|
Дипломная работа: Разработка группового техпроцесса изготовления кулачковВыявлены следующие ОВПФ, возникающие на фрезерной операции и разработаны методы минимизации их влияния на человека. Сведем их в таблицу 13.2 Таблица 13.2. Выявление ОВПФ
13.3 Организационно - технические мероприятия по разработке безопасных условий труда, подкрепленные инженерными расчетамиПриведём перечень необходимых мероприятий и рекомендаций, относящихся к технике безопасности и защите окружающей среды, которые позволяют свести вероятность неблагоприятного воздействия на человека и окружающую среду к минимуму. Получения травм из-за контакта с движущимися частями устройства можно избежать следующим образом. Приступая к работе необходимо убедиться в исправности работы механизма продольной подачи станка (до установки устройства). После установки и настройки направляющей части устройства необходимо убедиться в надёжности её закрепления. После установки заготовки необходимо убедиться в надёжности затяжки крепежных болтов. Для предотвращения попадания в движущиеся части установки одежда рабочего должна быть застёгнута на все пуговицы и не должна иметь свисающих концов. Высокие скорости вращения детали или инструмента создают опасность вылета стружки при нормальной работе, а также осколков металла при поломке инструмента. Во избежание получения травмы при возможном вылете лицо рабочего должно быть закрыто специальными защитным наголовным щитком (например, типа НБХ или НБТ), а также должен использоваться экран. Всё электрооборудование, а также оборудование и механизмы, которые могут оказаться под напряжением, должны быть тщательным образом заземлены. Все доступные для прикосновения токоведущие части оборудования должны быть ограждены. В пусковых приспособлениях электродвигателей все токопроводящие части должны быть закрыты. Щитки и рубильники должны быть установлены в глухих металлических кожухах, запирающихся на замок и имеющих надписи о применяемом напряжении. Эти меры позволяют исключить возможность поражения рабочего электрическим током. Важнейшее значение для обеспечения необходимых условий нормальной жизнедеятельности и высокопроизводительного труда человека имеет создание и поддержание нормативных метеорологических условий (микроклимата) и чистоты воздуха рабочей зоны помещений. Нормативно - техническая документация определяет следующее состояние микроклимата рабочей зоны производственного помещения для первой категории физических работ: оптимальная температура воздуха: 18¸22°С; относительной влажности воздуха 40¸60%; скорость движения воздуха 0,2 - 0,9 м/с. В процессе фрезерной обработки используется охлаждающая жидкость, вследствие чего образуется вредный пар с мелкими частицами который, попав в лёгкие, оседает там. В результате воздействия вредных веществ могут возникнуть профессиональные заболевания. Поэтому необходимо улавливание пыли с помощью вентилятора, отсасывающего загрязнённый воздух по трубопроводам к пылегазоочистной установке, в качестве которой можно использовать электрофильтр, основанный на ионизации газовых молекул в электрическом поле высокого напряжения. Кроме вытяжки загрязнённого воздуха необходимо предусмотреть общеобменную вентиляцию, заключающуюся в удалении из помещения загрязнённого и нагретого воздуха и подачи в него свежего. В данном случае для обеспечения нормальной работы кроме естественной вентиляции (проветривания) необходимо применять механическую общеобменную вентиляцию, а при шлифовке направляющих - местную вентиляцию (например, использовать вытяжные зонты). Большой вред организму человека может наносить шум. Под воздействием продолжительного громкого шума может произойти снижение слуха, а иногда и полная глухота. Под влиянием сильного шума (90 - 100 дБ) притупляется острота зрения, появляются головные боли и головокружение, повышается кровяное артериальное давление, что может привести к гипертонии, гастриту и другим болезням. Главным источником шума является работа движущихся частей механизмов, различных передач, электродвигателей, а также контактом инструмента с обрабатываемой поверхностью. Для защиты от шума рабочему необходимо использовать противошумы типа вкладышей, перекрывающих наружный слуховой канал уха. 13.4 Расчет искусственного освещенияВыбираем лампы дневного света открытого типа. Количество светильников определим по формуле:
где Минимальная освещенность рабочего места слесарно-механического участка по [15] составляет 300 лк. Коэффициент запаса, учитывающий старение, запыление и загрязнение светильников, принимаем равным 1,5 для помещений с небольшим содержанием пыли. Коэффициент неравномерности освещенности принимаем равным 1,3. Для ламп типа ЛД 80-4 световой поток составляет 4250 лм. Для определения коэффициента использования светового потока определим индекс помещения:
где b - ширина помещения, м; l - длина помещения, м; h - высота подвеса светильников, м.
