|
Курсовая работа: Расчет технологической детали "Втулка"
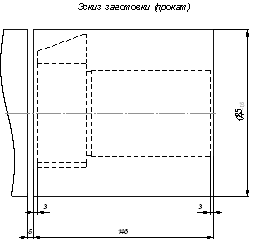
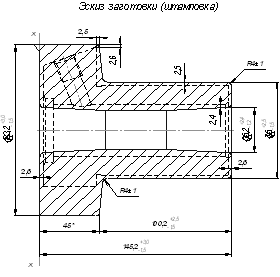
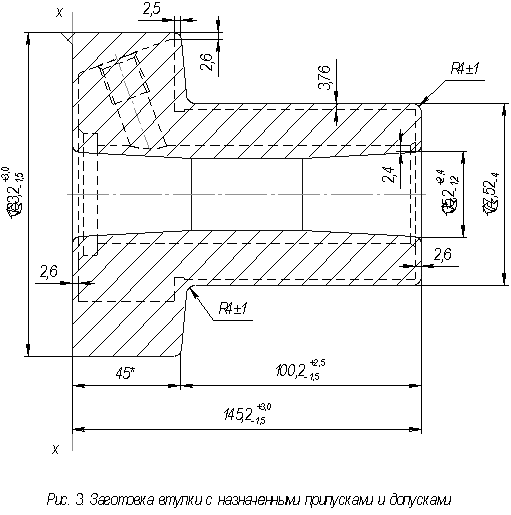
Рис. 1 6. Расчет припусков на заготовку Исходная заготовка – штамповка на ГКМ.
Масса исходной заготовки 7,54кг. Расчёт припусков на механическую обработку
будем вести для поверхности диаметром Ø70d10 Таблица 12
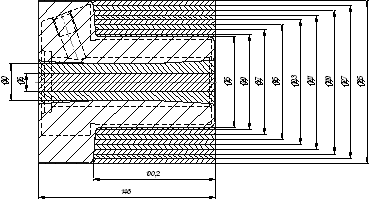
Суммарное значение пространственных отклонений, возникающих при штамповке, будут равны:
где: Δк=0,6 мкм/мм – удельная кривизна заготовок (коробление), Погрешность заготовки по смещению Суммарные отклонения расположения (пространственные отклонения) после обработки являются следствием копирования исходных отклонений, они определяются для каждого перехода. Определение промежуточных значений припусков на механическую обработку:
На основании записанных в таблице данных проводим расчёт минимальных значений межоперационных припусков, по формуле:
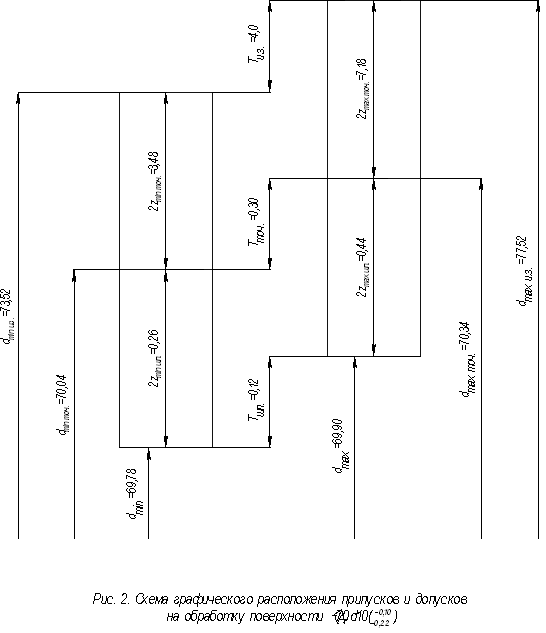
Минимальный припуск : под точение под шлифование Определяем расчетные минимальные размеры шейки золотника после каждого перехода, начиная с конечного (чертежного) размера, который получают: при шлифовании при точении для заготовки Значение допусков каждого перехода принимаются по таблицам в соответствии с классом точности обработки. Шлифование IT 10 ( Точение IT 12
( Определяем наибольшие предельные размеры прибавлением допуска к наименьшим предельным размерам:
Предельные размеры припусков определяются как разность соответствующих наибольших или наименьших размеров:
Общий припуск определяем, суммируя промежуточные припуски:
Проверка правильности выполненных расчётов:
7. Выбор и обоснование варианта маршрутного, технологического процесса Технологический маршрут обработки заготовки служит для установления последовательности выполнения технологических операций с соблюдением принципа единства и постоянства технологических баз. Для крупносерийного производства технологический процесс должен быть дифференцирован по операциям. Все операции выполняются методом получения заданной точности на настроенных станках с применением специальных приспособлений, сокращающих время на установку и снятие заготовок, а также специального и стандартного режущего инструмента. Технологический маршрут обработки втулки состоит из следующих основных операций: 005 Токарно-револьверная; 010 Токарно-револьверная; 015 Радиально-сверлильная; 020 Фрезерная; 025 Фрезерная; 030 Фрезерная; 035 Слесарная; 040 Вертикально-сверлильная; 045 Круглошлифовальная. Обоснование варианта маршрутного технологического процесса Различие двух вариантов обработки детали
заключается в 045 операции. В первом случае окончательная обработка наружной
цилиндрической поверхности Ø70d10 Произведем сравнение двух вариантов рассчитав штучно-калькуляционное время на рассматриваемую операцию. В первом случае (см. п. 11):
Во втором случае: Инструмент: Токарный проходной упорный отогнутый резец Т14К8 ГОСТ 18879-73. Глубина резания t=0,34 мм. Подача на оборот: S=0,2 мм/об. Корректируем подачу по паспортным данным станка Sд=0,18 мм/об. Скорость резания:
