|
Реферат: Станки с числовым программным управлением (ЧПУ)Быстрое перемещение обеспечивается двумя двигателями. Пневматическое устройство закрепления инструмента гарантирует надежное измерение и высокую точность. Высокоточная шкала по обеим осям.
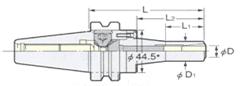
Рис.40.Цифровой дисплей. ОПРАВКИ С ПОДАЧЕЙ СОЖ Японская компания NIKKEN выпускает два вида оправок с подачей СОЖ: со сквозной подачей через оправку и с подачей СОЖ через фланец.
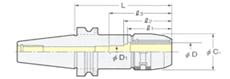
Рис.41.оправка NIKKEN со сквозной подачей СОЖ
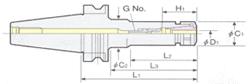
Рис.42.оправка NIKKEN с подачей СОЖ через фланец Оправки NIKKEN могут использоваться при подаче СОЖ под высоким давлением (до 7 МПа). Они используются в стандартных сверлильных патронах, фрезерных патронах, а также в оригинальных патронах NIKKEN: SLIM CHUCK, MINI-MINI CHUCK, DREAM-CUT HOLDER.
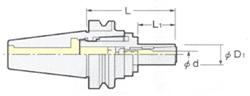
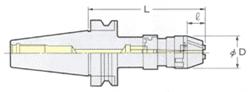
Фрезерный патрон NIKKEN с подачей СОЖ
Рис.42.Фрезерный патрон NIKKEN с подачей СОЖ • Максимальное давление СОЖ - 7 МПа.
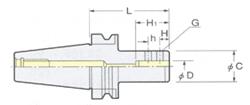
Патрон SLIM CHUCK с подачей СОЖ
Рис.43.Патрон SLIM CHUCK с подачей СОЖ
• Максимальное давление СОЖ - 7 МПа. • Простой дизайн, малый диаметр патрона. • Высокая скорость вращения. • Высокая точность.
Оправка DREAM-CUT HOLDER с подачей СОЖ
Рис.44. Оправка DREAM-CUT HOLDER с подачей СОЖ • Максимальное давление СОЖ - 7 МПа. • Эффект гашения вибрации. • Высокая скорость.
Патрон MINI-MINI CHUCK с подачей СОЖ
Рис.45.Патрон MINI-MINI CHUCK с подачей СОЖ • Максимальное давление СОЖ 7 МПа. • Скорость вращения до 30000 об/мин, балансировка G2.5 • Биение в пределах 3 мкм.
Сверлильный патрон NIKKEN с подачей СОЖ
Рис.46.Сверлильный патрон NIKKEN с подачей СОЖ
• Максимальное давление СОЖ 1 МПа.
Опрпавка с боковым зажимом (для сверления)
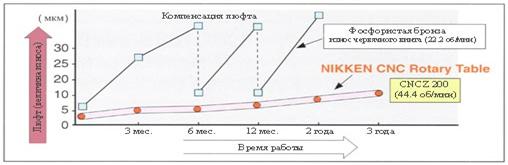
Рис.47.Опрпавка с боковым зажимом (для сверления) Максимальное давление СОЖ - 7 МПа. ПОВОРОТНЫЕ СТОЛЫ CNC Японская компания NIKKEN, без преувеличения является мировым лидером по производству станочных поворотных столов. Исключительная надежность, безупречное качество и длительный срок эксплуатации - вот те качества, благодаря которым столы NIKKEN заслужили признание во всем мире. Поворотные и поворотно-наклонные столы позволяют добавить одну или две контролируемые оси к существующему станку. CNC столы NIKKEN для станков и обрабатывающих центров благодаря своему высокому качеству допускают работу под нагрузкой в течении 24 часов в сутки. Червяк из высококачественной углеродистой стали прекрасно работает при высоких скоростях вращения. Червячное колесо поворотных столов NIKKEN изготовлено из специальной стали, а зубья подвергнуты ионному азотированию. Твердость поверхности зубьев червячного колеса - HV-930 (на глубину 0,1 мм), твердость сердцевины зуба - HRC36. Такая обработка обеспечивает восприятие поворотным столом высоких нагрузок на протяжении длительного времени без ухудшения качества и точности обработки детали. По сравнению с поворотными столами, в которых установлены червячные колеса из традиционных материалов (фосфористая бронза, алюминевая бронза), столы NIKKEN обладают более высокой стойкостью к нагрузкам и гораздо большей долговечностью. Степень износа червячной передачи NIKKEN во много раз ниже аналогичной других производителей, изготовленной, например, из фосфористой бронзы (см рисунок).
