|
Отчет по практике: Организация технологического процесса на предприятиях легкой промышленностиОтчет по практике: Организация технологического процесса на предприятиях легкой промышленностиСОДЕРЖАНИЕ 1. Производство прошивных ковровых покрытий на ОАО «Витебские ковры» 1.1 Сырье для производства прошивного коврового покрытия 1.2 Схемы технологических процессов производства прошивных ковровых покрытий и изделий 1.3 Производство грунтовой ткани 1.3.1 Снование 1.3.2 Ткачество 1.4 Прошивание 1.4.1 Технологический процесс получения ворсового материала на Прошивной машине 1.4.2 Производительность прошивной машины 1.5 Печатание ворсовой поверхности 1.5.1 Приготовление печатной краски для нанесения рисунка на прошивные ковровые покрытия 1.5.2 Сшивка сурового прошивного покрытия 1.5.3 Нанесение печатного рисунка 1.5.4 3реление 1.5.5 Промывка 1.5.6 Сушка 1.5.7 Аппретирование прошивных ковровых покрытий 1.6 Заключительная отделка 2. Производство мужских полупальто на ОАО «Знамя индустриализации» 2.1 Сведения об ассортименте продукции, пошиваемой на предприятии 2.2. Основные сведения о технологическом потоке 2.3основные технико-экономические показатели потока 21 2.4 Технологическая последовательность 2.5 Технологическая схема 3. Предприятие обувного производства 3.1 Организация обувного производства 3.1.1 Генеральный план 3.1.2 Структура управления обувного предприятия средней мощности 3.1.3 Организация работ в цехе 3.1.3.1 Технологические участки 3.1.3.2 Транспортные средства цеха 3.1.3.3 Объем транспортируемых партий и тара 3.2. Технология изготовления обуви 3.2.1 Характеристика модели обуви 3.2.2 Технологический процесс одного из участков 3.3 Технико-экономические показатели работы цеха Литература 1.1 Сырье для производства прошивного коврового покрытия Прошивные ковровые покрытия и изделия на ОАО "Витебские ковры" выпускаются по ТУ РБ 00311786.063-97 «Покрытия и изделия ковровые прошивные». В формировании прошивных ковровых покрытий и изделий с печатным рисунком участвуют: - грунтовая ткань из полипропиленовых пленочных нитей линейной плотности 110 текс, выпускаемых по ТУ 2272-016-05766623-2002 «Нити полипропиленовые пленочные» или по другим ТИПА; - ворсовая основа - полиамидные текстурированные жгутовые нити линейной плотности 180текс x1 и 130 текс x1, выпускаемые по ТУ 6-13-86-94 «Нить полиамидная текстурированная жгутовая» или по другим ТНПА. В формировании прошивных ковровых покрытий и изделий с печатным рисунком, дублированных с изнаночной стороны текстильным материалом, участвуют: - грунтовая ткань из полипропиленовых пленочных нитей линейной плотности 110 текс, выпускаемых по ТУ BY 400031289.169-2006 или по другим ТНПА; - ворсовая основа - полиамидные текстурированные жгутовые нити линейной плотности 180текс xl и 130 текс xl, выпускаемые по ТУ 6-13-86-94 «Нить полиамидная текстурированная жгутовая» или по другим ТНПА. - дублирующий материал -
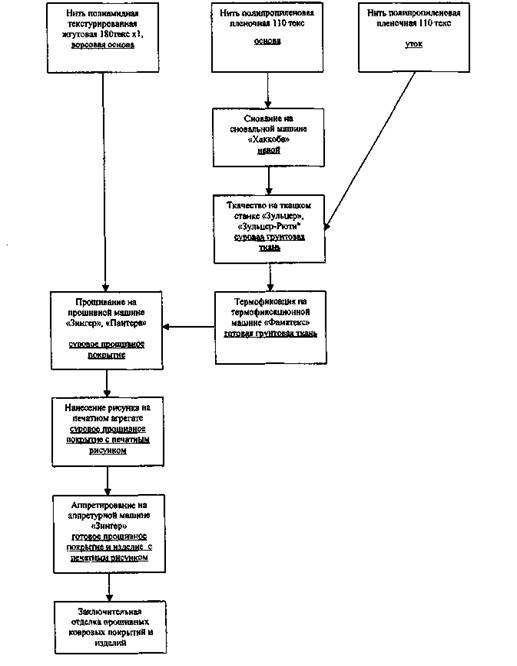
полотно нетканое иглопробивное, 1.2 Схемы технологических процессов производства прошивных ковровых покрытий и изделий На рисунках 1 и 2 показаны схемы технологических переходов для производства прошивных ковровых изделий.
