|
Дипломная работа: Размольно-подготовительный отдел фабрики по производству бумагиНа дисковых мельницах осуществляют следующие виды размола волокнистых материалов: 1.Предварительный размол - осуществляется в варочных цехах с целью разделения сучков, костры и непроваренной щепы на волокна. 2.Размол щепы - осуществляется оря производстве различных видов древесной массы (термомеханическом, химико-термомеханическом и т.п.) и при размоле полуцеллюлозы высокого выхода. 3. Размол отходов сортирования целлюлозного и древесномассного производства, 4. Массный размол - осуществляется в размольно-поодготовительных цехах для придания размалываемым волокнам определенных технологических свойств. 5. Окончательный размол или "выравнивание" массы - осуществляется перед подачей массы на бумаго- или картоноделательную машину для расщепления сгустков волокон в массе. Основным видом размола, применяемым на всех предприятиях, выпускающих бумагу и картон, является массный размол. Массный размол может проводиться как при низкой концентрации (2-6 %), так и при высокой (10-13 %). Оптимальным режимом работы дисковых мельниц считается такой.при котором прирост степени помола за одну ступень составляет 5-15 ○ ШР. При этом для трудноразмалываемых материалов (сульфатная, хлопковая целлюлоза и др,) рекомендуется прирост степени помола 5-8°ШР за одну ступень, а для легкоразмалываемых (сульфитной целлюлозы, нейтральносульфитной полуцеллюлозы и др.) рекомендуется - 8-15°ШР. Необходимое количество дисковых мельниц определяется по затратам энергии на размол. Для расчета используют показатель удельного расхода энергии Ао, показывающий, сколько энергии нужно затратить, чтобы повысить степень помола I т полуфабриката на 1°ШР. Этот показатель практически не зависит от типа размалывающего оборудования и определяется только видом полуфабриката. Значения удельных расходов энергии для основных видов полуфабрикатов в зависимости от глубины процесса размола приведены в табл.3. Таблица 3 Средние значения удельных расходов энергии (А0) при размоле основных видов полуфабрикатов
3.2. Выбор оборудования для размола полуфабрикатов Размалывающее оборудование предназначено для разделения полуфабрикатов на волокна, их измельчения, фибрилляции, гидратации и придания им ряда определённых свойств. Для размола полуфабрикатов применяются различные виды оборудования: дисковые и конические мельницы, роллы, пульсационные мельницы и т.п. В настоящее время на предприятиях, вырабатывающих массовые виды бумаги и картона, применяются почти исключительно дисковые мельницы. Широкое их применение объясняется рядом преимуществ: возможностью размола массы при высокой концентрации (до 40%) ; повышением однородности получаемой массы ; меньшими габаритами и удобством обслуживания; значительно большей мощностью одного агрегата и снижением удельного расхода электроэнергии на 15- 25 % по сравнению с коническими мельницами. Применяем следующую дисковую мельницу. Таблица 4
Расход электроэнергии на размол полуфабриката определяется по формуле, кВт*ч/сут А = А0 * Q (ПК – ПН) где А0 – удельный расход энергии ,кВт*ч/т*○ШР (из табл. 5) Q – количество воздушносухого полуфабриката, направляемого на размол, т; ПК и ПН - конечная и начальная степень помола массы, ○ШР Суммарный расход электроэнергии на размол (А) составит: А = 5* 200 (30-14) = 16000 кВт*ч/сут Далее определяется суммарная мощность электродвигателей дисковых мельниц (МЭД) с учётом круглосуточной работы мельниц: А 16000 МЭД = ----------------- = --------------- = 766 кВт τ * η 24 * 0,87 где τ – количество часов работы мельницы в сутки (24 час) η - коэффициент загрузки электродвигателей (0,85 – 0,90) Определяем количество ступеней размола полуфабриката (n)^ ПК – ПН 30 -14 n = ---------------- = ------------------- = 1.6 ∆ ○ШР 10 где ∆ ○ШР- рекомендуемый прирост степени помола полуфабриката за одну ступень. Распределение мощности между ступенями размола может быть различным и определяется принятым технологическим режимом. Допустим, что 60 % мощности расходуется на первой ступени размола, а остальные 40 % на второй, тогда суммарная мощность электродвигателей мельниц первой ступени будет равна: МЭД1 = МЭД * 0,6 = 766 * 0,6 = 460 кВт а для второй ступени:
МЭД2 = МЭД * 0,4 = 766 * 0,4 = 306 кВт Принимаем для размола мельницы МДС – 17 с электродвигателями мощностью по 250 кВт. Тогда количество мельниц, необходимых для первой ступени размола, составит 460 /250 = 2 шт.С учётом резерва необходимо предусмотреть установку 3 мельниц. Для второй ступени размола соответственно 306 / 250 = 2 . С учётом резерва устанавливаем 3 шт. МДС -1 7. 3.3. Выбор оборудования для сортирования, очистки и сгущения массы Перед изготовлением бумаги и картона волокнистую массу необходимо очистить от различного вида загрязнений. Загрязнения. Имеющие плотность большую чем волокна (песок, уголь, металл и т.п.) , обычно удаляют на вихревых очистителях, а также загрязнения, как непровар, сучки, костра, сгустки волокон удаляются в различных сортировках. Для сортирования волокнистой массы перед бумаго-и картоноделательными машинами применяются центробежные и напорные сортировки. Центробежные сортировки (типа СЦ) применяются для тонкого сортирования сульфитной целлюлозы, сульфатной целлюлозы, полуцеллюлозы, древесной и макулатурной массы. Таблица 5 Техническая характеристика центробежной сортировки
Очень широкое применение на современных предприятиях получили вихревые очистители. В России они выпускаются двух типов: ОМ – для грубой очистки массы концентрацией до 5% и ОК в основном для тонкой очистки массы концентрацией до 1%. Вихревые очистители Ом чаще всего используют для грубой очистки макулатурной массы. Очистители ОК -01 применяют для очистки полуфабрикатов , в которых строго регламентируется сорность, ОК- 02 для очистки древесной массы и некоторых видов целлюлозы, очистители Ок – 04 – перед бумаго –и картоноделательными машинами, а ОК -08 – для грубой очистки массы. Для снижения потерь волокна с отходами от вихревых очистителей они компонуются в установки (УВК) , состоящие из нескольких последовательных ступеней. Выпускаемые у нас в стране установки – трёхступенчатые, укомплектованные очистителями ОК – 01, ОК-02 или ОК-04. Оптимальная концентрация массы, подаваемой на установки вихревых очистителей , - 0,5- 0,7 %. Следует отметить, что установки УВК … 0,4, применяемые в основном перед бумаго –и картоноделательными машинами, позволяют не только очистить, но и провести одновременную деаэрацию массы, что положительно сказывается на работе машины и качестве получаемой продукции. Таблица 6 Техническая характеристика очистителя ОМ -01
В целлюлозно – бумажном производстве часто применяется операция сгущения волокнистой суспензии. Для её осуществления применяются барабанные бесшаберные (для сгущения целлюлозы) и шаберные (преимущественно – для древесной массы) сгустители для повышения концентрации массы от 0,2 до 7 %, барабанные сгустители с подачей массы внутрь барабана и сгущающие транспортёры до концентрации 4-7 5, двухбарабанные сгустители для сгущения массы до концентрации 20-50 %. Более перспективными в настоящее время считаются двухбарабанные сгустители. Производительность сгущающего оборудования зависит от следующих основных факторов: степени помола, концентрации, температуры и вида волокнистой массы. Таблица 7 Техническая характеристика шаберного сгустителя СШ -06
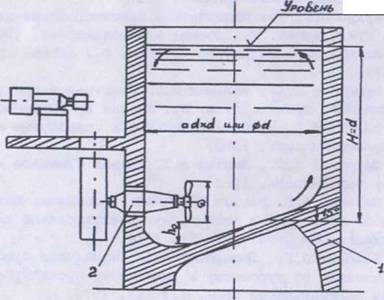
3.4. Выбор оборудования для хранения массы и подачи на машину В целлюлозно –бумажном производстве применяются различные бассейны, необходимые для создания запаса волокнистой массы между производственными цехами и отделами; для составления и выравнивания композиции и концентрации массы. Эти бассейны оснащаются перемешивающими устройствами для поддержания массы во взвешенном состоянии. По конструкции бассейны бывают горизонтальные и вертикальные, а по типу перемешивающих устройств – лопастные, циркуляционные и пропеллерные. Горизонтальные бассейны применяются на старых предприятиях. Их объём составляет от 30-40 до 100-150 м3. Основными недостатками горизонтальных бассейнов являются – большая занимаемая площадь и недостаточно интенсивное перемешивание массы во всём объёме бассейна. В настоящее время применяются почти исключительно вертикальные бассейны. Таблица 8 Размеры вертикального машинного бассейна и характеристика перемешивающих устройств