Рис.48.Степень износа червячной передачи NIKKEN Опыт компании NIKKEN в разработке зубчатых зацеплений и глубокое изучение работы колесно-червячной пары позволили создать высокоскоростные поворотные столы со скоростью вращения планшайбы до 44,4 об/мин. Вращение червячного винта создает масляную пленку, препятствующую контакту металл-металл, удаляющую продукты износа, позволяющую получить высокую жесткость системы и добиться высокой износоустойчивости. Компания NIKKEN использует в создании поворотно-наклонных столов технологии, запатентованные в Японии, США и Европе. Благодаря этим новейшим разработкам, 5-и осевые столы NIKKEN отличаются от аналогов отсутствием вибрации при любом угле наклона и прекрасно подходят для одновременной многоповерхностной обработки деталей, включая силовое сверление и торцевое фрезерование. Условно поворотные и поворотно-наклонные столы NIKKEN можно разделить на несколько типов. Вот некоторые из них:
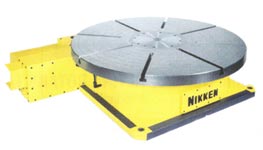
Рис.49.Горизонтальный поворотный стол NIKKEN
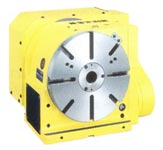
Рис.50.Поворотный стол NIKKEN
Рис.51.Поворотный стол с возможносью наклона вручную от 0° до 90°.
Рис.52.Поворотный стол с задним расположением двигателя.
Рис.53.Поворотно-наклонный стол NIKKEN (5-и осевой поворотный стол).
Рис.54.Поворотный стол высокой жесткости и точности.
Рис.55.Многошпиндельный поворотный стол NIKKEN.
Рис.56.Поворотный стол с верхним расположением двигателя.
Рис.57.Многошпиндельный поворотно-наклонный стол NIKKEN (многошпиндельный 5-и осевой поворотный стол). NIKKEN выпускает круглые столы различных размеров и с разными характеристиками. Начиная от компактных поворотных столов с диаметром планшайбы от 105 мм (вес стола всего 30 кг), заканчивая горизонтальными поворотными столами с диаметром планшайбы до 1200 мм, весом 1300 кг. Максимальная скорость вращения для некоторых моделей столов - 44,4 об/мин. Высокоскоростные поворотные столы серии Z подходят для высокоскоростного фрезерования поверхности лопаток турбин. Внешние присоединительные размеры столов могут быть различными в зависимости от типа привода. 5.Серия Mynx NM (Doosan)
Рис.58. серия Mynx NM (Doosan) Новый стандарт конструкции вертикальных обрабатывающих центров, обеспечивающий повышенную производительность, высокую точность и непревзойденные рабочие характеристики. Техническая информация
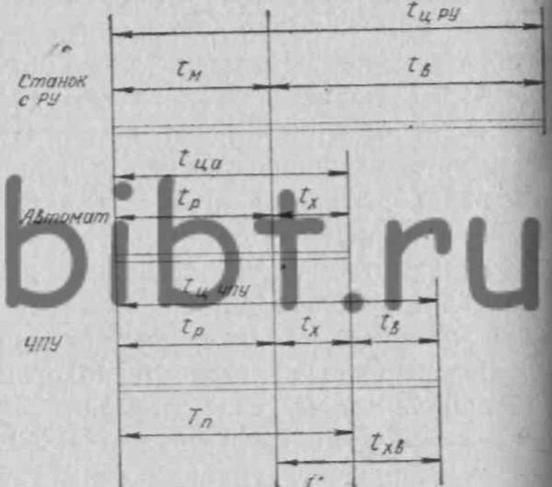
Рис.59.Техническая информация 6.Организация работы оператора многоцелевых станков с ЧПУ Функции обслуживающего персонала на станках с ЧПУ сводятся к установке, закреплению и выверке приспособлений и инструмента, вводу программ или к установке программоносителей и заготовок, замене режущего инструмента, снятии обработанных деталей и наблюдению за работой станка. На МС с ЧПУ смена режущего инструмента автоматизирована. Как правило, станки с ЧПУ обслуживают оператор и наладчик, между которыми возможны два варианта распределения обязанностей. По первому варианту наладку, переналадку и одналадку выполняет наладчик, а оперативную работу и контроль за работой станка - оператор. По второму варианту наладку и переналадку осуществляет наладчик, а подналадку, оперативную работу и контроль за работой - оператор. Функции наладчика более сложны и обширны, чем оператора. В них входят приемка и осмотр оборудования, подготовка инструмента и приспособлений к наладке, ввод управляющей программы, наладка, подналадка и контроль исправности оборудования, инструктаж рабочего-оператора. Оператор для обеспечения безопасности труда обязан соблюдать правила, характерные для конкретных видов работ. Перед началом работы оператор должен: проверить работоспособность станка, а для этого с помощью тест - программ проконтролировать работу устройства ЧПУ и самого