двойную направляющую базу – ось детали 16. На операции 035 точение тонкое используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. На сверлильной операции 040 используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. На протяжной операции 050 используем явную опорную базу - торец 4, и скрытую двойную направляющую базу – ось детали 16. На зубофрезерной операции 060 используем явную опорную базу – торец 2, и скрытую направляющую базу – ось детали 16. На зубошевинговальнойой операции 065 используем явную опорную базу – торец 2, и скрытую направляющую базу – ось детали 16. На торцекруглошлифовальной операции 070 (установ А и Б) используем явную опорную базу - торец 1, и скрытую двойную направляющую базу – ось детали 16. На шлифовальной операции 080 используем явную опорную базу - торец 4, и скрытую направляющую базу – ось детали 16. 4.3 Расчет припусков Материал детали: сталь 45. Метод получения детали - штамповка. Тип производства - среднесерийное. Обработка отверстия ведется при установке заготовки в самоцентрирующем патроне. Технологический маршрут обработки отверстия: 1. Растачивание черновое 2. Растачивание чистовое 3. Растачивание тонкое 4. Шлифование Расчет операционных размеров для обработки отверстия Ø55Н7
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||