|
Курсовая работа: Оценка трудового потенциала на предприятии ОАО "Балаковский завод запасных деталей"2.4 Определим максимальный припуск 2Z max = 1,25+0,74+1,1 = 3,09 мм 2.5 Определим операционный диаметр заготовки D3 = 59,38 - 1,1 мм Из сортамента принимаем диаметр проката D3=60+0.2-0.9мм Таблица 6 − Расчет промежуточных припусков по табличным данным.
Расчет припусков и предельных размеров по технологическим переходам представлен в Приложении 2.2.8 Рас чет режимов резания005 Токарно-винторезная. Подрезание торца Ø56 мм. 1. При подрезании торца выбираем подачу таб.14, с.267. s=0,25 мм/об, при 1=0,5мм 2. Скорость резания определяется по формуле (14)
где СV=47 - коэффициент; табл.17, стр.269, х=0,15; m=0,2 - показателитабл.17, стр.269, Т= 60 мин - период стойкости инструмента kV=kMV*knv*kuv (стр.268) kMV - поправочный коэффициент,
учитывающий влияние свойств обрабатываемого материала на скорость резания, kMV = kt knv - поправочный коэффициент, учитывающий влияние состояния поверхностей заготовки на скорость резания, knv =1 табл.5, стр.263 kuv - поправочный коэффициент, учитывающий влияние свойств материала инструмента, kuv =0,65 табл.6, стр.263 kV=1,785*1*0,65=1,16
3. Сила резания определяется по формуле (15) (стр.272)
где Ср=300 - коэффициент, табл.22, стр.273 х=1; у=0,75; n=-0,15 - показателитабл.22, стр.273 kр=kMр*kφр*kγр*kλp (стр.272) (34) kMр - поправочный
коэффициент, учитывающий влияние качества обрабатываемого материала на
силовые зависимости, kMр= kMр= kφр=0,89 (т.к. φ=900) табл.23, стр.275 kγр=1 (т.к. γ=100) табл.23, стр.275 kλp=1, табл.23, стр.275 krp=1; табл.23. стр.275 kp=0,65*0,89*1*1*1=0,578 Pz,y,x=10*300*0.51*0,250,75*80.85-0,15*0,578=158.6 Н 4. Мощность резания определяется по формуле (16) стр.272
5. Число оборотов шпинделя
Nф=500 об/мин - по станку
Режимы резания при обработке по переходам представлены в Приложении 2.2.9 Нормирование операций1. Машинное время на обработку определяется по формуле (17)
где l - длина обрабатываемой поверхности, мм; l1 - величина врезания и перебега резца, мм; l1=3 мм l2 - дополнительная длина на взятие пробной стружки, мм; l2=5 мм n - число оборотов шпинделя, мм/об; i - число рабочих ходов (проходов). Тогда
2. Определение вспомогательного времени на операцию определяется по формуле (18): Тв=tуст+tпер+tизм; (стр.101) (18) tуст - вспомогательное время на установку и снятие детали, tуст=0,35 tпер − вспомогательное время, связанное с переходом, tпер1=0,19 мин tизм: − вспомогательное время на контрольные измерения, tизм=0,15 мин Тв=0,35+0, 19+0,15 =0,69 мин 3. Определение времени на обслуживание рабочего места для станков II группы составляет 4% оперативного времени. tопер=0,512+0,69 = 1, 202 мин tобсл= 1, 202 * 0,04 = 0,051 мин 4. Время на перерыв, отдых и личные надобности составляет 4% оперативного времени tот= 0,051 мин. 5. Определение нормы штучного времени определяется по формуле (19) Тшт=t0+tв+tобс+tот; (стр.101) (19) Тшт=0,512+0,69+0,051+0,051 = 1,304 мин Для остальных операций значения норм времени сведены в таблице Приложения. 2.2.10 Разработка операций техпроцесса представлена в ПриложенииЭкономическое сравнение вариантов технологической операции проводится по формуле (20):
f1, f2 - условно-постоянные затраты двух вариантов S1, S2 - себестоимость двух вариантов Операция 030 фрезерование зубьев зубчатого колеса 1-й вариант: фрезеровать зубья на станке 5304В 1. Расчет условно-постоянных расходов выполняется по формуле (21) f=Ра+Рп+Рр+Ен*К (21) где Ра - расходы на амортизацию оборудования; Рп - расходы на содержание помещений; Рр - расходы на ремонт оборудования; Ен - нормативный коэффициент экономической эффективности капитальных вложений; К - сумма капитальных вложений. 1.1 Расходы на амортизацию
Коэффициент инфляции Кинф=7,8 Коэффициент транспортировки и монтажа КТМ=1,1 Коб=13650×7,8×1,1=117117