n = Принимаем по паспорту станка n = 360 об/мин. Vф =
Вспомогательное время на операцию:
Оперативное время на операцию:
Время на обслуживание рабочего места, отдых и личные надобности:
Штучное время на операцию:
Подготовительно-заключительное время на партию:
Штучно-калькуляционное время:
С учетом годовой программы экономия составит:
Вывод: выбираем первый вариант обработки наружной
цилиндрической поверхности Ø70d10 8. Выбор металлорежущего оборудования и его технические характеристики Выбор металлорежущего станка для операции определяется методом обработки, габаритными размерами заготовок с учетом их конфигурации, мощностью, необходимой на резание, техническими требованиями, определяющими точность и шероховатость обработанных поверхностей; производительностью и себестоимостью в соответствии с типом производства. При выборе конкретной модели станка необходимо обязательно учитывать его технические характеристики, основные из которых размерные, скоростные и силовые. Режущий инструмент необходимо выбирать в зависимости от методов обработки, свойств обрабатываемого материала, предусматриваемой точности обработки и качества поверхности. Следует отдавать предпочтение быстродействующим, автоматизированным многоместным приспособлениям, допускающим совмещение переходов, перекрытие основного и вспомогательного времени. Основные характеристики металлорежущих станков: Токарно-револьверный станок 1П365: Наибольший диаметр обрабатываемого прутка, мм 80 Наибольший диаметр заготовки над станиной, мм 500 Наибольший диаметр заготовки над суппортом, мм 320 Наименьшее и наибольшее расстояние от торца шпинделя до грани револьверной головки, мм 275–1000 Пределы чисел оборотов в минуту 34–1500 Количество ступеней чисел оборотов 12 Наибольший продольный ход револьверной головки и поперечного суппорта, мм 725 Число продольных и поперечных подач 11 Пределы продольных подач револьверной головки и поперечного суппорта, мм/об 0,045 – 1,35 Пределы поперечных подач поперечного суппорта, мм/об 0,09 – 2,7 Мощность главного электродвигателя, кВт 14 Габариты станка, мм 3320×1565×1755 Вес станка, кг 3400 Категория ремонтной сложности 32 Радиально-сверлильный станок 2Е52: Наибольший диаметр сверления по стали, мм 25 Наибольшее усилие подачи, кг 400 Расстояние от оси шпинделя до колонны, мм 313-813 Расстояние от торца шпинделя до плиты, мм 900 Конус Морзе шпинделя №3 Наибольшее вертикальное перемещение шпинделя, мм 130 Число ступеней скоростей 8 Пределы чисел оборотов в минуту 56-1400 Число ступеней подачи 3 Пределы подач шпинделя, мм/об 0,1; 0,15; 0,2 Мощность электродвигателя, кВт 2,2 Габариты станка, мм 1770×815 Категория ремонтной сложности 9 Вертикально-фрезерный станок 6М13П: Расстояние от оси или торца шпинделя до стола, мм 30-520 Расстояние от вертикальных направляющих до середины стола, мм 260-580 Расстояние от оси шпинделя до станины (вылет шпинделя), мм 450 Размеры рабочей поверхности стола, мм 800×200 Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||