|
Дипломная работа: Современные формные пластины для офсетной печатиСогласованность мнения экспертов можно оценивать по величине коэффициента конкордации:
где п — число экспертов; т — число объектов экспертизы.
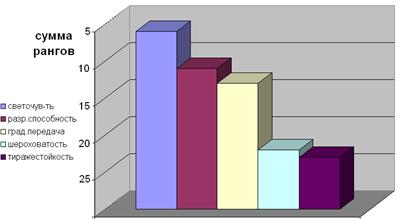
Так как величина коэффициента конкордации существенно отличается от нуля, можно считать, что между мнениями исследователей имеется существенная связь. Результаты априорного ранжирования представлены в виде диаграммы (рис. 5) [1, 8].
Рис. 5. Априорная диаграмма рангов, характеризующая степень влияния свойств копировального слоя на характеристики печатной формы Итак, монометаллическая офсетная формная пластина состоит из алюминиевой основы и нанесенного на нее светочувствительного (копировального) слоя. Наиболее часто используется алюминиевая основа толщиной 0,15 и 0,3 мм [3]. Как уже было отмечено выше, перед нанесением копировального слоя поверхность алюминиевой основы подвергается электрохимической обработке (электрохимическому зернению и анодному оксидированию), в результате которой она становится шероховатой и покрывается прочной пористой оксидной пленкой. Химическая операция наполнения оксидной пленки (например, гидрофильным коллоидом) создает на поверхности пластины устойчивую гидрофильную поверхность. У современных офсетных монометаллических пластин светочувствительный слой имеет поверхностное матирование, способствующее быстрому достижению глубокого вакуума между поверхностью пластины и монтажом фотоформ во время копирования. Поверхность копировального слоя является гидрофобной. В будущей офсетной печатной форме на ней будут образованы гидрофобные печатающие элементы, которые воспринимают печатную краску [12]. Монометаллические предварительно очувствлённые офсетные формные пластины делятся по типу копировального слоя на позитивные и негативные. В настоящее время в типографиях применяются преимущественно светочувствительные алюминиевые формные пластины с предварительно нанесенной фотополимеризующейся композицией на основе диазосоединений. При этом пластины для позитивного и негативного способов копирования отличаются в принципе только составом копировального слоя: в первом случае используются диазосоединения, например ортонафтохинондиазиды (ОНХД), во втором — фотополимеризующиеся слои [13]. Монометаллические формы обладают рядом преимуществ. Например, если они копируются с качественных фотоформ, то способны дать лучший из возможных на сегодня уровней качества: разрешение до 10 мкм, воспроизвести 2-процентную растровую точку при линиатуре в 175 lpi. Поверхность зерненого алюминия обладает высокой способностью удерживать воду, благодаря чему пробельные элементы стабильны, а машина быстро выходит на баланс краска – вода. Монометаллические пластины удовлетворительно работают даже тогда, когда используется увлажнение со значительными отклонениями от стандартов. Тиражестойкость их высока и достигает 100-250 тыс. оттисков, после обжига она может возрасти еще вдвое. Современные монометаллические пластины обладают высокими показателями по многим параметрам: — шероховатость (Ra от 0,4 мкм) обеспечивает отсутствие «неприжимов» фотоформы, минимизирует искажения в процессе копирования и удерживает гидрофильную плёнку на пробельных элементах в печатном процессе. В результате достигается высокая плотность краски на оттиске, стабильный баланс краска-вода и сокращается потребление увлажняющего раствора; — толщину анодированного слоя 3,0 г/м2; — разрешающая способность (минимальная ширина воспроизводимого штриха на копии 6-12 мкм), чёткое воспроизведение раствора (от 2 до 99% при линиатуре 150-175 lpi); — уровень светочувствительности позволяет уменьшить время экспонирования при копировании, избежать нежелательного светорассеивания и обеспечить точное воспроизведение мелких элементов; — цветовой контраст изображения на форме после обработки облегчает контроль качества и, при необходимости, процесс корректуры; — тиражестойкость – 150 тыс. и выше (в зависимости от условий печатания); 300 тыс. и выше (в зависимости от марки пластин и условий печатания) – после термообработки. Такие пластины могут использоваться в ряде производств: коммерческой листовой печати, журнальной продукции, упаковке, малом офсете и даже в газетной печати. Условия хранения пластин при температуре не выше 32°С и относительной влажности до 70% [3, 11]. Сравнительная характеристика данного формного материала представлена в таблице 1 приложения 3. 