станка, убедиться в подаче смазки, в наличии масла в гидросистеме, проверить работу ограничивающих упоров; проверить надежность закрепления приспособлений и инструментов, соответствие заготовки требованиям технологического процесса, отклонение от точности настройки нуля станка (не должно превышать норму); отклонение по каждой из координат, а также биение инструмента в шпинделе станка; перед началом работы по программе включить автомат "Сеть", установить заготовку и закрепить ее, ввести в УЧПУ управляющую программу, заправить магнитную ленту или перфоленту в считывающее устройство, нажать кнопку "Пуск" и обработать первую заготовку по программе. Проверить качество обработки первой заготовки на соответствие чертежу. Не допускается устанавливать и обрабатывать на станке заготовки, масса которых превышает допустимую массу, указанную в паспорте станка. Габаритные размеры и планировка помещений должны обеспечивать свободный доступ ко всем уздам и устройствам станков с ЧПУ во время их работы. Одним из непременных условий, обеспечивающих безопасность труда оператора станков с ЧПУ, является освещенность помещения (200 лк при люминесцентных лампах и 150 лк при лампах накаливания). Уровень освещенности для станков с ЧПУ классов точности В и А должен быть еще выше. 7.Технологии обработки деталей на многоцелевых станках с ЧПУ 1. Назначение технологического процесса. При обработке деталей на станках с ручным управлением операционный процесс предназначен для рабочего, обслуживающего станок. Полнота разработки этого процесса технологами зависит от типа производства. При массовом производстве техпроцесс разрабатывается наиболее полно, при серийном производстве степень детализации уменьшается, а при единичном производстве операционный технологический процесс представляется технологами исполнителям схематически или не представляется вовсе. Имеется в виду, что универсальный станок обслуживает рабочий высокой квалификации, который самостоятельно способен выбрать инструмент, приспособления, режимы резания и порядок обработки заготовки и обеспечить требуемое качество детали. Во всех случаях действия технолога корректирует рабочий, обслуживающий станок. Если изменились условия обработки (вид заготовки, припуск на обработку, вид оборудования или инструментальной оснастки и др.), рабочий самостоятельно так изменяет параметры технологического процесса, чтобы обеспечить выполнение конечной цели — получение годной детали. Положение изменяется, если рассматривать станок с ЧПУ. Техпроцесс предназначен в этом случае для программиста, который составляет управляющую программу. Отсюда вне зависимости от величины серии требуется весьма тщательная проработка всех элементов техпроцесса, включающая траекторию инструмента. Вся работа выполняется до обработки на стадии программирования. Это требует развитую нормативную базу для обоснованного выбора всех элементов технологического процесса: станка с ЧПУ; режущего инструмента (материала, типа, размера, конструкции и геометрии); вспомогательного инструмента; приспособлений; структуры техпроцесса; режимов резания; норм времени; квалификации рабочего и др. 2. Роль рабочего. Качество изделия и производительность обработки при обслуживании станков с ручным управлением определяются квалификацией рабочего, обслуживающего станок. При использовании станков с ЧПУ качество обработки зависит от качества управляющей программы. Отсюда снижаются требования к квалификации рабочего, облегчается его подготовка, сокращается срок обучения. Это важное преимущество станков с ЧПУ при остром дефиците рабочих - станочннков. Но одновременно повышаются требования к качеству программ. Эффективное использование станков с ЧПУ предъявляет высокие требования к службе подготовки управляющих программ. 3. Полуавтоматический цикл обработки. При обслуживании станков с ручным управлением (рис. 60) оперативное время (время цикла)