Расчёт ёмкости бассейна производится исходя из максимального количества массы, подлежащей хранению, и потребного времени хранения массы в бассейне. Согласно рекомендациям ГИПРОБУМа бассейны должны быть рассчитаны на 8 часов хранения массы. Как правило, продолжительность хранения полуфабрикатов принимается до и после размола – 2 ч., а бумажной массы в смесительном (композиционном0 и машинном бассейнах – 15 -30 мин. В некоторых случаях предусматривается хранение полуфабрикатов до размола в башнях высокой концентрации (12- 15%), рассчитываемых на 15-24 – часовой запас. Расчёт ёмкости бассейна производится по формуле: P *(100 – n)*t 70* (100 – 0.12) * 8 V= ------------------------------- * k = ---------------------------------- * 1.2 = 66,6 м3 Z* C 24 * 40 Расчёт времени, на которое рассчитан запас массы в бассейне определённой ёмкости рассчитывается по формуле: V * Z * C 70 * 24 * 40 t = ---------------------------- = ------------------------------- = 8 ч. P*(100 – n)*1.2 70 * (100-0,12 ) *1.2 где Р - количество воздушносухого волокнистого материала. т/сут.; V – объём бассейна, м3 ; n – влажность воздушносухого волокнистого материала . % (в соответствии с ГОСТ для полуфабрикатов n = 12% , для бумаги и картона n = 5-8%). T - время хранения массы; z – количество рабочих часов в сутки (принимается 24 ч.); с – концентрация волокнистой суспензии в бассейне, %; к – коэффициент, учитывающий неполноту заполнения бассейна; Ёмкости бассейнов необходимо унифицировать, чтобы облегчить их изготовление, компоновку, эксплуатацию и ремонт. Желательно иметь не больше двух типоразмеров. Таблица 9 Унификация объёмов бассейнов
Таблица 10 Техническая характеристика массного насоса типа «БМ»
Для перекачки волокнистой массы от одного участка производства к другому применяются массные насосы. Выбор насоса производится исходя из полного напора массы, который должен создавать насос, и его производительности. Расчёт полного напора насоса следует производить после того, как выполнены компоновочные чертежи и точно определено местонахождение насоса. При этом необходимо составить схему трубопроводов с указанием их длины и всех местных сопротивлений (тройник, переход, отвод и т.д.). Обычно для передвижения волокнистых суспензий в пределах массоподготовительного отдела насос должен обеспечить напор 15-25 м. Производительность насоса (м3/ч) рассчитывается по формуле: Р * (100 – n) 80 *(100 – 0.12) Q М = --------------------- = --------------------- = 8300 м3/ч z*с 24 *40% Q Н = Q М * 1,3 = 830*1.3 = 10800 м3/ч где Р – количество воздушносухого волокнистого материала, т/сут.; n – влажность воздушносухого волокнистого материала, % ; z – количество рабочих часов в сутки (принимается 24 ч.); с - концентрация волокнистой суспензии на нагнетающей линии насоса, % ; 1,3 – коэффициент, учитывающий запас производительности насоса. На быстроходных машинах масса из машинного бассейна разбавляется оборотной водой до заданной концентрации в смесительном насосе и далее проходит до напускного устройства машины по трубопроводам и оборудованию , не соприкасаясь с воздухом. Для обеспечения постоянства количества подаваемой в смесительный насос массы применяется ящик постоянного напора, а для стабилизации уровня регистровой воды, подаваемой на разбавление применяется перелив её избытка в сборник избыточной воды. Ящик постоянного напора позволяет снизить пульсацию масс, возникающую в трубопроводах, удалить значительное количество воздуха из массы и обеспечить постоянное давление массы, идущей на разбавление. Конструктивно ящик постоянного напора представляет собой металлическую ёмкость объёмом до 12 м3 , состоящую из трёх отделений: а) отделения подачи массы; б) отделения отвода избытка массы; в) отделения отвода массы на смесительный насос. Далее, согласно принятой в проекте технологической схеме, масса направляется на очистку, деаэрацию и в напорное устройство машины.
