|
Курсовая работа: Проектирование автоматической линии для условий массового производства детали "шток"Курсовая работа: Проектирование автоматической линии для условий массового производства детали "шток"МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ ДОНЕЦКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Факультет инженерной механики и машиностроения Кафедра МС КУРСОВАЯ РАБОТА По дисциплине: «Теория проектирования автоматизированных станочных комплексов» На тему: «Спроектировать автоматическую линию для условий массового производства детали «шток»» ПК.09.024.000.000 Выполнил, студент группы МС-09м Бугаев Р.А. Руководитель Калафатова Л.П. Нормоконтролер Гринев Ю.А. ДОНЕЦК 2009Исходные данные 1 Чертеж детали (Приложение А) 2 Базовый технологический процесс обработки детали 3 Заданная сменная производительность РЕФЕРАТ Курсовая работа содержит: 28 с., 9 табл., 4 рис., 5 источников, 1 приложение. В данной курсовой работе рассматривается процесс проектирования автоматической линии технологического оборудования, которая позволила бы при минимальных затратах добиться заданной производительности. Цель работы: спроектировать оптимальную структурно-компоновочную схему автоматической линии для условий масового производства детали «Шток». Реализовать структурную схему на практике, выбрав конкретное технологическое оборудование; описать ее работу с помощью циклограммы. Курсовая работа включает: пояснительную записку, которая содержит все необходимые сведения о проектировании АЛ; чертеж детали ( чертеж ПК09.024.001.000); чертеж компоновки АЛ с обозначением всех позиций (чертеж ПК09.024.002.000); циклограмма работы АЛ (чертеж ПК09.024.004.000), эскизы наладок на все операции (чертежи ПК09.024.005.000; ПК09.024.006.000; ПК09.024.007.000) АНАЛИЗ, ПРОИЗВОДИТЕЛЬНОСТЬ, РОБОТ, ТРАНСПОРТНАЯ СИСТЕМА, АТОМАТИЧЕСКАЯ ЛИНИЯ, ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ, ЦИКЛОГРАММА СОДЕРЖАНИЕ ВВЕДЕНИЕ 1 ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА 1.1 Конструкторский анализ 1.2 Разработка маршрутного технологического процесса 1.3 Выбор режимов резания 1.4 Перечень холостых операций при реализации технологического процесса 1.5 Анализ базового операционного технологического процесса по критерию обеспечения заданной сменной производительности обработки 2 Определение рациональной структуры АВТОМАТИЧЕСКОЙ ЛИНИИ 2.1 Расчет требуемой производительности автоматической линии 2.2 Выбор транспортно-загрузочной системы (ТЗС) 2.3 Расчет экономических показателей 3 РАЗРАБОТКА ЦИКЛОГРАММЫ РАБОТЫ АВТОМАТИЧЕСКОЙ ЛИНИИ ВЫВОДЫ СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ ПРИЛОЖЕНИЕ А. Спецификация спроектированной автоматической линии ВВЕДЕНИЕ Автоматизация современных производственных процессов является одним из важнейших путей повышения производительности труда и экономической эффективности производства. Любые новые неавтоматизированные технологические процессы и оборудование на современном этапе развития промышленности должны рассматриваться как частное, вынужденное решение, когда в конкретных условиях производства еще не созрели технические и технологические предпосылки для его автоматизации. При современном уровне научно-технического прогресса основной формой производства становится комплексно-автоматизированное и высокомеханизированное оборудование и производство. Одна из основных закономерностей развития техники на современном этапе развития заключается в том, что автоматизация проникла во все отрасли техники, во все звенья производственного процесса, вызвала в них революционные, качественные изменения. Целью курсовой работы является разработка автоматизированной системы машин для изготовления детали «Шток». При этом необходимо решить следующие задачи: выбрать механизмы рабочих и холостых ходов, используемых в автоматической линии; определить потери времени на выполнение рабочих и холостых ходов; разработать технологический процесс изготовления детали в условиях автоматизированного производства; разработать циклограмму работы автоматической линии; определить производительность реальной автоматической линии. 1 ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА 1.1 Анализ конструкции детали на технологичность Цель анализа конструкции детали на технологичность – выявление недостатков конструкции по сведениям, содержащихся в чертежах и технических требованиях, а также возможное улучшение технологичности рассматриваемой конструкции. Чертеж детали содержит все проекции и разрезы, совершенно четко и однозначно объясняющие ее конфигурацию. На чертеже указаны все размеры с необходимыми отклонениями и требуемая шероховатость обрабатываемых поверхностей. Чертеж содержит все необходимые сведения о материале детали, термической обработке и массе детали. Базы в процессе обработки – цилиндрические поверхности и торцы детали. Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Деталь – шток гидроцилиндра опрокидывающего механизма грузовых автомобилей КрАЗ – представляет собой ступенчатый вал. Она изготавливается из штамповки из стали 45 без термической обработки. Химический состав материала занесен в таблицу 1. Таблица 1 – Химический состав, %.
