|
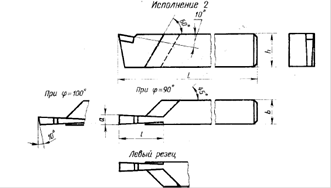
Курсовая работа: Проектирование инструментов для детали"Вал"В данном курсовом проекте предлагается заменить металлорежущий инструмент используемый в базовом технологическом процессе производства детали «Вал» с целью снижения себестоимости готового изделия а также повышения производительности производства в ряде технологических операций. В соответствии с заданием в данном курсовом проекте предлагается спроектировать инструмент используемый для обработки следующих поверхностей детали: – резьба М20×1,5–6Н; – наружная поверхность Ø60k6 – канавка под выход шлифовального круга шириной 5 мм; – коническое отверстие под углом 60˚. В качестве инструмента для нарезки резьбы М20×1,5–6Н предлагается использовать метчик машинный для глухих отверстий с укороченной рабочей частью. Конструкция данного метчика позволяет получить резьбу заданного класса точности за один проход, что позволит сократить время на технологическую операцию. Получение наружной поверхности Ø60k6, которая служит посадочным местом под подшипник, предлагается выполнить за 2 технологические операции: точение – токарным проходным упорным резцом с пластиной из твердого сплава, что обеспечивает высокую стойкость инструмента и позволяет повысить производительность операции за счет увеличения скорости резания и подачи; чистовое наружное шлифование – шлифовальным кругом прямого профиля, для получения необходимых допусков размеров соответствующих заданной переходной посадке. Канавку под выход резьбы М56×2–6g предлагается выполнить фасонным канавочным резцом соответствующим профилю канавки. Точение производить врезной подачей на заданную глубину что также позволит сократить время на технологическую операцию и получить заданный профиль канавки. Обработку конического отверстия под углом 60˚ целесообразно производить с помощью зенковки центровочной для центровых отверстий с углом конуса 60˚ без предохранительного конуса, что упрощает конструкцию инструмента а соответственно затраты на его изготовление. Проектирование инструмента для обработки поверхности Ø60k6 В качестве инструмента для точения по наружному диаметру применяем – проходной упорный резец с пластиной из твердого сплава. Материал пластины Т15К6; Геометрические параметры резца: Угол профиля φ=90˚; Передний угол γ=10˚; Задний угол α =10˚; Угол наклона главного лезвия λ= -5˚; Радиус при вершине резца 1 мм; Сечение державки резца h×b=25×16; Назначение режимов резания на точение по наружному диаметру Ø60,6 Выбираем глубину резания t: Припуск на обработку составляет Р=Dзаг-d/2=72–60,6/2=5,7 мм; Точение производить за 2 прохода t1=4 мм; t2=1,7 мм; Подача при черновом точении S=0.75 мм/об; Скорость резания:
где Тогда Частота вращения шпинделя:
nст=800 об/мин; Скорость резания уточняем по формуле:
Скорость подачи:
Проверка назначенного режима резания: Выбранные режимы резания s, t и v необходимо проверить по мощности станка и по допустимому усилию привода подач. Резание возможно, если выполняется условие:
где
Эффективная мощность резания вычисляется по зависимости [1, с. 271].:
где
Здесь
Условие Определение длины рабочего хода. Длина
рабочего хода определяется: где
Определение основного времени обработки. Основное время обработки определяется по формуле:
где i – число рабочих ходов.