Рисунок 1 Схема технологического процесса производства прошивных ковровых покрытий и изделий с печатным рисунком
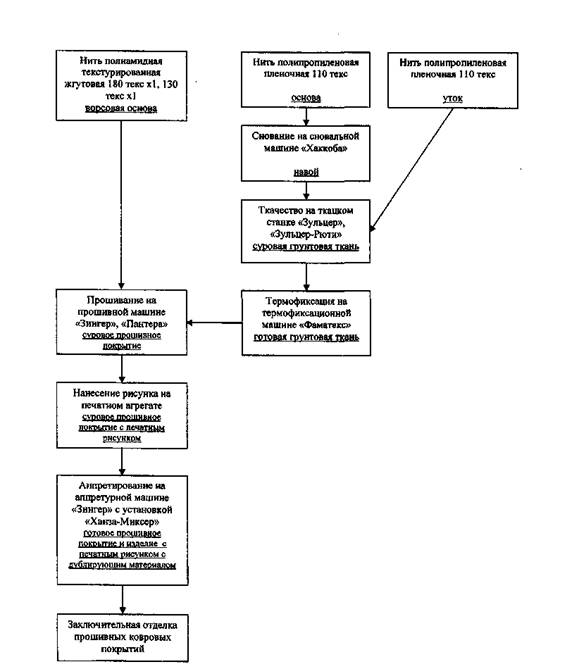
Рисунок 2 Схема технологического процесса производства прошивных ковровых покрытий и изделий с печатным рисунком, дублирующим текстильным материалом 1.3 Производство грунтовой ткани Грунтовая ткань является структурной основой прошивных ковровых покрытий и изделий, она определяет прочность и стабильность линейных размеров, а также каркасность покрытий. Ткань должна обеспечивать нормальное протекание технологического процесса прошивания ворсовой нити, не изменяя физико-механических характеристик при прокалывании иглами, а также при влажностно-тепловом воздействии при печати и аппретировании. Грунтовая ткань из полипропиленовых пленочных нитей выпускается по ТУ BY 300082076.002-2005. Производство грунтовой ткани включает следующие технологические переходы: снование ткачество термофиксация 1.3.1 Снование Снование полипропиленовых пленочных нитей осуществляется на партионной сновальной машине фирмы «Хаккоба» (Германия). Техническая характеристика и параметры заправки сновальной машины фирмы «Хаккоба» модели ВИВ-1000: - число нитей в заправке 2950 шт - линейная скорость
снования 40 - рабочая заправочная
ширина 538 1.3.2 Ткачество Формирование грунтовой ткани путем переплетения между собой нитей двух систем (основы и утка) осуществляется на ткацких станках фирмы «Зульцер», «Зульцер-Рюти» (Швейцария). Техническая характеристика и параметры заправки ткацких станков фирмы «Зульцер», «Зульцер-Рюти»: - ширина заправки по
берду 536 - ширина суровой
грунтовой ткани 528 - количество нитей основы в заправке 2950 шт - число нитей на 10 см основы 56 утка 51 - вид переплетения грунтовой ткани полотняное - частота вращения
главного вала станка 155 - теоретическая
производительность 96,1/118,3 м 1.4 Прошивание Формирование сурового прошивного покрытия происходит на прошивных машинах путем прошивания готовой грунтовой ткани ворсовой нитью, подающейся со шпулярника. На прошивных машинах фирмы «Зингер» (США) выпускаются прошивные ковровые покрытия с петлевым ворсом. На прошивной машине «Пантера» фирмы «Cobble» (Англия) возможен выпуск прошивных ковровых покрытий: с петлевым ворсом; с разрезным ворсом; с рельефным ворсом, когда рисунок
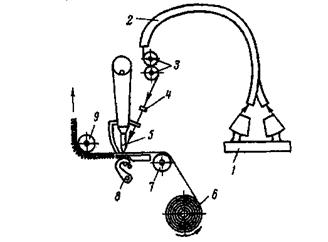
создается за счет сочетания с комбинированным ворсом, когда рисунок создается за счет сочетания петлевого и разрезного ворса. Прошивные машины механического действия характеризуются классом. Класс прошивных машин обозначает расстояние между продольными осями двух соседних игл, выраженное в долях дюйма (25,4 мм). В настоящее время изготавливают прошивные машины различных классов. 1.4.1 Технологический процесс получения ворсового материала на прошивной машине Суровые полотна изготавливают на прошивных машинах, где осуществляется процесс ворсообразования, т. е. формирования петлевого или разрезного ворса на поверхности каркасного материала. Образование петлевого ворса происходит в результате взаимодействия иглы с заправленной в ее ушко ворсовой нитью и петлителя; при образовании разрезного ворса в процессе взаимодействия иглы и петлителя дополнительно участвует разрезной нож. Ворсовые нити сматываются с бобин, установленных на шпулярнике 1 (рисунок 3), заправляются в специальные трубки 