2.2 Электростатические формные материалы Электростатический процесс изготовления печатных форм основан на принципах электрофотографии, заключающихся в использовании фотопроводящей поверхности для образования скрытого электростатического изображения, которое впоследствии проявляется. В качестве формного материала используется специальная бумажная подложка с нанесённым на неё фотопроводниковым покрытием (окись цинка). Формный материал в зависимости от типа обрабатывающего устройства может быть листовым и рулонным [3, 7]. Тиражестойкость таких печатных форм 1-10 тыс. оттисков в зависимости от марки формного материала. Разрешающая способность — 33 лин./см. Область применения — малотиражная текстовая и штриховая продукция (учебные пособия, инструкции и т.д.), а также оперативная акцидентная продукция, не требующая высокого качества (бланки, конверты, папки). Достоинства технологии: —оперативность изготовления печатной формы (менее 1 минуты); —простота в использовании; —возможность непосредственного использования не прозрачных оригиналов, бумажных выклеек и монтажей; —низкая стоимость расходных материалов; —высокая надёжность. Недостатки: —низкая линиатура, ограниченная возможностями лазерных принтеров; —максимальный формат — А2; —невысокая тиражестойкость печатных форм [3, 11]. На протяжении целого столетия, и даже дольше, изображения фиксировали на фотопленке и переносили на формную пластину для изготовления печатных форм путем экспонирования фотоформ на пластину, покрытую светочувствительной эмульсией. В течение последних двадцати лет — и окончательно в последнее пятилетие — пленку вытесняют из допечатного процесса, а изображение регистрируется на формной пластине непосредственно из цифрового файла. В результате мы получаем изображение первой генерации, гораздо более четкое, чем может дать традиционное формное производство. При переносе изображения растискивание растровой точки на печатной форме ничтожно или вообще отсутствует, детали изображения не теряются и не искажаются. Специалисты в области прогнозирования утверждают, что в течение пяти-десяти лет пленка окончательно исчезнет из полиграфии, за исключением, возможно, совсем небольших предприятий. Рассмотрим более подробно технологию Computer-To-Plate [8]. Итак, при традиционном способе создания офсетной печатной формы конечным продуктом, который производит устройство записи изображения (imagesetter), является пленка. Формную пластину со светочувствительным полимерным покрытием помещают в копировальную раму с источником УФ - излучения высокой интенсивности. УФ - лучи просвечивают сквозь пленку и экспонируют пластину. После этого пластина проходит через проявочный процессор с трёхступенчатой обработкой, где происходит удаление полимерного слоя с пробельных участков. Готовую печатную форму высушивают, перед тем как использовать ее в печатной машине. В производственном процессе на основе технологии CtP запись изображения на формную пластину выполняют лазеры на основе цифровых данных. Если машина полностью автоматизирована, экспонирующее устройство захватывает пластину и доставляет ее в зону регистрации изображения. Далее в пластине могут пробить штифтовые отверстия для приводки в печатной машине (существуют системы экспонирования, которые могут выполнять пробивку как до, так и после экспонирования). Готовая печатная форма при изготовлении проходит те же стадии проявки и сушки, что и при традиционной технологии, но в системах CtP проявка может быть автоматизирована [2, 13]. Система CtP включает в себя три основные составляющие (рис. 7): —компьютеры, которые обрабатывают цифровые данные и управляют их потоками; —устройства записи на формные пластины (устройства экспонирования, формовыводные устройства); —формный материал (формные пластины с различными копировальными слоями, чувствительными к определённым длинам волн) [2].
