|
Дипломная работа: Современные формные пластины для офсетной печатиОсновой термоабляционных формных материалов служат алюминиевые пластины или полиэфирные пленки. Также появились пластины со слоями, изменяющими фазовое состояние, главное отличие которых - более высокое разрешение слоя (за счет мелких частиц термопластичного полимера). Впервые они были разработаны компанией Agfa. Такие пластины имеют двуслойную структуру: на алюминиевую подложку нанесен слой олеофильного полимера, изменяющего свое фазовое состояние под действием ИК-излучения. Экспонированные частицы полимера сцепляются друг с другом и с алюминиевой основой формы, а неэкспонированный полимер сохраняет с основой лишь слабую связь (рис. 11).
Рис. 11. Строение беспроцессной пластины Azura Проявка формы производится в специальном процессоре или непосредственно в печатной машине. В первом случае неэкспонированный полимер смывается в процессе гуммирования, а во втором его смачивают накатные валики увлажняющего аппарата, и за несколько оборотов формного цилиндра полимер полностью переносится с формы на приладочные оттиски, после чего может выполняться печать тиража. В этом году компания Agfa объявила о новом усовершенствовании термальных пластин: Азура (Azura), лидирующих на рынке CtP в последние годы. Производительность новых пластин :Azura TS увеличена до 50%. Впервые они будут продемонстрированы публике во время выставки drupa 2008 в Дюссельдорфе. При создании Azura TS учитывался положительный опыт использования пластин Azura первого поколения. В новых пластинах применяется более чувствительное покрытие, а технология промывки стала проще и эффективнее, что в совокупности обеспечивает повышение производительности при использовании новых пластин в современных CtP. При этом тиражестойкость Azura TS достигает 100 000 отпечатков. Также новые пластины пригодны для вывода FM-растров. Повышенная контрастность новых пластин облегчит пользователям визуальный контроль качества экспонирования. В пластинах Azura используется эксклюзивная технология Агфа ТермоФьюс ТМ (Agfa ThermoFuseTM), при которой изображение формируется на пластине без применения химических реагентов. Технология базируется на простом решении – вплавлять в губчатую алюминиевую основу резиноподобный материал, из которого образуются печатные элементы. В отличие от обычных термальных пластин Azura TS использует простой процесс промывки, очищающий пластину и закрывающий гуммирующим раствором печатную форму одновременно. Эта технология избавляет от необходимости использования химической проявки. Объем потребляемой жидкости и отходов, таким образом, практически сходит на нет и исчезает необходимость в контроле за химическими процессами. Год назад еще один новый тип пластин был разработан для СtР с лазерным диодом с излучением в фиолетовом спектре. Если «фиолетовые» устройства СtР станут популярными, производителям техники придется соответствовать запросам рынка. Ожидается, что эти устройства будут обрабатывать фотополимерные формные пластины по тем же принципам, по которым экспонируются традиционные негативные пластины [6, 8]. Однако экспонируемых не нуждающихся в проявке формных материалов на рынке пока представлено немного. Пионером в этой области является компания Presstek, в конце 2003 года запустившая в серийное производство негативную пластину Эпплэйс (Applause). Эта пластина состоит из пяти слоев: алюминиевой основы, полиэфирного слоя, соединяющего основу и олеофильный слой, из алеофильного и гидрофильного слоя и защитного покрытия. После экспонирования без дополнительной обработки Applause может устанавливаться в печатную машину. Максимальная тиражестойкость Applause — 100 тыс. оттисков [6]. 3.3.5 Гибридные пластины Пластины представляют собой комбинацию диффузии серебра и фотополимерную технологию. В них используется обычная серебросодержащая эмульсия, нанесенная поверх фотополимерной эмульсии, применяемой в традиционных пластинах. Изображение на пластине формируется аргоновым или YAG лазером малой мощности по технологии диффузии серебра, на поверхности эмульсии. Затем пластина проходит обработку в две стадии. На первой стадии проходит процесс проявления изображения, аналогичный проявлению фотопленки, только без прозрачной подложки. Вместо этого частички серебра оседают на поверхности фотополимерной эмульсии, нанесенной на металлическую основу. Вторая стадия состоит в формировании изображения на фотополимерном слое стандартным УФ-излучением, а осажденное серебро используется как маска. Эти пластины объединяют достоинства серебросодержащих и фотополимерных пластин и могут воспроизводить точку 1–99%; но печатнотехнические свойства этих пластин такие же, как у традиционных, с тиражестойкостью до 300 тыс. оттисков. Есть некоторые ограничения по применению этих пластин из-за экологических соображений, и процессоры для обработки их сложны и громоздки. Эти процессоры нуждаются в более тщательной очистке, чем процессоры для серебросодержнащих или фотополимерных пластин [4, 8]. 