2, из которых поступают к питающим валикам 3 с наждачной поверхностью. Скорость питающих валиков можно изменять. Соответственно меняется величина подачи ворсовой нити в зависимости от требуемой высоты ворса. Заправка нити в трубку производится пневматическим устройством с помощью специального сопла. Концы нитей при обрыве не связывают, а склеивают путем нанесения тонкого слоя клея специальным приспособлением на конец нити. Затем нить заправляется в эмалированные глазки нитенаправителей 4 и в отверстие иглы 5. Каркасный материал 6 огибает игольчатый валик 7, при помощи которого подается в зону прошива. После прошива, который осуществляется с помощью иглы и петлеобразователя 8, образованное нетканое полотно выводится игольчатым валиком 9 из зоны прошива.
Рисунок 3 Технологическая схема прошивной машины Прошивание осуществляется
на двух машинах: «Пантера» фирмы «Cobble» и фирмы «Зингер». Механизм петлеобразования на машине «Пантера» :
петлевой, разрезной, скролл; на машине фирмы «Зингер»: петлевой. Высота ворса на
машине «Пантера» - 3,0
Теоретическая и фактическая производительность прошивной машины (м/ч) определяется по формулам:
где n – число проколов игл в минуту, мин l – длина стежка, мм,
Кпв - коэффициент полезного времени, равный 0,35-0,5. Фактическая производительность прошивных машин значительно меньше теоретической из-за простоев, вызванных перезаправками шпулярника, ликвидацией обрывов нитей, устранением неисправностей в работе машины и др. Производительность прошивных машин для производства изделии с неразрезными петлями ворса в 1,5 раза выше, чем производительность машин для производства изделий с разрезным ворсом. Производительность прошивных машин изменяется в зависимости от вида сырья, числа стежков и скорости вязания. 1.5 Печатание ворсовой поверхности Печатание ворсовой поверхности тафтинговых суровых полотен имеет особенности, связанные со структурой материала, наличием петлевого или разрезного ворса на лицевой поверхности, значительной поверхностной плотностью и др. Процесс печатания, последующая промывка и сушка тафтинговых полотен должны осуществляться таким образом, чтобы сохранялась структура ворсового покрова. На ОАО "Витебские ковры" суровые прошивные ковровые покрытия поступают на печатный агрегат для нанесения рисунка на ворсовую поверхность. Получение прошивных покрытий с печатным рисунком происходит в следующей последовательности: приготовление печатной краски; сшивка сурового прошивного покрытия; нанесение печатного рисунка; зреление; промывка; сушка; наматывание на кауль. Поточная линия для печатания ковров состоит из следующих машин: стыкосшивальной машины, компенсатора, устройства для очистки полотен, плюсовки, печатной машины, зрельника, промывной машины, сушильной машины, накатной машины. 1.5.1 Приготовление печатной краски для нанесения рисунка на прошивные ковровые покрытия В состав печатной краски входят: маточный раствор загустителя; раствор красителя; вода Все компоненты вводятся согласно рецептурам, утвержденным в установленном порядке на каждый цвет. При печатании прошивных полотен с ворсовым покровом из полиамидных волокон наилучшие результаты дает использование кислотных обычных и металлсодержащих красителей, фиксирующихся на волокне на 90—95%. 