|
Курсовая работа: Розробка технологічного процесу виготовлення деталі - "Корпус"· 0,2 хв - час для того, щоб встановити задане взаємне положення деталі та інструмента по координатах X, Y, Z та у разі необхідності зробити підналадку; · 0,12 хв - час для того, щоб встановити перевірити прихід деталі або інструмента в задану точку після обробки; · 0,03 хв - час для того, щоб встановити та зняти щиток від забризкування емульсією.
Сумарний допоміжний час рівний:
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби: Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування: Час на обслуговування робочого місця складе:
Час на відпочинок і особисті потреби складе:
Отже: Норма штучного часу : Для верстатів з ЧПК до норми штучного часу включається також машинно-допоміжний час при роботі верстата за програмою ТМД, який включає час на підведення/відведення деталі/інструмента від початкових точок в зону обробки, зміну величини напряму подачі, час технологічних пауз тощо:
Підготовчо-заключний час: Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В). Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6: Тп.з.А = 13 хв Час на додаткові прийоми час не витрачається, тому Тп.з.Б = 0 Час на отримання і здання інструментів працівником складає: Тп.з.В = 6 хв Таким чином: Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв) Штучно-калькуляційний час: Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
Операція 040: Свердлувальна Основний час, визначений раніше:
Допоміжний час: Допоміжний час визначається (згідно [п. ІІІ, с.15, 10]) за формулою:
· 0,12 хв - час на свердління по кондуктору, [поз. 3]; · 0,02 хв - час на ввімкнення/вимкнення обертів шпинделя, [поз. 10]; · 0,09 хв - час на зміну числа обертів шпинделя або величини подачі [поз. 13]; · 0,09 хв - час на встановлення та зняття інструменту у швидкозмінному патроні з вимкненням обертів шпинделя, [поз. 18]; · 0,09 хв - час на поворот деталі з пристроєм на кут з фіксацією, [поз. 3]; Враховуючи структуру операції: кількість змін інструменту, числа обертів шпинделя та подачі, поворотів деталі у пристрої, допоміжний час, пов’язаний з операцією, дорівнюватиме:
Сумарний допоміжний час рівний:
Час на організаційне та технічне обслуговування робочого місця, відпочинок та особисті потреби: Час на обслуговування робочого місця складається з часу на технічне обслуговування та часу на організаційне обслуговування (II група верстатів): Час на обслуговування робочого місця складе:
Час на відпочинок і особисті потреби складе:
Отже:
Норма штучного часу складає:
Підготовчо-заключний час: Підготовчо-заключний час складається з часу на наладку верстата, інструментів і пристроїв (Тп.з.А), часу на додаткові прийоми (Тп.з.Б), і часу на отримання і здання інструментів і пристроїв на початку і в кінці роботи (Тп.з.В). Підготовчо-заключний час визначається за [картою 28., с. 100, 10]. Для обробки в універсальному пристрої, при кількості встановлюваних інструментів до 6: Тп.з.А = 13 хв Час на додаткові прийоми час не витрачається, тому Тп.з.Б = 0 Час на отримання і здання інструментів працівником складає: Тп.з.В = 6 хв Таким чином: Тп.з.= Тп.з.А + Тп.з.Б + Тп.з.В = 13 + 0 + 6 = 19 (хв) Штучно-калькуляційний час: Штучно-калькуляційний час являє собою час на обробку однієї деталі з партії, розраховується з урахуванням всіх складових:
3. Організаційний розділ Форма організації роботи виробництва Вибір раціональної форми організації виробництва в цеху проводимо, виходячи з конструктивних й технологічних особливостей заданої деталі, масштабу виробництва і ступеня його спеціалізації. Враховуючи перераховані ознаки, для заданих умов найбільш раціональною формою організації виробництва є - непотокове. Для обладнання, що використовується, найбільш раціональною буде робота у дві зміни. Дійсний річний фонд роботи обладнання (в середньому) визначаємо за [табл. 5, с.23, 6]:
Уточнення серійності виробництва До табл. 3.1. зводимо розраховані у попередньому розділі норми основного, штучного та штучно-калькуляційного часу по операціям. Таблиця 3.1. Норми часу
