|
Курсовая работа: Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
2.11. Розрахунок похибок базування Для досягнення високої точності обробки деталі необхідно дотримуватись принципу єдності баз: конструкторські, технологічні, вимірювальні бази повинні співпадати, в такому разі похибка базування рівна нулю. При наявності порушення цього принципу виконується розрахунок похибки базування. Похибку базування співставляють з необхідною точністю розмірів та роблять висновок відносно можливості виконання заданої точності або необхідності заміни схеми базування.
Таблиця 2.11.1 Похибка установки заготовки в пристосуванні ∆Еу розраховується з урахуванням похибок: ∆Еб – базування; ∆Ез – закріплення; ∆Епр – похибка виготовлення та зношення опорних елементів пристрою. Похибка установки визначається як граничне поле розсіювання положень вимірювальної поверхні відносно поверхні відліку в направленні витримуємого розміру. Еу = де: Еб – похибка установки заготовки на постійні опори, Еб=60мкм [1.14. ст.43]; Ез – контактна деформація стику заготовки – опора пристрою [1.22. ст.52]; Ез=[(Кrz x Rz + Kнб х HB) + G1] x Ез=[(0 + - 0,003 х 250) + 0,67 x Епр - для серійного та масового виробництва; Епр=Езн – зношення установочних елементів пристроїв: Еон=B x N = 1,2 x 4 = 4,8 мкм; (2.11.3) Еу = Аналізуючи отриману похибку
и порівнюючи точність відтворюючих розмірів 2.12. Визначення припусків на обробку та операційних розмірів деталі Визначення припусків розрахунково-аналітичним методом виконаємо для поверхонь, маршрут обробки яких передбачає багатоетапну послідовність обробки. В цьому випадку це поверхня Ø80Н7(+0,03). Технологічний маршрут обробки записуємо в таблицю розрахунків припусків. Також записуємо в таблицю відповідно кожному переходу значення елементів припусків. Для заготовок, отриманих литтям в кокіль, значення коефіцієнтів будуть дорівнювати: Rz=200мкм; Т=300 [6, 27. ст. 66]. Розрахунок припусків та граничних розмірів на обробку отвору Ø80Н7. Таблиця 2.12.1.
Після першого технологічного переходу величини T i Rz знаходимо по табл. 27 [6, стор.66]. та записуємо в таблицю. Величина просторового відхилення становить ρ=290 мкм. Величина верстатного просторового відхилення після чорнового розточування
Похибка установки при чорновому розточуванні: Е1 =
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поверхня | Розмір | Допуск | Припуск | |
| 1 | 165 |
1,6 |
2х2,4 | |
| 2 | 160 |
1,6 |
2х2,4 | |
| 3 | 160 |
1,6 |
2,4 | |
| 4 | Свердлення різьби в суцільному металі | |||
| 5 | Розточування канавки в суцільному металі | |||
| 6 | Ø80 |
1,4 |
2 х 2,3 (розрахунковий 2х1,2) | |
| 7 | 100 |
1,4 |
2,3 | |
| 8 | Ø304 |
2,0 |
:2,8 | |
| 9 | Свердління в суцільному металі | |||
| 10 | Свердління в суцільному металі | |||
| 11 | Шпоночна канавка в суцільному металі | |||
Страницы: 1, 2, 3, 4, 5, 6, 7, 8
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 х
х 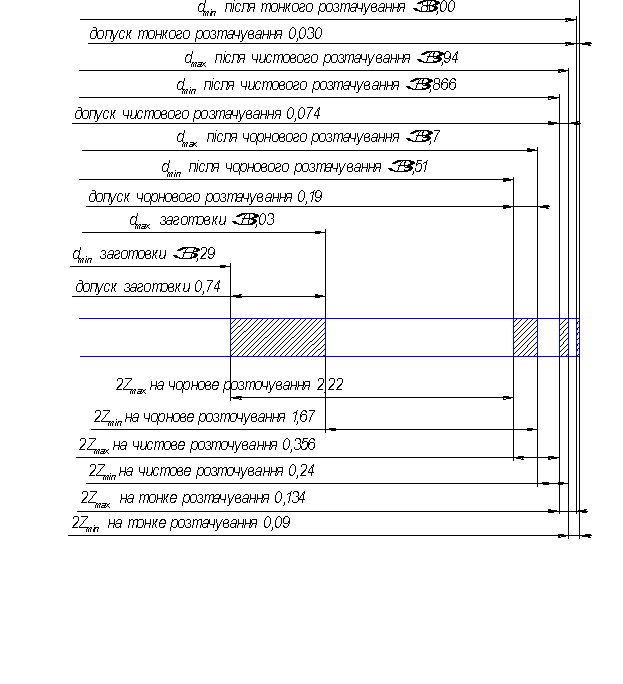 Загальні
припуски Zmin та Zmax визначаємо додаючи проміжні припуски
та записуємо їх значення внизу відповідних граф.
Загальні
припуски Zmin та Zmax визначаємо додаючи проміжні припуски
та записуємо їх значення внизу відповідних граф.