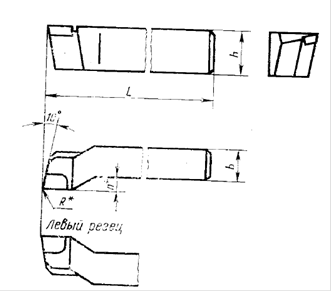
В данной таблице приведены режимы резания на черновое и получистовое точение проходным упорным резцом по наружному диаметру. Рассчитываем размеры державки упорного проходного резца. Произведем проверочный расчет сечения державки резца на допускаемую стрелу прогиба при максимальном вылете резца. 1. Определяем изгибающий момент, действующий на резец:
где: PZ – вертикальная составляющая силы резания. ℓР = 1.5·h – максимальный вылет резца. 2. Выбираем марку твердого сплава режущей пластины, величины подачи и скорость резания: Марка твердого сплава: Т15К6 Подача: Скорость
резания:
где: Vтабл – табличное значение скорости резания, принимаем Vтабл = 115 м/мин. К1 – коэффициент, учитывающий обрабатывающий материал, принимаем К1 = 0,75 К2 – коэффициент, учитывающий поверхность обрабатываемого материала, принимаем К2 = 2,0 К3 – коэффициент, учитывающий твердость пластины, принимаем К3 = 1 К4 – коэффициент, учитывающий главный угол в плане, принимаем К4 = 1
3. Сила резания:
где:
К1 – коэффициент, учитывающий зависимость от твердости обрабатываемого материала, принимаем К1 = 0.85 К2 – коэффициент, зависящий от скорости резания и переднего угла, принимаем К2 = 1,0
4. Определение высоты державки.
где:
резца из Стали 45.
Принимаем
державку с размерами
5. В соответствии с ГОСТ 18879 – 85 выбираем основные размеры державки:
h=25 мм; b=16 мм; L=140 мм; n=7 мм. 4. Определяем углы наклонов опорной поверхности державки:
Угол наклона опоры поверхности:
Угол наклона плоскости:
Расположение опорной поверхности под пластину в державке резца. 6. Проверяем допускаемую стрелу прогиба державки резца:
где:
Следовательно, прогиб резца не будет влиять на процесс резания. Размеры режущей пластины выбираем в соответствии с ГОСТ 25426–82. Произведем подбор шлифовального круга: Используем плоский круг прямого профиля. По ГОСТ 2424–83 принимаем: Диаметр шлифовального круга D = 400 мм; Ширина круга В=20 мм; Диаметр посадочного отверстия d = 127 мм; Материал зерна – электрокорунд белый – 25А, Размер зерен – 25Н (для чистового шлифования); Твердость круга – С1 Условное обозначение структуры круга – 6; Материал связки – К5 (керамическая); Предельная скорость шлифования – V = 35 м/с, Класс точности круга – А, 2 кл. (чистовое шлифование) По выбранным параметрам маркировка круга имеет вид: 1 400х40х127 25А 25-Н C2 6 К5 35 м/с А2кл. ГОСТ 2424–83 Назначение режимов резания для шлифования: Скорость резания:
Выбираем
Глубина резания: t = 0,001 – 0,005 мм; выбираем t = 0,005 мм Скорость вращения заготовки VЗ = 30 м/мин;
Выбираем
Проектирование инструмента для обработки канавки под выход резьбы В качестве инструмента для точения канавки под выход резьбы используем фасонный канавочный резец с пластиной из твердого сплава. Материал пластины Т15К6 ГОСТ 2209–82; Материал державки резца Сталь 45 ГОСТ 1050–88 Геометрические параметры резца: Передний угол γ=12˚; Задний угол α =10˚; Ширина пластины b=5 мм; Сечение
державки резца h×b=25×16; Выбираем глубину резания t: Припуск на обработку составляет Р=Dзаг-d/2=56–53/2=1,5 мм; Точение производится при врезной подаче S=0.09 мм/об; Скорость резания:
где Тогда Частота вращения шпинделя:
nст=50 об/мин; Скорость резания уточняем по формуле:
Скорость подачи:
Проверка назначенного режима резания: Выбранные режимы резания s, t и v необходимо проверить по мощности станка и по допустимому усилию привода подач. Резание возможно, если выполняется условие:
где