По таблицам [15], зная индекс помещения, определяем коэффициента
использования светового потока: Определим число светильников, считая, что в каждом по две лампы:
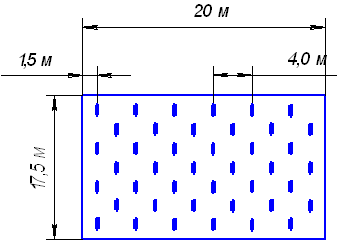
Получаем 36 светильников по 2 лампы в каждом. Схема расположения светильников приведена на рис.13.1 Схема расположения светильников:
Рис.13.1 Люминесцентные и другие ртутные лампы, которые вышли из строя нельзя бесконтрольно выбрасывать. Они подлежат утилизации, поскольку в них содержится опасная для здоровья человека ртуть. Такие лампы нельзя отвозить на свалки и производить захоронение в землю, так как это представляет угрозу заражения почвы, воздуха и воды. На предприятиях необходимо организовывать специальные места по вскрытию и удалению ртути из таких ламп. 13.5 Безопасность при аварийных и чрезвычайных ситуацияхКрупные аварии и чрезвычайные ситуации на предприятии могут возникать в результате стихийных бедствий, нарушения технологии производства, нарушения правил эксплуатации оборудования и установленных мер безопасности. При чрезвычайных ситуациях проявление первичных негативных факторов (землетрясение, взрыв и т.д.) может вызвать цепь вторичных негативных воздействий - пожар, загазованность, обрушение конструкций, затопление помещений, выброс токсичных отходов в окружающую среду. При этом потери от вторичных негативных воздействий часто бывают больше потерь от первичных негативных факторов. Под аварией понимают внезапную остановку работы или нарушение процесса производства на промышленном предприятии, приводящее к травмам людей, к повреждению или уничтожению материальных ценностей. Основными причинами крупных техногенных аварий являются: отказы технических систем из-за дефектов изготовления и нарушения режимов эксплуатации; ошибочные действия операторов; концентрация различных производств в промышленных зонах без должного изучения их взаимовлияния; высокий энергетический уровень технических систем. При возникновении аварии или чрезвычайной ситуации предпринимаются аварийно-спасательные работы. Аварийно-спасательные и другие неотложные работы представляют собой совокупность первоочередных работ в зоне чрезвычайной ситуации, заключающихся в спасении и оказании помощи людям, локализации и подавлении очагов поражающих воздействий, предотвращении возникновения вторичных поражающих факторов, защите и спасении материальных и культурных ценностей, восстановлении минимально необходимого жизнеобеспечения. При пожарах спасение людей, заблокированных в горящих и задымленных зданиях и сооружениях, проводится с использованием пожарных лестниц, автоподъемников и автовышек, а также с помощью спасательных рукавов. В крайних случаях применяется растянутый брезент или другой прочный материал в качестве ловушек при приземлении пострадавших, выпрыгивающих из горящих зданий. Защита пострадавших и пожарных в ходе тушения пожара осуществляется путем подачи в соответствующие места пожарных стволов и проведения противодымных мероприятий. Поиск и спасение людей, потерявших сознание или ориентировку в задымленных и горящих помещениях, проводятся специальными поисково-спасательными пожарными группами, оснащенными противопожарными костюмами и индивидуальными дыхательными аппаратами. При обрушении конструкций спасение пострадавших, блокированных в замкнутых, заваленных помещениях, проводится путем пробивания проемов в стенах и перекрытиях, устройства проходов к заваленным дверям и окнам, а также разборка завала сверху, сплошная горизонтальная его разборка. Огромную угрозу, особенно ярко обозначившую себя в последнее время, являет терроризм во всех его проявлениях. Для предупреждения террористических актов на предприятии необходимо проявление гражданской бдительности всех работников предприятия, возможное усиление охранных мер, организация охраны общественного порядка. Необходимо ужесточить установленный режим доступа (допуска) на территорию предприятия. Также необходимо осуществлять (усилить) охрану наиболее опасных с точки зрения проведения террористического акта объектов. 13.6 Мероприятия по обеспечению пожарной безопасностиПожарная безопасность - это состояние объекта, при котором исключается возможность пожара, а в случае его возникновения предотвращается воздействие на людей опасных факторов пожара и обеспечивается защита материальных ценностей. Сегодня из-за производственных процессов и появления новых технологий все чаще на повестку дня ставится вопрос о месте человека в технических системах. На производстве человек имеет дело со сложными техническими системами, технологическими комплексами. В настоящее время в мире значительно возрос удельный вес аварий, происходящих из-за неправильных действий технического персонала. Чаще всего это связано с недостаточным профессионализмом, неумением принимать оптимальное решение в сложной критической обстановке и в условиях дефицита времени, недостаточной информированностью. Основными