4. Формные пластины для офсета без увлажнения 4.1 Пластины для «сухого» офсета Одна из самых интересных задач, которую поставили перед собой изыскатели в области печати за последние сорок лет, - это возможность обнаружить способ устранения увлажняющего раствора в офсете. Печатать без воды означало бы добиться двух больших преимуществ: —устранить одну переменную стадии печати; —существенно улучшить качество печатной
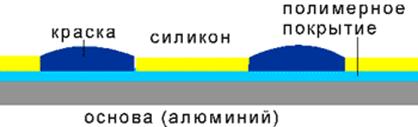
продукции, добившись Для того чтобы этого добиться, пошли различными путями. Сначала исследовали пластину, на которую можно было бы нанести краску без предварительного смачивания. Однако после различных дорогостоящих исследований оставили этот проект. В начале 1980-х годов известное японское общество Торэй (Toray) сумело запатентовать пластину, чьи характеристики экспонирования и проявки совершенно сходны с характеристиками традиционных пластин; но благодаря использованию краски особого типа, она дает возможность печати без смачивания. Возможность не смачивать пластину до нанесения краски появилась благодаря присутствию в пробельных элементах слоя силикона, который отторгает краску. Пластина состоит из алюминиевой основы, на которую нанесен слой фотополимера, а на него - слой силикона. Толщина силикона — около 2 мкм. Силикон — кремнийорганический полимер — высокомолекулярное соединение, содержащее атомы кремния, углерода и других элементов. Он состоит из макромолекул на базе оксида кремния, имеющих линейную или циклическую форму [3, 7]. Данный силиконовый слой выполняет функцию отталкивания краски (аналогично функции воды в офсете с увлажнением), что позволяет производить офсетную печать без контроля за балансом "краска-вода". В англоязычной литературе его принято обозначать термином «уик флайд бандери лэй» («weak fluid boundary layer» (WFBL)) — жидкий разделительный слой с низким поверхностным натяжением. На стадии экспонирования свет определяет химическую реакцию, посредством которой фотополимер образует молекулярные связи с силиконовым слоем. Следовательно, на стадии проявки те участки, куда свет не дошел, легко устраняются, и подлежащий фоточувствительный слой становится участком, восприимчивым к краске; а те участки, где экспонированный силикон отвержден, станут местами отторжения (рис.12).
Рис. 12. Структура пластины для сухого офсета Отторжение краски возможно, поскольку кремниевые соединения не принимают никакие жидкости, содержащие полярные молекулы. Растительные масла обычных красок содержат некоторое количество таких молекул, но недостаточно, чтобы пластины отторгли их. Поэтому следует использовать краски соответствующего состава, с лаком на основе гликолей. Пластины для офсета без увлажнения проявляются химикомеханическим способом с использованием химических реактивов или воды. В настоящее время разработаны негативные и позитивные химически проявляемые пластины, которые экспонируются УФ-излучением или ИК-лазерами. Проявка пластин включает два этапа: химическую обработку и удаление силиконового слоя с печатающих элементов. В процессе химической обработки негативных пластин регистрирующий слой теряет чувствительность к свету или теплу, а его экспонированные участки теряют связь с силиконовым слоем. При обработке позитивных пластин адгезия экспонированных участков к силикону усиливается. Удаление силикона выполняется механическим или химикомеханическим способом [4, 8]. На выставке drupa 2004 компания Toray представила прототип проявляемой водой негативной CtP -пластины TACW2. Регистрирующий слой этой пластины экспонируется ИК-излучением и имеет чувствительность 150-200 мДж/см2. Процесс проявки является одностадийным: пластина промывается водой и одновременно обрабатывается щеткой, удаляющей силикон с печатающих элементов формы. Отдельную группу составляют экспонируемые ИК-лазерами аблативные формные материалы, ведущим разработчиком которых является компания Presstek. В этих негативных материалах абсорбирующий излучение и воспринимающий краску слои разделены. Абсорбирующий излучение полимер расположен под слоем силикона. Под воздействием ИК-излучения полимер разогревается, испаряя находящийся над ним силикон, и сгорает, открывая воспринимающий краску слой. Проявка аблативных пластин заключается в удалении с их поверхности продуктов горения. Экспонирующая установка должна быть оснащена мощным вытяжным устройством. В настоящее время на рынке представлены аблативные материалы на алюминиевой и пленочной основе для экспонирования в печатных машинах и для экспонирования в лазерных CtP-установках [6]. 