Визначимо такт випуску деталей згідно [ф. 2, с.21, 6]:
N = 5000 шт./рік - річна програма випуску деталей; Сумарний штучний час :
Середній штучний час:
Коефіцієнт серійності визначимо згідно [ф.1, с.20, 6] :
→ виробництво середньосерійне згідно [табл., с.20, 6]. Визначення необхідної кількості обладнання Трудоємкість обробки деталі на верстатах даного типорозміру при непотоковому методі організації виробничого процесу визначається за формулою:
m - число операцій обробки на верстатах даного типорозміру 6Н13П: 6Р13Ф3: 2Р135Ф2: 2Н55: Розрахунки зводимо до табл. 3.2. Таблиця 3.2. Розрахунок потрібної кількості верстатів
Розрахункова кількість верстатів визначається діленням сумарної трудоємкості обробки всіх деталей на верстатах даного типорозміру на дійсний фонд роботи обладнання:
Отже, визначену розрахункову кількість верстатів по кожному типорозміру заносимо в табл. 3.2. Коефіцієнт завантаження обладнання рівний відношенню розрахункової кількості верстатів до прийнятої:
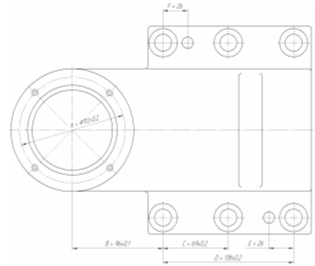
З даних табл. 3.2. очевидно, зо обладнання значно недозавантажене. Також є недоцільним використання лише одного верстату певного типорозміру. Це свідчить про те, що організація цеху (дільниці) лише для виготовлення заданої деталі є непланомірною. Тому слід довантажити виробництво іншими деталями, або збільшити програму випуску. 4. Конструкторський розділ 4.1 Обґрунтування необхідності проектування спеціального пристрою для однієї з операцій Виходячи з наведеного технологічного процесу, можна зробити висновок, що для обробки заданої деталі необхідні як універсальні, так і спеціальні пристрої. Зокрема найбільш доцільним є застосування спеціальних пристроїв на усіх трьох свердлильних операціях (030, 035, 040). Це обумовлено перш за все конфігурацією деталі та розташуванням оброблюваних отворів. В нашому випадку проектуватимемо пристосування для свердлувальної операції 030. Нескладний за своєю сутністю пристрій для цієї операції забезпечуватиме задану точність базування деталі, просте затискання і разом з тим його використання підвищить ефективність обробки, дозволить відмовитись від складних операцій розмітки. Конструкція пристосування буде досить простою та типовою, тому кінцева вартість його виготовлення буде у значній мірі перекриватися економічним ефектом від скорочення допоміжного та машинного часу, оскільки дозволить обробити необхідну кількість отворів (яка є досить значною) з однієї установки з потрібною точністю міжосьових відстаней, що надалі буде підтверджено відповідними розрахунками. 4.2 Розробка теоретичної схеми базування та затискання на заданій операції З урахуванням технічних вимог на виготовлення деталі, а також можливості їх реалізації в конструкції пристрою, розробимо теоретичну схему її базування на заданій операції. Розроблена схема позбавляє заготовку шести ступенів вільності, тобто забезпечує повне її базування. В цьому випадку для базування використовується комплект технологічних баз (установочної, направляючої та опорної): Установочною базою є площина A, яка несе на собі три опорні точки (1, 2, 3) і позбавляє заготовку трьох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо двох інших). Напрямною базою є поверхня отвору B, яка містить дві опорні точки (4, 5) і позбавляє тіло двох ступенів вільності (переміщення вздовж однієї з координатних осей та обертання навколо іншої). Опорна база в даному випадку - це поверхня торця деталі C, яка містить на собі одну опорну точку (6) і позбавляє заготовку одного ступеня вільності (переміщення вздовж однієї з координатних осей).
Рис. 4.2.1. Теоретична схема базування та затискання деталі 4.3 Розрахунок похибок базування, затискання та встановлення заготовки в пристрої. Перевірка умови забезпечення необхідної точності. Висновки Похибка базування Для розрахунку похибок базування відповідних розмірів, позначимо їх великими літерами латинського алфавіту A, B, C, D, E та F, вказуючи відповідні допуски на кожен розмір.