причинами пожаров являются: неосторожное обращение с огнем; умышленные поджоги; нарушение технологической дисциплины; отклонения от проектной документации; эксплуатация оборудования без предохранительных устройств; низкий уровень производственной дисциплины. В систему пожарной безопасности предприятия входят такие подсистемы, как подсистема предотвращения пожара, подсистема противопожарной защиты и подсистема организационно-технических мероприятий. Систему предотвращения пожара составляет комплекс организационных мероприятий и технических средств, направленных на исключение возможности возникновения пожара. Предотвращение пожара достигается: устранением образования горючей среды; устранением образования в горючей среде (или внесения в нее) источника зажигания; поддержанием температуры горючей среды ниже максимально допустимой; поддержание в горючей среде давления ниже максимально допустимого и другими мерами. Систему противопожарной защиты составляет комплекс организационных и технических средств, направленных на предотвращение воздействия на людей опасных факторов пожара и ограничение материального ущерба от него. Противопожарная защита обеспечивается: максимально возможным применением негорючих и трудногорючих веществ и материалов вместо пожароопасных; ограничением количества горючих веществ и их размещения; изоляцией горючей среды; предотвращением распространения пожара за пределы очага; применением средств пожаротушения; применением конструкций объектов с регламентированными пределами огнестойкости и горючести; эвакуацией людей; системами противодымной защиты; применением средств пожарной сигнализации и средств извещения о пожаре; организацией пожарной охраны промышленных объектов. Ограничение горючих веществ и их размещения достигается регламентацией: количества (массы, объема) горючих веществ и материалов, находящихся одновременно в помещении; наличия аварийного слива пожароопасных жидкостей и аварийного стравливания горючих газов из оборудования; противопожарных разрывов и защитных зон; периодичности очистки помещений, коммуникаций, оборудования от горючих отходов, отложений пыли и т.п.; числа рабочих мест, на которых используются пожароопасные вещества; выноса пожароопасного оборудования в отдельные помещения и на открытые площадки, а также наличие системы аспирации отходов производства. Изоляция горючей среды обеспечивается одним или несколькими перечисленных средств: максимальной автоматизацией и механизацией технологических процессов, связанных с обращением пожароопасных веществ; применением для пожароопасных веществ герметизированного и герметичного оборудования и тары; применением устройств защиты производственного оборудования с пожароопасными веществами от повреждений и аварий; применением изолированных отсеков, камер, кабин и т.п. ъ Предотвращение распространения пожара обеспечивается: устройством противопожарных преград (стен, зон, поясов, защитных полос, занавесов и т.п.); установлением предельнодопустимых площадей противопожарных отсеков и секций; устройством аварийного отключения и переключения аппаратов и коммуникаций; применением средств, предотвращающих разлив пожароопасных жидкостей при пожаре; применением огнеограждающих устройств (огнеоградителей, затворов, клапанов, заслонок и т.п.); применением разрывных предохранительных мембран на агрегатах и коммуникациях. Применяемые на производстве средства пожаротушения должны максимально ограничивать размеры пожара и обеспечивать его быстрое тушения. При этом для конкретного производства должны быть определены: виды средств пожаротушения, допустимые и недопустимые для применения на пожаре; вид, количество, размещение и содержание первичных средств пожаротушения (огнетушители, асбестовые полотна, ящики с флюсом или песком, емкости с огнетушащими порошками и т.п.); порядок хранения веществ, тушение которых недопустимо одними и теми же средствами; источники и средства подачи воды при пожаротушении; максимально допустимый запас специальных средств пожаротушения; необходимая скорость наращивания подачи средств пожаротушения; виды, количество, быстродействие и производительность установок пожаротушения, охранных установок пожаротушения и хранение запаса средств тушения; порядок обслуживания установок пожаротушения и хранения средств тушения. Мероприятия, связанные с обеспечением противопожарной безопасности в каждом отдельном случае имеет различный объем. Это зависит от типа здания, характера проводимых работ внутри помещения и т.