Эффективная мощность резания вычисляется по зависимости [1, с. 271].:
где
Здесь
Условие Определение основного времени обработки. Основное время обработки определяется по формуле:
Расчет размеров державки канавочного резца Произведем проверочный расчет сечения державки резца на допускаемую стрелу прогиба при максимальном вылете резца. 1. Определяем изгибающий момент, действующий на резец:
где: PZ – вертикальная составляющая силы резания. ℓР = 1.5·h – максимальный вылет резца. 2. Выбираем марку твердого сплава режущей пластины, величины подачи и скорость резания: Марка твердого сплава: Т15К6 Подача: Скорость
резания:
где: Vтабл – табличное значение скорости резания, принимаем Vтабл = 80 м/мин. К1 – коэффициент, учитывающий обрабатывающий материал, принимаем К1 = 0,75 К2 – коэффициент, учитывающий поверхность обрабатываемого материала, принимаем К2 =2,0 К3 – коэффициент, учитывающий твердость пластины, принимаем К3 =0,8 К4 – коэффициент, учитывающий главный угол в плане, принимаем К4 = 1
3. Сила резания:
где:
К1 – коэффициент, учитывающий зависимость от твердости обрабатываемого материала, принимаем К1 = 0.85 К2 – коэффициент, зависящий от скорости резания и переднего угла, принимаем К2 = 1,0
4. Определение высоты державки.
где:
Принимаем
державку с размерами
5. В соответствии с ГОСТ 18879 – 85 выбираем основные размеры державки:
h=25 мм; b=16 мм; L=140 мм; 5. Проверяем допускаемую стрелу прогиба державки резца:
где:
Следовательно, прогиб резца не будет влиять на процесс резания. Проектирование инструмента для нарезания резьбы М20×1,5–6Н В качестве инструмента для нарезки резьбы М20×1,5–6Н предлагается использовать метчик машинный для глухих отверстий с укороченной рабочей частью. Материал рабочей части Р6М5 ГОСТ 19265–88; Материал хвостовика сталь 45 ГОСТ 1050–88 Геометрические параметры метчика: Номинальный диаметр резьбы М20; Количество перьев n=4; Ширина пера b=4.84; Угол конуса рабочей части φ=12˚; Передний угол γ=10˚; Задний угол α =10˚; Высота затыловки К=2,7 Назначение
режимов резания на нарезание резьбы М20×1,5–6Н:
где Тогда Технические характеристики токарного патронно-центровой станка с числовым программным управлением 16Б16Т1
Станки токарные патронно-центровые модели 16Б16Т1 (SAMAT 135 NC). На станках обеспечивается выполнение всего объема работ, производимого на универсальных станках, без дополнительных приспособлений и наладок, в автоматическом цикле. Оснащен 8/6-позиционной инструментальной головкой. Система ЧПУ обеспечивает ввод программ обработки, как с пульта оператора, так и с внешнего электронного носителя. Класс точности – П. Табл. 8
Список литературы 1. Справочник технолога-машиностроителя, Т2/ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 2003, -943 с. 2.РИ Курсовое и дипломное проектирование: справочник/ Под ред. Е.Э. Фельдштейн.: Дизайн ПРО, Минск, 2002. 320 с. 3. Краткий справочник металлиста / Под общ. ред. К78 П.Н. Орлова, Е.А. Скороходова. – 3-е изд., перераб. и доп. – М.: Машиностроение, 1986 – 960 с.: ил. 4. Проектирование металлорежущих инструментов/ Под ред. И.И. Семенченко. – М.: Машиностроение, 1962. 5. Режущий и вспомогательный каталог для ГПМ. Каталог. 1988. 6. Справочник инструментальщика / И.А. Ординарцев и др. – М.: Машиностроение, 1987. – 845 с 7. Курсовое проектирование по технологии машиностроения. Под ред. А.Ф. Горбацевича. Минск, «Вышэйш. школа», |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 [1, табл. 22, с. 273].
[1, табл. 22, с. 273].