|
Курсовая работа: Проектирование автоматической линии для условий массового производства детали "шток"Рассчитаем технологическую производительность:
где Критерием оценки технологического процесса есть технологическая производительность, которая определяется по формуле
где
1.4 Перечень холостых операций при реализации технологического процесса Для выполнения этого этапа определим все холостые операции, которые необходимо выполнить для реализации всех рабочих операций. Холостые операции содержат действия, которые связаны с ориентацией заготовки в пространстве, подачу заготовки в рабочую зону, закрепление ее на рабочей позиции, и т.д. Результаты выбора холостых операций оформляем в таблицу 1.2. Таблица 1.2 – Перечень холостых операций, необходимых для выполнения рабочих операций ТП
1.5 Определение требуемой производительности Определение требуемой производительности в условиях неавтоматизированного производства определяется по формуле:
где
Определим ожидаемую сменную производительность для данного технологического процесса:
2 ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНОЙ СТРУКТУРЫ СИСТЕМЫ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 2.1 Расчет требуемой производительности автоматической линии При обработке на автоматической линии детали «Шток» технологический процесс дифференцируется на составные части, которые выполняются в разных позициях на разных станках. В процессе обработки – от заготовки к готовой продукции – изделие передается последовательно из позиции в позицию, где получает заданный объем технологического воздействия таким образом, что на каждой позиции выполняется лишь определенная часть обработки. При этом принятые методы, маршрут и режимы обработки, технологические базы и режущий инструмент должны обеспечить выполнение заданных требований качества (точность размеров, шероховатость поверхности и др.). Число вариантов
построения автоматической линии определяется диапазоном между минимальным и
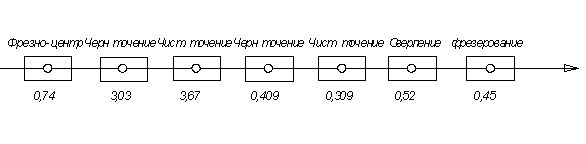
максимальным числом рабочих позиций в линии При определении структуры автоматической линии необходимо проанализировать все возможные варианты и для анализа выбрать те, которые обеспечивают заданную производительность. Разработка вариантов технологического процесса в автоматизированом производстве. На рисунке 2.1 приведен 1 вариант АЛ при q=7: Вариант №1.
Рисунок 2.1 – Структурный вариант АЛ из 7 рабочих позиций Лимитирующей позицией является чистовая обработка, для которой tр=3,67 мин. Производим укрупненный расчет цикловой производительности QЦ для данного варианта по формуле:
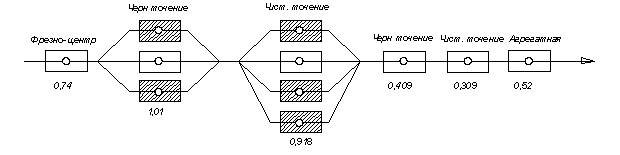
где tр(q) - время машинной обработки на лимитирующей позиции, мин; Кисп=0,75 – ожидаемый коэффициент использования АЛ. На рисунке 2.2 приведен 2 вариант АЛ при q=6: Вариант №2
Рисунок 2.2 – Структурный вариант АЛ из 6 рабочих позиций со станками дублерами Лимитирующей позицией является чистовая обработка с одной стороны детали, для которой tр=1,01 мин.
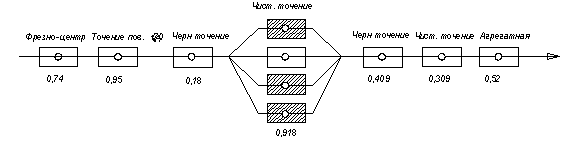
На рисунке 2.3 приведен 3 вариант АЛ при q=7: Вариант №3
Рисунок 2.3 – Структурный вариант АЛ из 7 рабочих позиций со станками дублерами и многорезцовой головкой Лимитирующей позицией является черновая обработка Æ70 при L=856 мм., для которой tр=0,95 мин.
Таким образом, вариант №2 и №3 обеспечивает заданную производительность АЛ, однако Qц>Qтреб. Вариант №2 1.
Станок –
полуавтомат: фрезеровать торцы 1 и 14 ( 2.
Станок –
полуавтомат: точить поверхности 6 ( 3.
Станок –
полуавтомат: точить поверхности 6 ( 4.
Станок –
полуавтомат: точить торец 7 ( 5.
Станок –
полуавтомат: точить фаску 13 ( 6.
Станок –
агрегатный: сверление отверстий 19 ( Лимитирующей позицией
является токарная операция 2, для которой Уточненный расчет полной производительности выполним по формуле:
где Кзаг=0.75 – коэффициент загрузки линии как характеристика технических и организационных условий ее эксплуатации;
∑tр – суммарные собственные внецикловые затраты (простой на единицу продукции), мин/шт. Внецикловые затраты определяются по формуле:
где ∑tин – ожидаемые суммарные внецикловые затраты по инструменту; ∑tос – ожидаемые усредненные внецикловые затраты по оснащению. Затраты времени из-за выхода из строя инструмента определяются по формуле:
где tр – машинное время выполнения составной операции конкретным инструментом, мин; Т – нормативная стойкость инструмента, мин; tз – время, необходимое для замены инструмента при его износе, мин; tпр – средняя продолжительность простоев из-за случайных сбоев в работе и поломок инструмента, которые приходятся на период его стойкости, мин. Значение tз и tпр для разных типов инструментов занесены в таблицу 2.1. Таблица 2.1 – Расчет времени потерь по инструменту
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 ,
, ,
,
 ,
,