Рис. 7. Система Computer-to-Plate Существует много различных типов лазеров, используемых для изготовления печатных форм, они работают в различных частотных диапазонах и обладают различными показателями записи изображения. Все лазеры можно разделить на две основные категории: близкие к инфракрасному спектру термальные лазеры и лазеры видимого спектра излучения. Термальные лазеры экспонируют печатную пластину воздействием тепла, а пластины видимого спектра производят запись воздействием света. Необходимо использовать пластины, специально разработанные для того или иного типа лазеров, иначе правильной регистрации изображения не произойдет; в равной степени это относится и к проявочным процессорам [2]. Типы формных пластин Основные типы формных пластин для CtP представлены бумажными, полиэфирными и металлическими пластинами. Это самые дешевые пластины для CtP. Их можно увидеть в маленьких типографиях коммерческой печати, в салонах быстрой печати, для работ с низким разрешением, «грязных», для которых приводка не имеет значения. Тиражеустойчивость, или тиражестойкость таких форм — низкая, обычно менее 10000 оттисков. Разрешающая способность чаще всего не превышает 133 lpi [4]. 3.2 Полиэстровые формные пластины Эти пластины имеют более высокую разрешающую способность, чем бумажные, в то же время они дешевле металлических. Их применяют для работ среднего уровня качества для печати в одну и две краски — а также для четырехкрасочных заказов, — в том случае если цветопередача, приводка и четкость изображения не имеют критического значения. Формный материал представляет собой полиэстеровую пленку толщиной около 0,15 мм, одна из сторон которой имеет гидрофильные свойства. Эта сторона воспринимает тонер, наносимый лазерным принтером или ксероксом. Участки, не покрытые тонером, в процессе печати удерживают на себе пленку увлажняющего раствора и отталкивают краску, тогда как запечатанные участки, наоборот, ее воспринимают. Поскольку это светочувствительные пластины, их загрузка в экспонирующее устройство выполняется в комнате со специальным освещением, так называемой «темной» или «желтой» комнате. Такие формные пластины доступны в формате до 40 дюймов, или 1000 мм, и толщиной 0,15 и 0,3 мм. Пластины толщиной 0,3 мм являются уже третьим поколением этого типа материалов, имеющим толщину, аналогичную толщине формных пластин на металлической основе для четырех и восьмикрасочных машин. При установке на формном цилиндре и превышении усилия натяжения может возникнуть растяжение полиэстровой печатной формы. Также растяжение формы часто наблюдается на полноформатных машинах. В настоящий момент возможно использование полиэстровых печатных форм при полноцветной печати. При двух и четырехкрасочной печати чаще наблюдается растяжение бумаги, чем формы. Тиражестойкость полиэстровых форм составляет 20–25 тыс. оттисков. Максимальная линиатура 150–175 lpi. Однако основное внимание сегодня сосредоточено на производстве металлических СtР-пластин. Фактически такая печатная форма стала сейчас стандартом [5, 11]. 3.3 Металлические пластины Металлические пластины имеют алюминиевую основу; они способны поддерживать самую резкую точку и самый высокий уровень приводки. Существует четыре основных разновидности металлических пластин: галогенидосеребряные пластины, фотополимерные пластины, термальные пластины, а также гибридные.
серебросодержащие
фотополимерные
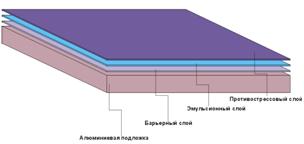
термальные гибридные Основными производителями формных пластин для технологии CtP являются компании FujiFilm, Agfa, Дюпонт (DuPont), Kodak Polychrome Graphics, Пресстек (Presstek), Lastra, Митсубиши (Mitsubishi), Крео (Creo) [7]. 3.3.1 Серебросодержащие пластины Пластины покрыты светочувствительной эмульсией, содержащей галогениды серебра. Состоят из трёх слоёв: барьерного, эмульсионного и противострессового, нанесённых на алюминиевую основу, подвергнутую предварительно электро-химическому зернению, анодированию и специальной обработке для катализации миграции серебра и обеспечению прочности его закрепления на пластине (рис. 8). Непосредственно на алюминиевой основе находятся также мельчайшие зародыши коллоидального серебра, в ходе последующей обработки восстанавливающиеся до металлического.