1.2 Расходы на содержание помещений
Кзд=С3×F С3 - цена 1 м2 площади ≈150-200 F - площадь (габариты станков + 4,5 м) F= (7,2+9) × (2,135+9) =180,4 м2 Кзд=150×180,4=27058
1.3 Расходы на ремонт оборудования
Ен×К= (0,15…0,2) × (Коб+Ки+Кзд) Ки - стоимость инструмента и приспособлений ≈10-15% от Коб Ки=0,1×117117=11711,7 Ен×К=0,15× (117117+11711,7+27058) =23850,7 F1=14054+812+3513,5+23850,7=42230,2 2. Расчет цеховой себестоимости детали осуществляется по формуле (24) S=Сзаг+Зосн+Рк+Ри (24) Сзаг - стоимость заготовки Зосн - заработная плата рабочего-сдельщика Рк - косвенные расходы на единицу продукции Ри - затраты на эксплуатацию инструмента и приспособлений Сзаг= (490-284) /4=51,5 уе 2.2 Зосн=С1×Ктар×Тшт.к. (25) Ктар - тарифный коэффициент, Ктар=3…3,5 С1 - часовая тарифная ставка 1-го разряда, С1=0,503 Тшт.к. - штучно-калькуляционное время операций, Тшт.к. =4,701 Зосн=0,503×3×4,701=7 2.3 Рк=Зосн×400% (26) Рк=7×4=28 2.4 Ри=30-40% от Ки (27) Ри=0,3×11711,7=3513,5 S1=51,5+7+28+3513,5=3600 2-й вариант долбление зубьев на станке 7А412 Расчет затрат по второму варианту осуществляется аналогично при помощи формул (21) − (27) Ктаб=10670,00 уе Коб=10670,00×7,8×1,1=91548,6 (уе)
F= (1,9+9) × (1,45+9) =113,905 Кзд150×113,905=17085,75
Рр=91548,6×0,03=2746,46 уе Ки=0,1×91548,6=9154,86 Ен×К=0,15× (91548,6+9154,86+17085,75) = 17 668,38 F2=10985,83+512,57+2746,46+17 668,38=31913,24 Сзаг= (490-284) /4=51,5 уе Зосн=0,503×3×4,701=7 Рк=7×4=28 Ри=0,4×9154,86=3661,94 S2=51,5+7+28+3661,94=3748,44 В результате сравнения вариантов выявлено:
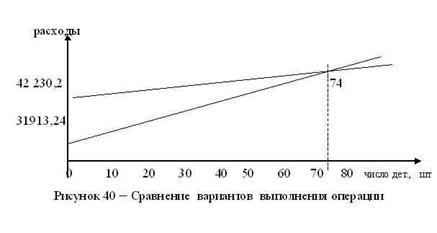
Графическое сравнение вариантов представлено на рисунке 40:
Можно видеть, что выбор второго варианта технологического процесса - долбить зубья шестерни на станке 5140 - позволяет увеличить объем производства на 74 шт. изделий при снижении условно-постоянных расходов с 42230,2 до 31913,24 руб. 2.3 Мероприятия по мобилизации факторов социального воздействия 2.3.1 Мероприятия по охране труда, ГО и ЧСВ условиях производства на человека всегда воздействуют опасные и вредные факторы, которые могут привести к травмам, профессиональным заболеваниям, авариям, пожарам и взрывам, и тем самым к непредвиденным затратам на возмещение ущерба. Степень потенциальной опасности в определенной мере зависит от правильного принятия тех или иных решений ещё на стадии проектирования. Охрана труда связана также с общей задачей охраны природы, так как очистка сточных вод и выбросов в атмосферу, борьба с шумом и вибрацией, защита от электромагнитных полей и ионизирующих излучений служат не только целям охраны труда, но и способствует сохранению среды обитания человека. Организация охраны труда, техники безопасности и производственной санитарии осуществляется в соответствии со Стандартом предприятия по охране труда и технике безопасности, разработанного ОАО "БЗЗД" за № СТП10.01Б - 2001 Открытое акционерное общество "Балаковский завод запасных деталей" осуществляется производство и реализацию запасных частей к технологическому и химическому оборудованию. Также ОАО "БЗЗД" изготавливает запасные части для железнодорожных вагонов в частности колодка тормозная, клин фрикциона. В 1999 году на заводе введен цех по выпуску изделий из углепластиков. Цех оснащен сравнительно высокопроизводительным технологическим оборудованием, которое в основном разработано конструкторским и технологическим отделами завода и изготовлено на нашем же заводе. Были разработаны и внедрены в производство углепластиковые лыжные палки и телескопические удилища. Предприятие относится к отрасли машиностроения и имеет производственные участки с вредными условиями труда. Оценка фактического состояния условий труда производится на основе данных аттестации рабочих мест или специальных инструментальных замеров уровней факторов производственной