4.2 Плюсы и минусы «безводных» пластин Данные пластины разрешают одну проблему, но при этом возникают другие неудобства. Первое из них - возможность возникновения налета соответственно пробельным элементам, поскольку скорость станка и сопутствующий перегрев группы нанесения красок могут вызвать существенное изменение вязкости краски с сопутствующим изменением характеристик отторжения. Для устранения этого недостатка нужна термостатированная группа нанесения красок, и необходимо контролировать состояние влажности и температуры в печатном цехе. Вторая проблема, возникшая при использовании этих пластин, - трудность сохранения фона печати в чистоте, при пылящих красках. Увлажняющий раствор в классической системе позволяет "уловить" с каучука все частички волокна, которые отделяются от бумаги. Поэтому печатать с безводными пластинами лучше всего на мелованной бумаге с хорошей прочностью поверхности [12]. Подытоживая характеристики пластин такого типа, можно сказать: —безводная пластина дает высокую плотность печати легче, чем в традиционной системе; —она дает меньше брака, за счет того, что можно получить оптимальный лист после любой остановки станка, и гораздо быстрее, чем с обычными пластинами; —основа пластины подвергается меньшим изменениям размеров; —она обеспечивает более постоянное качество печати; —пластины требуют более осторожного манипулирования и хранения,
поскольку кремниевый слой более хрупок, чем алюминиевый, и —для
хорошей производительности системы нужны постоянные На сегодняшний день в полиграфии представлен широкий выбор материалов для изготовления печатных форм офсетной печати. Наиболее популярны из них следующие: монометаллические, полимерные, серебросодержащие и т.д. Выделить какой-либо один из видов печатных форм в качестве приоритетного было бы неоправданно, так как каждый имеет свою специфику применения. Выбор необходимого формного материала для конкретного вида печатных работ способствует выполнению заказа типографией в максимально сжатые сроки при минимальных затратах. Для полноцветной печати целесообразно применять монометаллические формы. Также эксперты рекомендуют их использовать и для однокрасочной печати, когда требуется высокое качество цветопередачи. Такие пластины могут использоваться в ряде производств: коммерческой листовой печати, журнальной продукции, упаковке, малом офсете и даже в газетной печати. Использование полиэфирных офсетных форм в оперативной полиграфии обеспечивает отличное качество при небольших тиражах и минимум затрат. Однако основное внимание сосредоточено на металлических СtР-пластинах. Серебросодержащие формы — это оптимальный баланс между скоростью изготовления печатной формы, низкой стоимостью и стабильностью печати всего тиража. Фотополимерные пластины, возможно, не самые чувствительные, но у них очень высокая тиражестойкость и печатные характеристики. Термальным пластинам свойственна высокая разрешающая способность. А беспроцессные – это материал не нуждающиеся в обработке после экспонирования. Хотя последние имеют более высокую цену, чем у обычных CtP -пластин, и невысокую тиражестойкость, зато для небольших типографий не нуждающиеся в проявке пластины уже сегодня являются серьезной альтернативой традиционным CtP-пластинам [15]. Но, к сожалению, в России пластины для CtP пока не производятся. По-видимому, нынешний объём потребления непривлекателен для открытия местного производства. В пересчёте на среднюю цену цифровой пластины 12 долл./м2 при объёме продаж 800 000 м2 — около 10 млн. долл. В ушедшей вперёд Западной Европе рост потребления цифровых пластин уже достиг 80%; у нас же, по оценкам экспертов, доля CtP пластин составляет 30%. Но потенциал роста очевиден. Специалисты обещают, что потребление СtР-пластин на российском рынке за этот год увеличится в два раза. При таком потенциале проект вполне может кого-то заинтересовать [8]. 1. Басовский Л.Е. Управление качеством: Учебник/ Л.Е. Басовский, В.Б.Протасьев.– М: ИНФРА-М, 2001. – 212с. 2. Гельмут Киппхан. Энциклопедия по печатным средствам информации. Технологии и способы производства/ Гельмут Киппхан; Пер. с нем. – М.: МГУП, 2003. – 1280 с. 3. Дэниел Дж. Вилсон. Основы офсетной печати/ Дэниел Дж. Вилсон; Пер. с англ. М. Бредиса. - М.: ПРИНТ-МЕДИА центр, 2005. - 232 с. 4. Марголин Е.