|
Дипломная работа: Исследования свойств штамповой стали после термической обработки
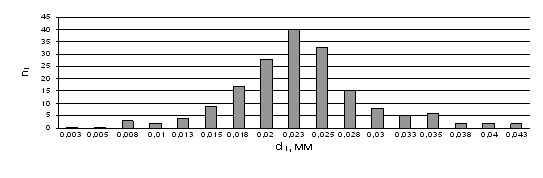
Рис. 36. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 1 100оС Наибольшее количество зерен приходится на размерную группу 0,020–0,022 5 мм (см. табл. 31). Для сравнения результатов, полученных при использовании различных методик экспериментальные данные сведены в таблицу 32. Таблица 32. Размер зерна аустенита (мм), определенный различными методами
3.6 Влияние температуры отпуска на износостойкость Износостойкость инструментальной стали, то есть способность ее сопротивляться различным видам изнашивания поверхности, является характеристикой долговечности инструмента. Изнашивание сопровождается не только физическим разрушением рабочего слоя и потерей массы металла, но и его пластическим деформированием. В результате обоих процессов изменяются форма и размеры рабочих кромок. Изнашивание усиливается в условиях: а) динамических нагрузок, вызывающих дополнительно выкрашивание и скалывание поверхностных слоев; б) нагрева при резании или деформировании, снижающего твердость и сопротивление пластической деформации и облегчающего диффузию атомов между сталью инструмента, обрабатываемым металлом и сходящей стружкой. Таким образом, износостойкость очень сложное свойство. Она определяется не только химическим составом, структурой и механическими свойствами, но и свойствами обрабатываемого материала, условиями эксплуатации инструмента, его конструкции и т. д. Последние определяют характер износа: абразивный, адгезионный, эрозионный, диффузионный и др. В данной работе было проведено исследование износостойкости инструментальной стали 4Х5МФ1С в зависимости от температуры отпуска. Для исследования применялся метод трения «шарика по диску». Количество циклов трения было выбрано равным 40 000. В результате серии экспериментов на образцах были получены следы (канавки) трения, сечение которых измерялось на профилометре (рис. 37). Измерения проводились в пяти разных местах следа. Износ образца в дальнейшем оценивался по вынесенному объему металла. Для подтверждения полученных результатов дополнительно оценивался износ шарика (см. табл. 33). Также была изучена износостойкость покрытий (нитрид и оксинитрид титана), нанесенных на образцы из стали 4Х5МФ1С методом ионно-плазменной имплантации. Целью проведенного исследования было выяснение перспективности нанесения покрытий для увеличения износостойкости материала. Количество циклов трения составило 5 000 для образцов с номерами 91 и 30, 10 000 – для образца 89 (см. табл. 34). Сравнительная износостойкость образцов, отпущенных с разных температур (температура закалки 1 070оС)
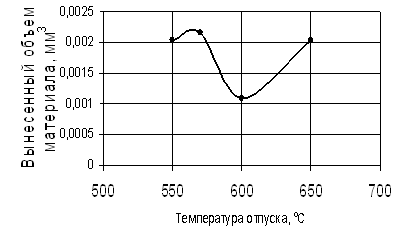
По результатам экспериментов был построен график, характеризующий вынесенный объем материала в зависимости от температуры отпуска (рис. 38). Минимум на приведенной кривой соответствует образцу с максимальной износостойкостью.
Рис. 38. Сравнительная износостойкость образцов из стали 4Х5МФ1С в зависимости от температуры отпуска Для сопоставления изменения твердости и износостойкости образцов, отпущенных на различные температуры на приборе Роквелла была измерена их твердость (рис. 39).
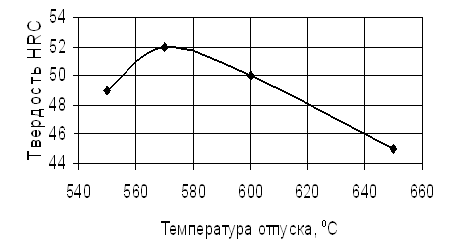
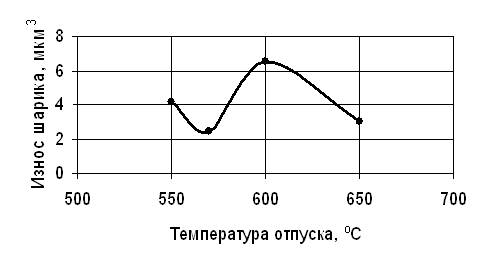
Рис. 39. Зависимость твердости стали 4Х5МФ1С от температуры отпуска Максимальное упрочнение в исследуемой стали достигается после отпуска на 570оС. С дальнейшим повышением температуры до 600оС износостойкость возрастает, а твердость уменьшается, что связано с различной природой выделяющихся карбидов. При 500–550оС выделяется промежуточный карбид типа Ме2С; выше 550–600оС – карбиды Ме23С и Ме6С. Отпуск выше 600–625оС усиливает коагуляцию карбидов. Также построена зависимость износа шарика в ходе эксперимента для каждого образца (рис. 40). Видно, что максимальный износ шарика был получен на образце с максимальной износостойкостью.
Рис. 40. Износ шарика в ходе экспериментов с образцами, отпущенными на разные температуры Из полученных данных следует, что наибольшей износостойкостью обладает сталь, отпущенная с температуры 600оС. Данное явление связано с тем, что при этой температуре отпуска проходило дисперсионное твердение, приводящее не только к увеличению твердости, но и росту износостойкости. Таблица 34. Сравнительная износостойкость образцов до и после напыления покрытий
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||