среды, которые отражаются в Карте условий труда на рабочем месте. Степени вредности факторов производственной среды и тяжести работ устанавливаются в баллах по критериям, приведенным в Гигиенической классификации труда, утвержденной Минздравом СССР 12 августа 1986г. № 4137/-86. Количество баллов по каждому значимому фактору проставляется в Карте условий труда. При этом для оценки влияния данного фактора на состояние условий труда учитывается продолжительность его действия в течение смены. Баллы, установленные по степеням вредности факторов и тяжести работ, корректируются по степени вредности фактора или тяжести работ, установленная по показателям Гигиенической классификации труда, которая указывается в гр.5 Карты условий труда; Размеры доплат в зависимости от фактического состояния условий труда устанавливаются руководителями объединений, предприятий и организаций по согласованию с профсоюзным комитетом по соответствующей шкале По состоянию условий труда для работников механического производства ОАО "БЗЗД" составлена карта, представленная в Приложении. Сумма значений факторов производственной среды суммарное Х факт составляет 8 баллов. Размер доплаты за условия труда, % - 16 % Можно видеть, то на рассматриваемом участке имеется повышенная температура из-за работы оборудования, которая в условиях низкой влажности и слабой скорости движения воздуха формирует вредные условия труда. Размер доплаты за вредность составляет 16 % Требуемое состояние воздушной среды может быть обеспечено выполнением определённых мероприятий, к основным из которых относятся: 1. Механизация и автоматизация производственных процессов, дистанционное управление ими. 2. Применение технологических процессов и оборудования, исключающих образование вредных веществ или попадание их в рабочую зону. 3. Защита от источников тепловых излучений. 4. Устройство вентиляции и отопления 5. Применение средств индивидуальной защиты. В качестве основных мероприятий по оздоровлению воздушной среды и нормализации параметров микроклимата на рабочем месте являются вентиляция и отопление. Общие сведения о них сведены в таблице Приложения Для оздоровления воздушной среды необходимо заменить моторы вытяжной вентиляции на более мощные. Системы водяного отопления, применяемые в цехе, являются наиболее приемлемыми в санитарно - гигиеническом отношении. Рациональное освещение производственных зданий и рабочих мест - один из основных вопросов охраны труда. Нормальное освещение улучшает санитарно-гигиенические условия труда, предупреждает возможность травматизма, позволяет сохранить хорошее зрение и способствует более производительной работе. Освещённость рабочей поверхности зависит от количества света, падающего на единицу этой поверхности, и выражается в в условных единицах - люксах, согласно СНиП 23-05-95 "Естественное и искусственное освещение". Для обеспечения требуемых санитарными нормами параметров освещенности на рабочих местах необходимо разработать естественное и (или) искусственное освещение. Основные сведения об освещении сведены в таблице Приложения Как видно из Приложения, освещённость рабочей поверхности не соответствует норме, поэтому следует разработать мероприятия по улучшению освещения. В качестве таких мероприятий можно предложить: 1. Заменить ртутные лампы высокого давления ДРЛ 250 на более мощные ДРЛ 1000 в количестве 23 штук 2. Производить чистку ламп и оконных стёкол, в целях повышения их прозрачности, более чаще - 1 раз в неделю. 