М. Формные пластины для CtP-систем 2006 [Элетроный ресурс]./Е.М.Марголин.-Режим доступа:http://newsprint.ru/polig_m12_06.html. 5. ООО “Ларк Лтд” Печатные полиэстеровые формы [Электронный ресурс]. - Режим доступа: http://www.lark-ltd.com/formi.htm. 6. ООО «Туссон» Новые CTP на DRUPA [Электронный ресурс]. - Режим доступа: http://www.ruprint.ru 7. Офицерова Н.В. Технология полиграфического производства. Технология допечатных процессов : учеб. пособие [для студентов образоват. учреждений сред. проф. образования по спец. 261203 «Полиграфическое производство»] / сост. Н.В. Офицерова; Моск. изд.-полигр. колледж им. И. Федорова.—М.: МИГТК, 2006. — 216с. 8. Офсетные СТР-пластины: новинки и тенденции [Электронный ресурс] // Publish.- 2007.- № 10.- Режим доступа: http://mb.osp.ru/cgi-bin/iframe/publish-m-build-125x300?73839&options=T. 9. Полиграфическое оборудование: каталог [Электронный ресурс]. - Режим доступа: http://www.vip-pm.by/map.html. 10. Словарь полиграфических терминов [Электронный ресурс]. - Режим доступа: http://gnomdom.ru/pol3/req_1753.html. 11. Справочное технологическое руководство по формным процессам фирмы Agfa: каталог [Электронный ресурс]. - Режим доступа: http://www.terem.ru/dom/catalog/workflow?rid=23392&fname=/view.asp&NewWin=0&nm=72455. 12. Хайди Толивер-Нигро. Технологии печати: учеб. пособие для вузов/ Хайди Толивер-Нигро; Пер. с англ. Н. Романова. —М.: ПРИНТ-МЕДИА центр, 2006. - 232 с. 13. Чак Гехман. Рабочий поток/ Чак Гехман; Пер. с англ. Е.Н. Зверева, А.Н. Коваленко; Под ред. А.Н. Коваленко. - М • МГУ 2004. - 252с. 14. Выбор формных материалов для офсетной печати. [Электронный ресурс]. - Режим доступа: http://www.printodrom.ru/Vibor-formnih-materialov-dlya-ofsetnoi-pechati. Глоссарий Computer-to-Plate (компьютер — печатная форма CtP) — это способ изготовления печатных форм, при котором изображение на форме создается тем или иным методом на основе цифровых данных, полученных непосредственно из компьютера. Абляция — (лат. ablatio - убыль, устранение, отнятие) удаление части вещества с поверхности объекта под влиянием каких-либо факторов. В изготовлении печатных форм используется абляция, при которой с поверхности формы удаляют часть слоя под действием лазерного излучения. Причем он может удаляться полностью (например, испаряться) - в этом случае говорят о полной абляции, или разрушаться частично - тогда окончательное снятие слоя происходит при других механических или физических воздействиях (например, частицы можно стряхнуть или смыть). Важно то, что в ходе абляции не происходит химических воздействий (проявления, растворения и т. д.) В противном случае процесс абляцией не считается. Адгезия — (лат. adhaesio - прилипание) возникновение связи между поверхностными слоями двух разнородных (твердых или жидких) тел, приведенных в соприкосновение. Баланс вода-краска — равновесное соотношение между количествами печатной краски и увлажняющего раствора, которое обеспечивает оптимальное качество оттиска. Баланс зависит от скорости работы машины, ее конструкции, влажности и температуры воздуха в цехе, структуры и свойств печатной краски, характеристики печатной формы, состава и способа нанесения увлажняющего раствора и краски, свойств запечатываемого материала. Гидрофильность, олеофобность — способность поверхности материала воспринимать воду или увлажняющий раствор и отталкивать жирную печатную краску. Гидрофильностью обладают пробельные участки печатной формы способа плоской печати. Гидрофобность, олеофильность — способность поверхности материала воспринимать жирную печатную краску и отталкивать воду или увлажняющий раствор. Гидрофобностью обладают печатающие элементы печатной формы способа плоской печати. Градационная передача — свойство светочувствительного слоя передавать градации изображения. Градация — ранжированный ряд (расположение в определенной последовательности) величин оптических характеристик оттиска, оригинала, фотоформы и пр. Градация является мерой изобразительной информации иллюстраций при оценке полутоновых изображений и отражает количественные различия между тонами изображения. В полиграфии различают градации истинные или искусственно созданные. Изображения с истинными градациями называют полутоновыми, как правило, это изображения оригиналов. Изображения с искусственно созданными градациями за счет растрирования называют растровыми. Штриховые изображения имеют два уровня градации - белое и чёрное, т. е. свидетельствующие о наличии или отсутствии