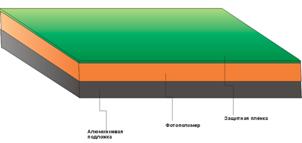
Рис. 8. Строение серебросодержащей пластины Все три водорастворимых слоя наносятся за один цикл. Данная технология нанесения многослойных покрытий очень близка к используемой в производстве фототехнических плёнок, и позволяет оптимизировать свойства пластины за счёт придания каждому слою специфических характеристик. Так, барьерный слой изготавливается из безжелатинового полимера, содержит частицы, способствующие наиболее полному удалению остатков всех слоёв внеэкспонированной области в ходе проявки пластин, что стабилизирует её печатные свойства. Кроме этого, слой содержит светопоглащающие компоненты для минимизации отражения от алюминиевой основы. Эмульсионный слой этих пластин состоит из светочувствительных галогенидов серебра, обеспечивающих высокую спектральную чувствительность материала и скорость экспонирования. Верхний антистрессовый слой служит для защиты эмульсионного слоя. Содержит также специальные полимерные соединения, облегчающие удаление прокладочной бумаги в автоматических системах, и светопоглащающие в определённой зоне спектра компоненты для оптимизации разрешения и условия работы с безопасным освещением. Серебросодержащие пластины являются очень чувствительными к излучению и простыми в использовании, но недостатком их является низкая тиражестойкость до 350 000 оттисков и вдобавок, согласно закону об охране окружающей среды, требуют процедуры регенерации серебра после их использования [4, 11]. Технические характеристики данного формного материала представлены в таблице 2 приложения 3. 3.3.2 Фотополимерные пластины Это пластины с алюминиевой основой и полимерным покрытием (рис. 9), которое придает им исключительную тиражеустойчивость — 200000 и более оттисков. Дополнительный обжиг печатных форм до печати тиража может увеличить срок службы печатной формы до 400 000 — 1 000 000 оттисков. Разрешающая способность печатной формы позволяет работать с линиатурой растра 200 lpi и «стохастикой» от 20 мкм, она выдерживает очень высокие скорости печати. Эти пластины предназначены для экспонирования в устройствах с лазером видимого света – зеленым или фиолетовым.
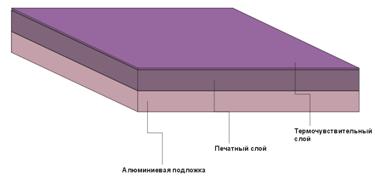
Рис. 9. Строение фотополимерной пластины Фотополимерная технология экспонирования предполагает негативный процесс, то есть лазерной засветке подвергаются будущие печатные элементы. Пластины являются промежуточными по чувствительности между термальными и серебросодержащими. Технические характеристики данного формного материала представлены в таблице 3 приложения 4. 3.3.3 Термальные пластины Состоят из трёх слоёв: алюминиевой подложки, печатного слоя и термочувствительного слоя, который имеет толщину менее 1 мкм, т.е. в 100 раз тоньше человеческого волоса (рис. 10).
Рис. 10. Строение термальной пластины Регистрация изображения на этих пластинах выполняется излучением невидимого спектра, близкого к инфракрасному. При поглощении ИК-энергии поверхность пластины нагревается и образует участки изображения, с которых удаляется защитный слой, — происходит процесс абляции, размывания; это «аблативная» технология. Высокая чувствительность верхнего слоя к ИК-излучению обеспечивает непревзойденную скорость формирования изображений, поскольку для экспонирования пластины лазером требуется малое время. Во время экспонирования, свойства верхнего слоя преобразуются под действием наведенного тепла, поскольку при лазерном облучении температура слоя поднимается до 400˚С, что позволяет назвать процесс термоформированием изображения. Пластины делятся на три группы (поколения): —термочувствительные пластины с предварительным нагревом; —термочувствительные пластины, не требующие предварительного нагрева; —термочувствительные пластины, не требующие дополнительной обработки после экспонирования. Термальным пластинам свойственна высокая разрешающая способность, тиражеустойчивость обычно указывается производителями на уровне 200 000 и более оттисков. При дополнительном обжиге некоторые пластины способны выдержать миллионный тираж. Одни разновидности термальных пластин рассчитаны на трехсоставную проявку, другие подвергают предварительному обжигу, который заканчивает процесс записи изображения. Поскольку экспонирование производят при помощи лазеров вне видимого спектра, нет необходимости в затемнении или специальном защитном освещении. При обработке термочувствительных пластин второго поколения исключается трудоемкая стадия предварительного нагрева, требующая временных и энергетических затрат. Благодаря тому, что пластины имеют стойкие к разного рода химическим реагентам печатные элементы, их можно использовать с самыми разными вспомогательными материалами и красками, например, в печатных машинах со спиртовой системой увлажнения и при печати УФ-отверждаемыми красками. Пластины обеспечивают воспроизведение растровой точки в интервале 1 - 99% при линиатуре до 200 lpi, что позволяет использовать их для печати работ, требующих самого высокого качества. Но, несмотря на эти