1.5.2 Сшивка сурового прошивного покрытия Сшивка сурового прошивного покрытия осуществляется на стыкосшивальной машине с передвижной кареткой "Мульти-супер" (Германия). Суровое прошивное полотно направляется на подвижную платформу и тянульными валами подается в лотковый накопитель (компенсатор). Подвижная платформа выравнивает и укладывает полотно по центру накопителя. Устройство для очистки суровых покрытий состоит из вращающихся очистных капроновых щеток и вентиляторов, отсасывающих загрязнения из очистного устройства в рукавный фильтр. На плюсовке осуществляется предварительное пропаривание полотна насыщенным паром перед нанесением печатной краски на ворсовую поверхность. Пропаривание суровых полотен способствует лучшему прониканию печатной краски в ворсовую поверхность. 1.5.3 Нанесение печатного рисунка Нанесение цветного рисунка на ворсовую поверхность может осуществляться с помощью плоских или цилиндрических шаблонов или аэродинамическим способом. На ОАО "Витебские ковры" суровое прошивное ковровое покрытие подается на печатную машину «Хромоджет Р43 5150/2048/8С» фирмы «Циммер» (Австрия) для нанесения рисунка на ворсовую поверхность аэродинамическим способом.
Для фиксации нанесенного печатного рисунка и равномерного распределения красителя по ворсу применяют горизонтально-вертикальные зрельники. При влажности 100% в зрельнике поддерживают температуру 100°С. Необходимое количество пара, подаваемое в зрельнике, регулируется в зависимости от температуры. Вместимость горизонтального зрельника 18,8 пог. м, вертикального - 22,4 пог. м. Длина петли полотна в вертикальном зрельнике 4,5 м, количество петель - 5. В горизонтальной части зрельника полотно транспортируется вращающимися валиками, соприкасаясь с ними изнаночной стороной. В горизонтальной части зрельника начинается фиксирование красителя на волокне (горизонтальное расположение покрытия предотвращает затекание красителя). В вертикальной части зрельника происходит дальнейшее фиксирование красителя на волокне. Продолжительность запаривания составляет 8—10 мин. 1.5.5 Промывка После зреления ковровое полотно поступает на промывку для удаления незафиксированного красителя, загустителя и др. химикатов. Промывка осуществляется на двух промывных машинах фирмы «Кюстерс». В первой промывной машине полотно промывается с лицевой и изнаночной сторон теплой водой. После промывки полотно обезвоживается с помощью вакуумного насоса марки «Сименс Элмо». Обезвоженное полотно подается во вторую промывную машину, где промывается холодной водой и обезвоживается с помощью 2-х вакуумных насосов марки «Сименс Элмо». Из зрельника ковровое покрытие поступает на промывные машины в расправленном по длине и ширине состоянии. Температура воды в первой промывочной машине - 40°С, во второй - 20 °С. В первой разбрызгивающей вакуумной машине полотно промывается с лицевой и изнаночной сторон струями воды при температуре 40°С. При этом вымываются загуститель, химикаты, жесткие красящие вещества. Затем полотно обезвоживается с помощью вакуумного насоса. Вода фильтруется и сбрасывается в канализацию. После первой промывочной машины обезвоженное полотно направляется во вторую сопловую промывную машину с двойной промывкой неподогретой водой и сильным вакуум-отсосом. Используемая для промывки вода сбрасывается в канализацию. Скорость прохождения полотна через промывные машины синхронна со скоростью движения полотна на печатном агрегате и составляет 7 м/мин.