Устройство вертикального машинного бассейна: 1- бассейн 2 пропеллерное устройство 4. Схема подготовки массы для бумаги глубокой печати
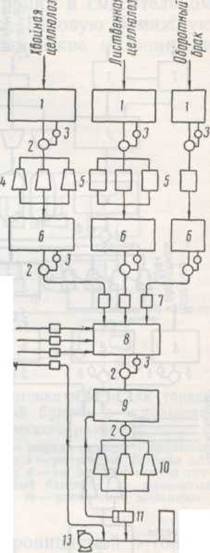
Рис 8.Схема подготовки массы для бумаги глубокой печати 1- приёмный бассейн 2- насос 3- регулятор концентрации 4- гидрофайнер 5- дисковый рафинер 6- промежуточный бассейн 7- магнитный расходомер 8- массный бассейн 9- машинный бассейн 10- мельница Жордана 11- переливной бачок 12- 12- сборник оборотной воды 13- смесительный насос Бумагу для глубокой печати вырабатывают из 100% - ной белёной сульфитной целлюлозы или из нескольких волокнистых материалов. Чаще всего применяют комбинацию из длинноволокнистых хвойных и коротковолокнистых лиственных целлюлоз или однолетних растений – соломы, тростника, багассы и др. Вырабатывают их из массы сравнительно низкого помола, не превышающего 35—40° ШР. Коротковолокнистые компоненты требуют еще более низкого и притом только рафинирующего размола. Размол волокнистых материалов проводится в две ступени: на первой ступени все волокнистые компоненты подвергают раздельному размолу на дисковых рафинерах или гидрофайнерах, затем их смешивают в определенной пропорции в массном бассейне, куда поступают также оборотный брак и химикаты. Готовую бумажную массу перекачивают в машинный бассейн, откуда она насосом подается на домалывающие конические мельницы Жордана и далее на машину. Привозную листовую целлюлозу предварительно распускают на волокнистую суспензию в гидроразбивателях. Оборотный бумажный брак, распущенный в гидроразбивателе, пропускают через аппараты типа энтштипперов или рафинирующих мельниц для полного устранения пучков. Уловленное волокно можно вводить непосредственно в бассейн размолотого брака. При необходимости получения массы более высокой степени помола в схему вводят либо дополнительную ступень размола, либо увеличивают количество размалывающих аппаратов, устанавливая их последовательно.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 1. Оборудование целлюлозно-бумажного производства. Т. I. Оборудование для производства волокнистых полуфабрикатов. Т.2. Бумагоделательные машины / Под ред. В.А.Чичаева . М.; Лесная промышленность, 1981. 2.Жудро С.Г. Проектирование целлюлозно-бумажных предприятий. М.: Лесная промышленность, 1981. 3.Жудро С.Г. Технологическое проектирование целлюлозно- бумажных предприятий. М.: Лесная промышленность, 1970. 4.Иванов С.Н. Технология бумаги. М.: Лесная промышленность, 1970. 5.Бушмелев В.А., Вольман Н.С. Процессы и аппараты целлюлозно-бумажного производства, М.: Лесная промышленность, 1969. 6.Эйдлин И.Я. Бумагоделательные и отделочные машины. М.: Лесная промышленность, 1970. 7.Легоцкий С.С, Лаптев Л.Н. Размол бумажной массы. М.: Лесная промышленность, 1981. 8.Махонин А.Г. Расчет мешальных бассейнов: Методические указания по курсовому и дипломному проектированию для студентов специальности 0904. Л.: ЛТА, 1974. 9.Махонин А.Г., Демченков П.А. Технология бумаги: Методи-ческие указания по курсовому и дипломному проектированию для студентов специальности 0904. Л.: ЛТА, 1976. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||