преимущества, слабой стороной этой технологии является более высокая совокупная стоимость термальных пластин и высокая стоимость термальных экспонирующих устройств по сравнению со светочувствительными системами. Такие пластины требуют оснащения устройства СtР вакуумной установкой для удаления отходов [7, 11]. Технические характеристики данного формного материала представлены в таблицах 4 и 5 приложения 5. В последнее время одним из вопросов, активно обсуждаемых экспертами в области полиграфических технологий, является применение термочувствительных пластин третьего поколения - не нуждающихся в проявке (беспроцессных) пластин для CtP. 3.3.4 Беспроцессные формные пластины При сравнении различных технологий CtP обычно сопоставляют характеристики экспонирующих установок и параметры пластин. Об особенностях же обработки экспонированных пластин часто забывают, а иногда и намеренно умалчивают, поскольку этот аналоговый процесс не только портит картину, но и порой требует немалых затрат. Сущность процесса обработки состоит в визуализации сформированного в процессе экспонирования скрытого изображения и в придании форме требуемых эксплуатационных характеристик. В процессе обработки пластина превращается в печатную форму: ее печатающие элементы приобретают свойства воспринимать краску, а пробельные элементы начинают воспринимать увлажняющий раствор или отталкивать краску (в пластинах для печати без увлажнения). Обработка экспонированных пластин включает следующие операции: — предварительная обработка (нагрев и/или промывка водой); —проявление (в одну или несколько стадий); —нанесение защитного покрытия; —сушка; —дополнительная обработка. Очевидно, что необходимость обработки экспонированных пластин усложняет, удлиняет и удорожает процесс изготовления печатных форм. Даже, несмотря на то, что современные процессоры работают в автоматическом режиме, процесс проявки является потенциальным источником различных ошибок и возможной причиной снижения качества форм. Продолжительность обработки неодинакова для разных типов пластин, однако в любом случае необходимость обработки увеличивает время изготовления форм. Затраты на обработку пластин складываются из следующих компонентов: —стоимость химикатов; —амортизация оборудования; —стоимость использования производственных площадей; —стоимость обслуживания оборудования; —стоимость электроэнергии; —стоимость утилизации отработанных растворов [4, 11]. В конце 2005 года канадская консалтинговая компания Джи Зарван Партнёрс (J Zarwan Partners) провела исследование североамериканского рынка для того, чтобы выяснить величину затрат на изготовление форм по технологии CtP. Выяснилось, что обработка увеличивает стоимость печатной формы примерно на 30%. Типографии среднего размера ежегодно тратят от 20 до 35 тыс. долл. на покупку химии, а затраты небольших типографий составляют от 10 до 15 тыс. долл. в год. Суммарные затраты на амортизацию, использование производственных площадей, обслуживание оборудования, электроэнергию и утилизацию растворов примерно равны затратам на покупку химии. Таким образом, обработка экспонированных пластин стоит для североамериканских типографий малых и средних размеров от 20 до 70 тыс. долл. в год. Суммы немалые, и вряд ли при наличии альтернативы химически обрабатываемым пластинам кто-нибудь откажется эти деньги сэкономить. На Друпе 2004 (Drupa 2004) демонстрировались термальные пластины третьего поколения, беспроцессные. Под действием термального лазера поверхность пластины меняет свои свойства с краскоотталкивающих на красковосприимчивые (либо наоборот), и не нуждаются в дальнейшей обработке. Первые, не нуждающиеся в химической обработке формные материалы, были разработаны на заре технологии CtP, полтора десятка лет назад. В настоящее время разработано два вида таких формных материалов — с термически удаляемыми слоями (термоабляционные) и со слоями, изменяющими фазовое состояние. Термоабляционные пластины являются многослойными, а пробельные элементы в них формируются на поверхности специального гидрофильного или олиофобного слоя. В процессе экспонирования происходит избирательное термическое удаление специального абсорбирующего ИК-излучение слоя. Существуют как позитивные, так и негативные версии термоабляционных пластин. В негативных пластинах олиофобный слой находится выше олиофильного печатного слоя, и в процессе экспонирования происходит его абляция с будущих печатающих элементов формы. В позитивных пластинах все наоборот: выше находится олиофильный печатный слой, удаляемый в процессе экспонирования с будущих пробельных элементов формы. В процессе экспонирования продукты горения удаляются системой вытяжки, которой должно быть оснащено устройство CtP, а после экспонирования пластина промывается водой. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 ;
; — сумма квадратов отклонений всех оценок рангов
каждого объекта экспертизы от среднего значения;
— сумма квадратов отклонений всех оценок рангов
каждого объекта экспертизы от среднего значения;