где
Автоматы
имеют длительность цикла где
Обозначим
Где
Пусть
Рис.60. Цикл обработки при различной степени ее автоматизации Пусть
Повышение производительности — в 2,57 раза. Станок
с ЧПУ работает по полуавтоматическому циклу. У него различают время рабочих и
холостых ходов и вспомогательное время ( Суммарное
время холостых и вспомогательных движений При
где
Пусть
Полуавтоматический цикл означает, что рабочий должен быть освобожден от непосредственного участия в процессе обработки. Для этого требуется: · высокая надежность системы СПИД; · стабильность процесса обработки. 4. Высокая надежность системы СПИД. Станок С, приспособление П, инструмент И и деталь Д в процессе обработки находятся в диалектическом единстве, образуют единую систему. Надежность любой системы выражается периодом безотказной работы — наработкой на отказ. Отказ выражается в том, что параметры системы выходят за допустимые пределы. Возникновение отказа требует вмешательства рабочего. При обслуживании станка с ручным управлением рабочий постоянно контролирует ход технологического процесса, при появлении отказов рабочий немедленно вмешивается и восстанавливает требуемый ход процесса. При наличии автоматического цикла рабочий не принимает непосредственного участия в ходе технологического процесса. Отсюда резко повышаются требования к надежности функционирования системы СПИД. Станки с ЧПУ имеют более высокие нормы точности, им необходим более высокий уровень жесткости и надежности всех узлов и элементов. 5. Стабильность процесса обработки. Стабильность определяется размахом колебаний параметров системы СПИД. К параметрам относятся прочность, жесткость, износ и другие свойства элементов системы СПИД, режимы резания, геометрия инструмента и т. д. В процессе обработки одной детали или партии указанные параметры не остаются постоянными. Чем меньше пределы изменения параметров, тем более стабильной является система СПИД. При обработке деталей на станке с ЧПУ необходимо стабилизировать: параметры заготовки (припуски, свойства материала, состояние поверхностного слоя и др.); параметры инструмента (свойства материала, твердосплавной пластины, геометрию); параметры станка (точность, жесткость, виброустойчивость и др.); дробление стружки; эффективную размерную настройку инструмента (вне станка на специальных приборах размерной настройки или на станке); режимы резания и т. д. 6. Концентрация обработки. Принцип концентрации обработки заключается в том, чтобы весь объем обработки выполнить на одной или ограниченном числе операций. При этом уменьшается число операций техпроцесса и, соответственно, затраты времени на транспортирование, складирование, установку и закрепление заготовок. Наличие многопозиционных револьверных головок и инструментальных магазинов и возможность автоматической смены инструмента позволяют создавать такие инструментальные наладки, чтобы максимально концентрировать обработку на одной двух операциях. На рис. 61 показаны: а — заготовка; б — заготовка после обработки с одной стороны; в — готовая деталь; г — инструментальная наладка для обработки детали.
Рис.61. Концентрация обработки Список литературы 1. В.И. Комиссаров, Ю.А. Фильченок, В.В. Юшкевич. Размерная наладка станков с ЧПУ на роботизированных участках, Владивосток, ДВПИ, 1985. 2. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ. Справочник, Л., Машиностроение, 1990,-592с. 3. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ. Часть II, М., Экономика, 1990г., -474с. 4. Интернет-сайт технической литературы www.bibt.ru 5. Интернет-сайт по многоцелевым станкам с ЧПУ www.cftech.ru |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||