Похибка базування
Похибка базування для розмірів А та В однакова і визначається за формулою:
Отже,
Для розмірів С, D та F положення вимірювальної бази може змінюватися у межах допуску на розмір В, тому похибка базування обчислюється так:
Для розміру Е положення вимірювальної бази може змінюватися у межах допуску на розмір D, тому похибка базування обчислюється так:
Похибка затискання Похибка
затискання В даному випадку
похибка затискання рівна нулю ( Похибка положення заготовки в пристрої Похибка положення
заготовки Складова Складову Складова
При використанні пристроїв в серійному виробництві (як в нашому випадку) згідно [§ 2, с.22, 5] похибка положення заготовки визначається:
t = 3 - коефіцієнт, що визначає долю можливого браку, %;
Отже, з урахуванням вище наведених коефіцієнтів, похибка положення визначатиметься:
Похибка встановлення Так як
Визначимо похибку встановлення для кожного розміру :
Перевірка умови забезпечення необхідної точності обробки. Висновок Точність обробки забезпечиться лише у тому випадку, якщо похибка базування буде меншою за допуск на відповідний розмір. Допуски на розміри задані за кресленням:
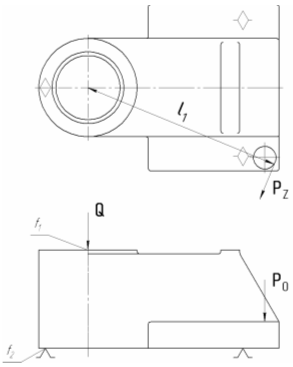
Порівнюючи знайдені значення похибок встановлення, можна зробити висновок, що для кожного розміру їх значення менше за відповідний допуск. Це свідчить про те, що прийнята конструкція пристрою є задовільною і є доцільним розробляти її далі. 4.4 Розробка загальної схеми взаємодії сил та моментів, що діють на заготовку. Визначення необхідної величини сили затискання В ході обробки на заданій (свердлувальній) операції на заготовку діють осьові сили та крутні моменти при обробці кожного отвору відповідно. Їх значення були визначені в п. 4.1.6. при знаходженні режимів обробки. Необхідна величина сили затискання заготовки в пристрої визначається при вирішенні задачі статики на рівновагу твердого тіла, що знаходиться під дією всіх прикладених до нього сил та моментів. Схему взаємодії сил та моментів складемо для найбільш несприятливого випадку - цекування отвору Æ 30, що знаходиться найдалі від місця прикладення затискної сили. Серед усіх перелічених переходів для цекування крутний момент найбільший. У цьому випадку плече буде найбільшим, а отже момент, який намагатиметься провернути заготовку, також буде найбільшим. Тому шукана сили затискання повинна бути такою, щоб протистояти йому. Попередньо подамо відомий крутний момент при цекуванні у вигляді добутку сили PZ на половину діаметру оброблюваного отвору (що видно з рисунка):
Звідси знайдемо силу PZ, яка намагається провернути заготовку відносно центру базуючого отвору:
Проаналізувавши сили, що діють на заготовку, можна зробити висновок, що осьова сила PО діє в одному напрямку із силою затискання Q і намагається притиснути заготовку до столу, а тангенційна сила PZ намагається провернути заготовку відносно осі базуючого отвору. Тому момент тертя, що створюється на відповідних поверхнях (між шайбою та поверхнею заготовки - поверхня 1, між установочно поверхнею заготовки та опорами - поверхня 2;) повинен перевищувати максимальний момент різання, який створюється силою PZ на величину коефіцієнта запасу затискання.
Рис. 4.5.1. Схема взаємодії сил та моментів, що діють на заготовку Момент різання від сили PZ :
тут Тоді рівняння взаємодії моментів різання та моментів тертя має вигляд:
На поверхні 1 між шайбою та поверхнею заготовки між момент тертя створюється лише силою затискання Q і дорівнює:
де
На поверхні 2 між шайбою та поверхнею заготовки момент тертя створюється силою затискання Q, до якої додається осьова сила PО :
де Формула для визначення моменту тертя між шайбою та поверхнею заготовки враховує лише момент тертя в лівій опорі (за рис.), моментом тертя в правій опорі нехтуємо. Отже загальне рівняння взаємодії моментів різання та моментів тертя матиме вигляд:
або