3. Окрасить в светлые тона стены, потолки в целях повышения освещённости за счёт отражённого светового потока. Необходимо регулярно производить побелку помещения. Шум, с физиологической точки зрения рассматривается как звуковой процесс, неблагоприятный для восприятия и отрицательно влияющий на здоровье человека. Уровень шума регламентируется требованиями согласно ГОСТ 12.1.005-88 ССБТ "Общие требования к условиям труда в рабочей зоне". Снижение шума и вибрации может происходить одним из методов, наиболее приемлемых для данного типа производства. Выбор осуществляется по таблице Приложения Так как фактические показатели находятся в пределах нормы, мероприятия по снижению шума и вибрации не осуществляются. Систематический анализ производственного травматизма показывает, что большинство несчастных случаев происходит из - за невыполнения основных требований безопасности. 1. Отсутствует ограждение движущихся и вращающихся частей оборудования и автоматических подач, расположенных на высоте до 2,5 м над уровнем пола. Открытыми вращающими или движущими частями машины могут быть захвачены волосы, если рабочий без головного убора 2. Отсутствует ограждение опасной зоны оборудования. Температура битумной смеси при поступлении на предкаландр 130 - 150 С. При попадании брызг на рабочего тяжелая травма неизбежна. 3. Имеется недостаточная освещенность, что повышает утомляемость работников и снижает их внимание при проведении работ. Основные факторы воздействия на условия труда человека на предприятии ОАО БЗЗД - это: Повышение температуры, влажность, подвижность воздуха рабочей зоны и повышенное содержание в нем вредных веществ, Повышенный уровень шума на рабочем месте, Недостаточная освещенность рабочей зоны, Пожарная опасность, Повышенный уровень вибраций Многие факторы связаны с использованием различных групп оборудования. Краткая характеристика основных видов оборудования, используемого в технологических процессах ОАО "БЗЗД" представлена в Приложении В целях защиты от опасных факторов в рабочей зоне необходимо проводить мероприятия по обеспечению безопасности технологических процессов, защите от поражения электрическим током, обеспечению пожарной безопасности. На ОАО БЗЗД разработаны и закреплены стандартом предприятия следующие требования по технике безопасности и производственной санитарии, применяемые на всех предприятиях машиностроения и механических производствах. Электротравмы возникают при прохождении электрического тока через тело человека или попадания последнего в сферу действия электрической дуги. Причиной электропоражений может быть неисправность изоляции коммутационной аппаратуры, электродвигателей, а также средств, обеспечивающих электробезопасность при аварийном режиме работы электрооборудования машины. В соответствиии с ГОСТ 12.1.019-79 степень опасного воздействия на человека электрического тока, то есть исход электропоражения, зависит от рода тока, значений его напряжения, силы и частоты, пути прохождения через тело человека, продолжительности воздействия, а также от условий внешней среды. Наиболее опасным до напряжения 500 В является переменный ток низкой частоты, в том числе промышленной (50 Гц). Для обеспечения применяют отдельно или в сочетании друг с другом следующие технические способы и средства: защитное заземление, зануление, защитное отключение, малое напряжение, электрическое разделение сетей, выравнивание потенциалов, изоляцию токоведущих частей, индивидуальные средства защиты, оградительные устройства, предупреждающую сигнализаци., блокировку, знаки безопасности. На участке к электроопасному оборудованию относятся станки, распределительные электрические шкафы, осветительные приборы. На участке применяется напряжение от 24 В до 380 В, сеть трёхфазная, четырёхпроводная с заземлённой нейтралью. Она даёт использовать два рабочих направления - линейное и фазное. Применительно к участку используют следующие мероприятия по защите работающих от воздействия электрического тока: зануление, защитное отключение. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 табл.1, стр.261, kMV = kt
табл.1, стр.261, kMV = kt  табл.9, стр.264
табл.9, стр.264 »74
»74