краски. Коллоидные растворы — золи, взвеси мельчайших частиц вещества в растворителе. Растворитель, в котором образуется К. р., называется дисперсионной средой. При помощи ультрамикроскопа можно наблюдать взвешенные в растворителе частицы. Контактное копирование — процесс получения в масштабе 1:1 копии изображения (позитивного или негативного), изготовленного, как правило, на прозрачной основе. Например, в контактно-копировальном устройстве с позитива, в зависимости от используемого светочувствительного материала, можно получить негатив или такой же позитив. Контактно-копировальное устройство — механическое приспособление, в котором проводят контактное копирование. Устройство обеспечивает контакт оригинала со светочувствительным материалом посредством вакуума и имеет систему экспонирования. В зависимости от расположения источника света различают контактно-копировальные станки и контактно-копировальные рамы. В станках источник света расположен в самом устройстве, тогда как в рамах он помещен вне копировального устройства. Копировальный слой — тонкая плёнка (2—4 мкм) полимера со светочувствительными соединениями, растворимость которых изменяется под воздействием излучения с определённой длиной волны. Копирование — (в полиграфии) получение копий с негативов или диапозитивов на фотоматериале или копий монтажей фотоформ на формных пластинах, при изготовлении печатных форм. Проводят в контактно-копировальных устройствах. Линиатура — плотность полиграфического растра. Измеряется в «линиях на дюйм» (lpi) по международной шкале или в «линиях на сантиметр» по отечественной. Переводной коэффициент - 2,54 (150 lpi = 59 л/см). Линиатура растра — число прозрачных или непрозрачных линий на 1 погонный см растра. Это число составляет от 24 лин./см, и выбор растра по линиатуре зависит от способа печати, гладкости бумаги, машины и других условий. Чем выше линиатура, тем менее заметны микроточки, на которые разбито полутоновое изображение. Параметр, характеризующий растровую структуру количеством линий на единицу длины. Типажный ряд растров: 20, 24, 30, 34, 36, 40, 44, 48, 54, 60, 70, 80, 100, 120, 150, 160 линий/см. Вследствие развития электронного растрирования количество линий в одном сантиметре может быть и дробным, например 39,5; 59,5. В компьютерном растрировании чаще используются единицы измерения линиатуры в линиях/дюйм, например 150 линий/дюйм. Монтаж — размещение текстовых и иллюстрационных диапозитивов или негативов на прозрачной основе согласно макету издания. При изготовлении монтажей необходимо учитывать формат издания и бумажного листа, величину обрезки с трех сторон (в мм), назначение монтажа, тип печатной машины, расстояние для закрепления формы. Рисунок и текст на монтаже должны быть смонтированы точно по размерам, указанным в макете. При многокрасочной печати изготавливают несколько монтажей по количеству красок с точным совмещением между собой. Негатив — (от лат. negativus - отрицательный), фотогр. изображение на прозрачной подложке, на котором в чёрно-белой фотографии большим яркостям объекта соответствуют большие почернения, а в цв. фотографии цвета объекта съёмки воспроизводятся цветами, дополнительными к ним, например, красный цвет воспроизводится голубым, зелёный - пурпурным, синий - жёлтым. Негативное изображение по производимому им зрительному впечатлению противоположно оригиналу. Н. в качестве промежуточного изображения оригинала используется для получения позитива или диапозитива. В полиграфии Н. используются для изготовления печатных форм. Оттиск — отпечаток текста или графического изображения на бумаге, картоне или др. материале, полученный передачей краски с печатной формы под давлением. Печатание – это многократное получение идентичных оттисков текста и изображений посредством переноса красочного слоя в большинстве случаев с печатной формы на запечатываемый материал, т.е. бумагу, картон, жесть, пленку и т.д. Печатная форма представляет собой поверхность пластины, изготовленной из разных материалов (светочувствительного слоя или фотополимера, металла, пластмассы, бумаги, дерева, литографского камня), которая служит для образования и сохранения изображения в виде отдельных участков, воспринимающих печатную краску (печатных элементов) и не воспринимающих печатную краску (пробельных элементов). Печатные элементы образуют изображение на печатной форме. Они воспринимают краску и передают ее на бумагу или на промежуточное звено (например, офсетное полотно), создавая в процессе печатания цветное изображение на оттиске. |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||