Промытое и обезвоженное полотно поступает для сушки на сушильно-ширильную машину фирмы «Фаматекс» (Германия). Перед сушилкой имеется компенсатор вместимостью 150 м, который служит для аварийного накопления коврового полотна. При печатании ковровых изделий с разрезным ворсом используют механизм для поднятия ворса. Промытое полотно поступает в автоматическом режиме на заправочное устройство сушильно-ширильной машины. Сушильно-ширильная машина состоит из 5 сушильных камер, каждая длиной 3 м, разделенных на две секции длиной по 1,5 м. Машина снабжена участком охлаждения. На сушильно-ширильной машине имеется устройство для отрезания кромок. После отрезания кромок напечатанное полотно поступает в компенсатор вместимостью 150 м, а затем на накатное устройство фирмы "Шультхайст" (Германия), состоящее из контрольного стола и накатного механизма. Диаметр рулона до 3 м, длина намотки 600 - 400 м. 1.5.7. Аппретирование прошивных ковровых покрытий Окрашенные прошивные ковровые покрытия поступают на аппретурную линию фирмы «Зингер» (США) для нанесения аппретирующего состава на изнаночную сторону, а также для приклеивания дублирующего материала (для получения прошивных ковровых покрытий и изделий с дублирующим материалом). Цель аппретирования – закрепление ворсовых петель, придание стабильных размеров и каркасности покрытию. Получение аппретированных прошивных ковровых покрытий и изделий происходит в следующей последовательности: приготовление аппретирующей смеси; сшивка сурового прошивного коврового покрытия; нанесение аппретирующей смеси на изнанку прошивного коврового покрытия; сушка прошивных ковровых покрытий; обрезание кромок; разрезание на нужные ширины; наматывание на кауль.
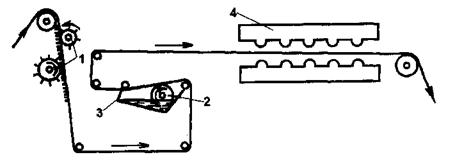
приготовление аппретирующей смеси; сшивка сурового прошивного коврового покрытия; преобразование аппретирующей смеси в пену; нанесение пены на изнаночную сторону; подача дублирующего материала; сушка прошивных ковровых покрытий с дублирующим материалом; обрезание кромок; разрезание на нужные ширины; наматывание на кауль. В качестве проклеивающих составов применяют натуральный или синтетический каучуковый латекс с различными наполнителями, которые вводят для вулканизации, против вспенивания и как сгустительные примеси. Технологическая схема агрегата для проклеивания ковров приведена на рисунке 9. После очистки обеих сторон ковра щеточными валиками 1 изделие поступает через направляющие валики к пропитывающему устройству, которое , состоит из барабана 2, помещенного в клеевую ванну. Латекс наносится тонким слоем на изнаночную сторону коврового материала. Излишки латекса счищаются раклей 3. После нанесения латекса изделие поступает на ширильную игольчатую раму и в горизонтальную сушильную камеру 4, где происходит вулканизация латекса при температуре 140 °С в течение 1-9 мин. По выходе из сушильной камеры кромки и крайние пучки петель обрезаются дисковыми ножами. Счетчик метража отмеряет заданное количество метров, после чего вступают в действие ножи для разрезания коврового полотна в поперечном направлении. Агрегат снабжен также устройством для разрезания ковров на различную ширину.