Деталь имеет глухое отверстие Ø10,2 мм, необходимое для нарезания внутренней резьбы М12-6Н, что достаточно нетехнологично. Открытый шпоночный паз 5х6 мм длиной 35 мм наиболее целесообразно обработать пальцевой фрезой. Сквозное отверстие Ø22 мм может быть получено однократным сверлением, учитывая большую жесткость детали. Все операции можно выполнить по типовым технологическим процессам, используя стандартный инструмент и оснастку. Легко повреждаемых поверхностей у детали нет. Упрощение конструкции детали или замена ее элементов ввиду её служебного назначения и тяжелых условий эксплуатации не представляется возможным. Итак, в целом деталь достаточно технологична, допускает применение высокопроизводительных методов обработки и довольно проста по конструкции. 1.2 Разработка маршрутного технологического процесса В условиях неавтоматизированного производства при разработки маршрутного технологического процесса нужно руководствоваться следующими правилами: 1) С целью экономии труда и времени технологической подготовки производства использовать типовые процессы обработки детали и типовых поверхностей деталей; 2) Не проектировать обработку на уникальных станках. Применение уникальных и дорогостоящих станков должно быть технологически и экономически оправдано; 3) Использовать по возможности только стандартный режущий и измерительный инструмент; 4) Стремиться применять наиболее совершенные формы организации производства: непрерывные и групповые поточные линии, групповые технологические процессы и групповые наладки на отдельные станки; 5) Обрабатывать наибольшее количество поверхностей данной детали за одну установку.
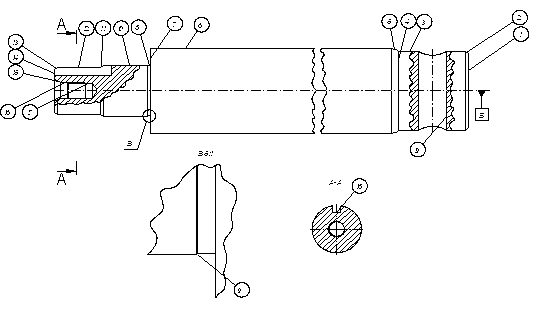
Рисунок 1.1- Эскиз штока с указанием обрабатываемых поверхностей Маршрутный технологический процесс обработки детали «Шток» (рис. 1.1) в условиях неавтоматизированного производства: 005 Заготовительная ( штамповка) 010 Фрезерно-центровальная А Установить и снять заготовку 1. Фрезеровать торцы 1и 14 2. Сверлить центровые отверстия 015 Токарная (черновая) А Установить и снять заготовку 1. Точить поверхность 6 2. Точить поверхность 3 020 Токарная (чистовая) А Установить и снять заготовку 1. Точить поверхность 6 2. Точить поверхность 3 3. Точить фаску 2 4. Точить фаску 5 025 Токарная (черновая) А Установить и снять заготовку 1. Подрезать торец 7 2. Точить поверхность 10, 12. 030 Токарная (чистовая) А Установить и снять заготовку 1. Точить фаску 13 2. Точить поверхность 10 3. Точить фаску11 4. Точить поверхность 12 5. Точить проточку 8 6. Точить фаску 9 035 Вертикально-фрезерная А Установить и снять заготовку 1. Фрезеровать шпоночный паз 18 040 Радиально-сверлильная А Установить и снять заготовку 1. Сверлить сквозное отверстие 19. 045 Слесарная (стол слесарный) А Установить и снять заготовку Калибровать резьбу, зачистить заусенцы после фрезеровки 050 Термообработка 1. Закалить HRC 38…42 055 Радиально-сверлильная 1. Сверлить отверстие 17; 2. Зенковать фаску 15 3. Нарезать резьбу 16 060 Круглошлифовальная А Установить и снять заготовку 1. Шлифовать поверхность 6 Так как технические требования чертежа предполагают термическую обработку, продолжительность которой по времени заведомо превышает все остальные операции в несколько раз, из базового техпроцесса, который в дальнейшем используется для выбора технологического оборудования автоматической линии, необходимо исключить термическую обработку и все последующие операции. В соответствие с указанными рекомендациями и наложенными ограничениями разработан маршрутный техпроцесс по производству штока. 1.3 Выбор режимов резания и расчет технологической производительности Выбор режимов резания осуществляется в соответствии с общемашиностроительными нормативами для технического нормирования работ на металлорежущих станках. Результаты расчетов занесены в таблицу 1.1. Таблица 1.1 – Расчет машинного времени выполнения операций
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||