|
Курсовая работа: Разработка технологического процесса изготовления зубчатого колеса
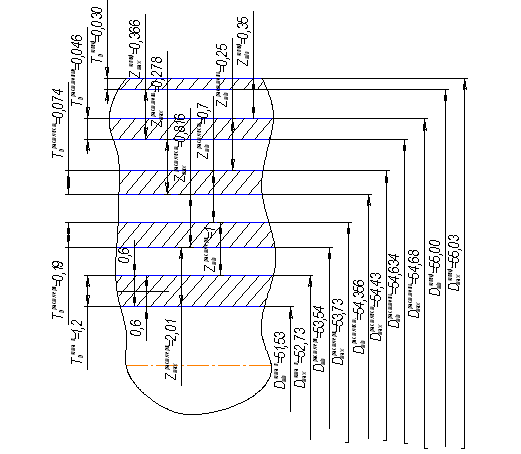
4.4 Разработка технологического маршрута изготовления детали
5. Выбор средств технологического оснащения
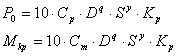
6. Разработка технологических операций 6.1 Расчет режимов резания Расчет режимов резания проводим по литературе [2], стр. 102. 010 Токарная: достигнутая шероховатость 6,3 1 переход: t=1,5 мм, где t-глубина резания; S=1,2 мм, где S-подача. Найдем скорость резания:
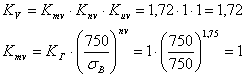
где T-стойкость инструмента; x, y, m, Kv -коэффициенты. Т=60 мин;
x=0,15; y=0,45; m=0,20;
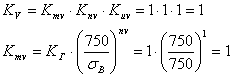
где KГ, Knv, Kuv –коэффициенты. Подставим в исходную формулу:
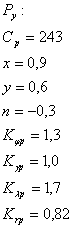
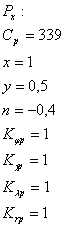
Коэффициенты для сил резания:
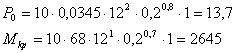
Подставим в исходную формулу:
Найдем мощность станка:
2 переход: t=2 мм где t-глубина резания; S=0,2 мм, где S-подача. Найдем скорость резания: Т=60 мин;
x=0,15 y=0,20 m=0,20
Подставим в исходную формулу:
Коэффициенты для сил резания:
Подставим в исходную формулу:
Найдем мощность станка:
040 Сверлильная: достигнутая шероховатость 12,5 t=0,5D=0,5*12=6 мм где t-глубина резания S=0,2 мм где S-подача. Найдем скорость резания:
Т=60 мин
q=0,4 y=0,7 m=0,20
Подставим в исходную формулу:
Подставим в исходную формулу:
Найдем мощность станка и частоту вращения шпинделя:
(6.9) 060 Зубофрезерная: достигнутая шероховатость 3,2. Определим скорость по формуле: u = СuDq×/Bu×Тm×tx×Sy×Ku×zр, (6.10) где S=0,12- подача; t=5,625-глубина резания; Сu =234; q=0,17 - коэффициент; u=-0,05 - коэффициент; m=0,33 - коэффициент; x=0,38 - коэффициент; y=0,28 - коэффициент; Ku=1-коэффициент; Р=0,1; Т=240 мин - стойкость фрезы. Подставим в исходную формулу: u = 234 ×400,17×1/5,6250,38×2400,33×0,120,28×10-0,05×140,1=112 м/мин Частот вращения шпинделя: n= 1000×u /p×D (6.11) Подставим в исходную формулу: n= 1000×112/p×40=892 об/мин.
6.2 Расчет норм времени Поскольку тип производства среднесерийное, то для токарной, сверлильной и зубофрезерной операции необходимо определить штучно-калькуляционное время по формуле: Тш-к=Тп-з/n+То+(Ту.с.+Тз.о.+Туп+Тиз)к+Тоб.от, (6.12) где Тп-з – подготовительно-заключительное время; N – программа выпуска деталей в год; То – основное время; (Ту.с +Тз.о) – время на установку и снятие детали, на ее закрепление и открепление; Туп – время на приемы управления; Тиз – время на измерение детали; К – условия среднесерийного производства; Тоб.от – время перерывов на отдых и личные надобности. 1. Токарная операция 020: Тп-з=8 мин; N=4400 дет/год; То=0,9+4,7=5,6 мин; (Ту.с +Тз.о)=0,085 мин; Туп=0,05 мин; Тиз=0,07 мин; К=1,85; Тоб.от=6,5 мин. Тш-к=8/4400+5,6+(0,085+0,05+0,07)1,85+6,5=8/1300+8,6= =12,5 мин. 2. Сверлильная операция 040: Тп-з =5 мин; N =4400 дет/год; То =2,4мин; (Ту.с +Тз.о) = 0,148мин; Туц =0,26 мин; Тиз =0,78 мин; К =1,85; Тоб.от=6,5 мин. Тш-к=5/4400+2,4+(0,148+0,26+0,78)1,85+6,5 =11,09 мин. 3. Зубофрезерная операция 060: Тп-з=24мин; N=4400дет/год; То=1,2 мин; (Ту.с +Тз.о)=0,136 мин; Туп=0,15 мин; Тиз=0,88мин; К=1,85; Тоб.от=8 мин. Тш-к=24/4400+1,2+(0,136+0,15+0,88)1,85+8= =11,36 мин. Заключение В ходе работы были выполнены все задачи курсового проекта. Проанализировав исходные данные детали, стало возможным определение: -выбора типа производства, формы организации технологического процесса изготовления детали; -выбора метода получения заготовки; - технологического маршрута изготовления детали; - технологического маршрута обработки поверхности; - технологической схемы базирования; - припусков расчетно-аналитическим методом; - технологического маршрута изготовления детали; -выбора средств технологического оснащения; (технологическое оборудование, станочные приспособления, режущий инструмент, контрольные средства измерения, вспомогательный режущий инструмент) - технологических операций (расчет режима резания, расчет нормы времени). Литература 1. Справочник технолога машиностроителя/ Под редакцией А.Г. Косиловой, Р.К. Мещерякова. – М .: Машиностроение,1985.- Т.1,2. 2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения:- 4-е изд., перераб. и доп.- Выш. школа, 1983, ил. 3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год. 4. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства» Тольятти, 1992год. 5. Методические указания Боровкова. 6. Станочные приспособления: Справочник. В 2-х т. /Ред. совет: Б.Н. Вардашкин и др. – М.: Машиностроение, 1984. – Т.1. 324 с. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 (6.2)
(6.2)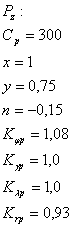
 (6.7)
(6.7)

 (6.8)
(6.8)