Тоді необхідна сила затискання:
Коефіцієнт запасу затискання розраховується згідно [пр.3, 16] як добуток ряду коефі-цієнтів, що враховують конкретні умови обробки:
Отже загальний коефіцієнт запасу:
Необхідна сила затискання:
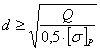
4.5 Визначення фактичної сили затискання заготовки в пристрої Згідно [§ ІІІ.2., с.44, 2] в залежності від необхідної сили затискання, визначеної в п. 4.5., і допустимого напруження гвинта на розтяг, знаходимо номінальний зовнішній діаметр різьби гвинта:
Отже, номінальний діаметр гвинта:
Приймаємо за номінальний діаметр гвинта найближчий більший із стандартного ряду:
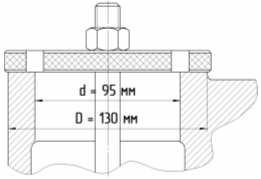
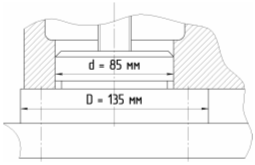
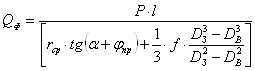
Згідно [§ ІІІ.2., с.43, 2] фактична сила затискання при прикладеній силі Р на ключі різьбового зажиму з гайкою (рис.) обчислюється за формулою:
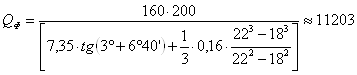
Р ≈ 160 Н - сила на ключі різьбового зажиму, що прикладається робітником; l ≈ 14d - відстань від осі гвинта до точки прикладення сили Р, мм; l ≈ 14∙16 ≈ 224 мм; Приймемо l = 200 мм;
Фактична сила затискання:
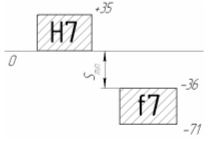
Отже, фактична сила затискання достатня для забезпечення надійного затиску заготовки. 4.6 Опис принципу роботи спроектованого пристрою Розроблене пристосування доцільно використовувати в машинобудуванні в дрібносерійному та одиничному виробництві при обробці заданої деталі типу "Корпус" та подібних їй деталей. Дане пристосування є одномісним. Воно є досить простим за конструкцією і водночас здатне забезпечити досить значну силу затискання, яка втримує заготовку від провертання під час обробки. Пристосування підвищує продуктивність праці, так як зменшується норма часу на операцію у вигляді допоміжного часу на встановлення деталі, підвищує безпеку свердлувальника на робочому місці та, найголовніше, забезпечує необхідну точність механічної обробки. Верстатне пристосування для свердління отворів працює наступним чином: Деталь базується на спеціальний ступінчастий установочний палець 1, що закріплюється на базовій плиті 2 пристрою чотирма гвинтами М8 (5). Діаметр меншої ступіні оброблений точно - ø85f7. З його допомогою забезпечується посадка заготовки діаметром ø85Н7 з гарантованим зазором, і вона, базуючись на короткий палець, позбавляється двох ступенів вільності. До обробки діаметру ø135 другої, більшої ступіні установочного пальця 1 високі вимоги щодо точності не висуваються. В цьому випадку точно обробленою є його плоска поверхня, оскільки на неї встановлюється заготовка своєю обробленою площиною. Разом з опорною пластиною 8 плоска поверхня установочного пальця 1 позбавляє заготовку ще трьох ступенів вільності. Опорна пластина кріпиться до базової плити 2 за допомогою двох гвинтів 6 діаметром М10. Останнього ступеня вільності заготовка позбавляється, спираючись на гладкий циліндричний упор 3, який кріпиться до базової плити 2 гвинтом 5 - М8. Палець 1 має різьбовий отвір, в який після встановлення на плиту заготовки, загвинчується гвинт 4, що забезпечує необхідну силу затискання. Після цього на торець деталі встановлюємо спеціальну швидкозмінну шайбу 4, в якій є відповідні пази для вільного доступу інструмента при обробці отворів М8 на даній операції. Сам пристрій кріпиться на столі верстату чотирма болтами М12. 