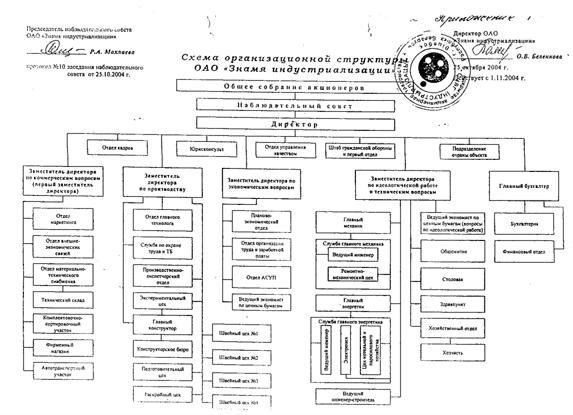
Рисунок 9 Технологическая схема агрегата для проклеивания ковров. Прошивные ковры могут иметь на изнаночной стороне покрытие из латексной пены с ячеистым вафельным рисунком или дублирующим материалом, что повышает устойчивость изнаночной стороны к скольжению, улучшает теплоизоляционные и звукопоглощающие свойства ковров. Прошивные ковры с разрезным ворсом подвергаются стрижке в два прохода на стригальной машине. 1.6 ЗАКЛЮЧИТЕЛЬНАЯ ОТДЕЛКА Заключительная отделка происходит на разбраковочной машине фирмы "Шультхайс" (Германия) в состав которой входят: стыкосшивальная машина с передвижной кареткой; разматывающее устройство; ленточный стол; компенсатор; транспортирующий стол; резальное устройство; кеттельный стол; выпускной стол; сбрасывающий стол; скатывающее устройство 2.1 Сведения об ассортименте продукции, пошиваемой на предприятии ОАО «Знамя индустриализации» - первенец первых пятилеток. Фабрика вступила в строй 7 ноября 1930 года. Сегодня это большое, современное предприятие с четко налаженным циклом. На фабрике 4 пошивочных цеха. В настоящее время предприятие специализируется по выпуску мужской и женской верхней одежды: пальто, полупальто, плащи, костюмы. В начале 80-х в швейной отрасли сложилось неблагоприятное положение на потребительском рынке вследствие того, что не обновлялся ассортимент швейных изделий. Тогда и началась борьба за покупателя. Результаты изучения и прогнозирования спроса стали исходными данными для формирования новых видов ассортимента. В настоящее время предприятие пошивает одежду для ведущих фирм Америки, Дании, Голландии, а также ближнего зарубежья («Зима-Лето», «РНВ», «Морис», «RoyalSpirit», «Sanito Fortuno»). Производственная мощность предприятия составляет 240 тыс. ед. швейных изделий. Режим работы на предприятии – односменный. Структура предприятия следующая: 4 пошивочных цеха, подготовительный, раскройный. Имеется вспомогательное производство: механический цех, ремонтно-строительный цех, ПСХ, электроцех, сортировочный, склад готовой продукции, автотранспортный участок. На рисунке 10 представлена схема организационной структуры ОАО «Знамя индустриализации». На рисунке 11 представлен внешний вид одного из пошиваемых на предприятии изделий (полупальто мужское).
Рисунок 10 Схема организационной структуры ОАО «Знамя индустриализации»
Рисунок 11 Внешний вид изделия Описание внешнего вида изделия Полупальто мужское с центральной бортовой застежкой на тесьму-молнию, скрытую напуском из переда. Перед с боковыми прорезными карманами с втачной листочкой. В шов обтачивания листочки вставлен кожаный кант. Спинка со средним швом. Воротник отложной с отрезной стойкой. Рукава втачные двухшовные. Внутренние края подбортов и обтачки горловины окантованы тесьмой из подкладочной ткани. Полупальто на подкладке и утепляющей
прокладке до низа. Подкладка соединена с утепляющей прокладкой на многоигольной
машине ромбами 5 Карманы застегиваются: на правом переде подкладки – на петлю на отделочном треугольнике и пуговицу; |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||