4.7 Технічні вимоги на виготовлення конструкції пристрою Конструкція пристрою повинна перш за все забезпечити необхідну точність обробки заготовки на заданій операції. Через це до неї висуваються наступні технічні вимоги: - матеріал деталей пристрою повинен бути вибраний згідно відповідних рекомендацій в залежності від службового призначення деталі, способу її отримання, складності та ін.; - повинна бути забезпечена достатня твердість складових елементів пристрою, що є наслідком правильного вибору термічної обробки; - відповідні розміри елементів пристрою згідно креслень повинні забезпечити точність встановлення заготовки; - похибки виготовлення елементів пристрою не повинні перевищувати встановлені допустимі значення, які встановлені для уникнення неточностей взаємного розташування оброблюваних і базових поверхонь заготовки, спотворення форми поверхонь, похибки оброблюваних розмірів тощо; - шорсткості установочних поверхонь елементів пристрою повинна бути значно меншою за шорсткість відповідних поверхонь встановлюваної деталі; - для отримання заданої точності обробки деталей спроектований пристрій повинен бути достатньо жорстким; - повинен бути забезпечений вільний доступ різального інструмента до усіх оброблюваних поверхонь; Через різноманітність конструктивних особливостей деталей пристроїв матеріал і термічну обробку призначають з урахуванням наступних вимог: o недопустимі різкі зміни форми деталей; o деталі не повинні мати гострих кутів, виступів, тонкостінних кінців, надрізів; o різкі переходи деталей повинні бути заокруглені; o перерізи деталей повинні бути, по можливості, симетричними і не мати значної різниці у масі; o при складній формі деталей, по можливості, призначати тільки місцеві зони високої твердості. Конкретні технічні вимоги для кожної деталі пристрою формулюємо окремо, керуючись наведеними вище принципами, і зазначаємо на відповідних їм кресленнях. (Згідно [8] та відповідних стандартів). Література 1. Анурьев В.И. – Справочник конструктора-машиностроителя: В 3 т. Т.1. – 8-е изд., перераб. и доп. Под. ред. И.Н. Жестковой. – М.: Машиностроение, 2001. – 920 с. 2. Белоусов А.П. - Проектирование станочных приспособлений. - Изд. 2-е, перераб. и доп. - Учеб. пособие для техникумов. М., "Высш. школа", 1974. - 264 с. 3. ГОСТ 26645-85. - Оливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. 4. Кирилович В.А., Мельничук П.П., Яновський В.А. - Нормування часу та режимів різання для токарних верстатів з ЧПК: Навчальний посібник для студентів машинобудівних спеціальностей / Під заг. ред. В.А. Кириловича. - Житомир: ЖІТІ, 2001. - 600 с. 5. Корсаков В.С. - Основы конструирования приспособлений: Учебник для вузов. - 2-е изд., перераб. и доп. - М: Машиностроение, 1983. - 277 с. 6. Курсовое проектирование по технологии машиностроения./Под ред. А.Ф. Горбацевича. – Минск, Высш. шк., 1975. – 288 с. 7. Мельничук П.П., Боровик А.І., Лінчевський П.А., Петраков Ю.В. – Технологія машинобудування: Підручник. – Житомир: ЖДТУ, 2005. – 882 с. 8. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство.- Изд. 2-е, М: Машиностроение, 1974. – 426 с. 9. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с. 10. Петров П.В. – Расчет оливки и оценка способа литья. - Методические указания для выполнения практической работы по дисциплине "Технология приборостроения". – Новосибирск, ИИОТ СГГА, 2005. 11. Проектирование и производство заготовок в машиностроении: Учеб. Пособие / П.А. Руденко, Ю.А. Харламов, В.М. Плескач; под общ. ред. В.М. Плескача. – К.: Выща шк., 1991. – 247 с. 12. Справочник по чугунному литью./Под ред. д-ра техн. наук Н.Г. Гришовича. – 3-е изд., перераб. и доп. – Л.: Машиностроение, 1978. – 758 с. 13. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т1 - 656 с., Т2 - 496 с. 14. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т.1 / Под ред. Б.Н. Вардашкина, А.А. Шатилова, 1984. - 592 с. 15. Станочные приспособления: Справочник. В 2-х т. / Ред. совет: Б.Н. Вардашкин (пред.) и др. - М.: Машиностроение, 1984. - Т.2 / Под ред. Б.Н. Вардашкина, В.В. Данилевского, 1984. -656 с. 16. Яновський В.А., Сніцар В.Г. - Технологічна оснастка: Практичні заняття. Навчально-методичний посібник. - Житомир: ЖДТУ, 2005. - 118 с. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 хв.
хв. , де
, де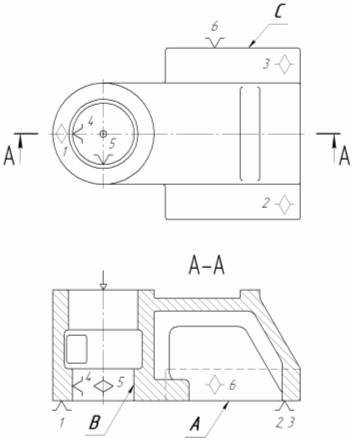

 , де
, де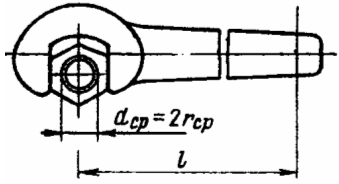
 (Н)
(Н)