д. Существует восемь степеней огнестойкости. С возрастанием номера категории, предел огнестойкости конструкции уменьшается. Корпус цеха представляет собой одноэтажное здание второй степени огнестойкости. Под этим подразумевается, что в покрытиях здания допускается применение незащищенных стальных конструкций, тогда как первая степень огнестойкости подразумевает наличие ограждающих конструкций из естественных или искусственных каменных материалов с применением листовых плитных негорючих материалов. Категория помещения по степени взрывопожарной опасности - Д. Категория определяется для наиболее неблагоприятного в отношении пожара или взрыва периода, исходя из вида и материалов, их количества и пожарных свойств, особенности технологических процессов. В нашем случае, категория Д подразумевает, что в производстве используются негорючие вещества и материалы, находящиеся в холодном состоянии. В качестве первичных средств пожаротушения используются огнетушители, лунки с песком, ломы, топоры, лопаты, бочки с водой. Для более эффективного пожаротушения и согласно требованиям пожаробезопасности устанавливаются пожарные гидранты, которые располагают как можно ближе к основным проездам в расчете один гидрант на 150 м2 производственной площади. В целях безопасной и быстрой эвакуации людей в случае возникновения пожара предусматриваются эвакуационные выходы. Их количество из здания, помещения и с каждого этажа должно быть не менее двух. ВыводыВ разделе было проведено описание фрезерной операции и рабочего места, на котором эта операция проводится. Были выявлены опасные и вредные производственные факторы, имеющие место в процессе планирования, влияние их на человека, приведены методы борьбы с ними, методы их снижения. Приведены организационно-технические мероприятия по созданию безопасных условий труда (в частности осуществлен расчет освещенности рабочего места). Рассмотрены вопросы возникновения аварийных и чрезвычайных ситуаций, приведены некоторые правила по их ликвидации, а также правила проведения аварийно-спасательных работ, выявлены причины возникновения пожаров и определены мероприятия по их предупреждению, а в случае возникновения - ликвидации очагов возгорания. В целом проектируемый технологический процесс при соблюдении соответствующих правил техники безопасности является достаточно безопасным для человека и не наносит сильного вреда окружающей среде. ЗаключениеЗаключение проекта представлено в виде выводов. 1. Оценена актуальность проблемы, определены цель и задачи проекта. 2. Выполнена оценка служебного назначения кулачков, доработаны их технологические чертежи, произведена оценка технологичности конструкции детали. 3. Определен тип производства и форма организации технологического процесса. Разработана комплексная деталь группы деталей "Кулачки", обоснованно выбраны методы обработки ее поверхностей и спроектирован групповой технологический маршрут. 4. По экономическому критерию выбран метод получения заготовки детали-представителя "Кулачок 02-7016-7704" и разработана ее конструкция по ГОСТ 7505 - 89, определены методы обработки ее поверхностей. 5. На базе группового технологического маршрута обработки комплексной детали разработан технологический маршрут обработки детали "Кулачок 02-7016-7704". 6. Выбрано оборудование, инструмент, оснастка, позволяющие изготавливать любую из деталей-представителей. 7. На базе патентных исследований разработана конструкция фрезы, позволяющая путем адаптации фрезы к изменяющимся условиям резания повысить стойкость инструмента и производительность фрезерных операций. 8. На базе научных исследований оптимизированы характеристики шлифовального круга, позволяющие свести его износ к минимуму. 9. Спроектированы тиски с пневматическим приводом с целью повышения скорости и точности закрепления заготовки. 10. Спроектирована насадная торцовая фреза со вставными ножами, в основу конструкции которой легли результаты патентных исследований. 11. Спроектирован план участка обработки деталей типа "Кулачки", рассчитаны коэффициенты загрузки оборудования. 12. Рассмотрены опасные вредные производственные факторы объекта, его воздействие на окружающую среду, чрезвычайные и аварийные ситуации и предложены меры по их устранению. Проведя экономический анализ проектируемого технологического процесса доказали его экономическую эффективность и целесообразность вложения в него денежных средств. Интегральный экономический эффект составил 228 тыс. руб. Список литературы1. Марочник сталей и сплавов/ В.Г. Сорокин, А.В. Волосникова, С.А. Вяткин и др.; Под общ. ред.В.Г. Сорокина. - М.: Машиностроение, 1989. - 640с. 2. Гордеев А.В. Техпроцесс обработки детали. Методическое пособие курсовому проекту. - ТолПИ, 1993. - 32 с. 3. Горбацевич А.Ф. и др. Курсовое проектирование по технологии машиностроения - Мн.: Высш. шк., 1983, 256с. 4. Михайлов А.В. Выбор маршрутов обработки деталей машин: методические указания для курсового и дипломного проектирования - Тольятти: ТГУ, 2003. - 21 с. 5. Справочник технолога-машиностроителя / под ред.А.Г. Косиловой. Т.2 - М.: Машиностроение, 1985, 496с. 6. Справочник технолога-машиностроителя / под ред.А.Г. Косиловой. Т.1 - М.: Машиностроение, 1985, 656с. 7. Специальные металлорежущие станки общемашиностроительного применения: Справочник/ В.Б. Дьячков, Н.Ф. Кабатов, М.У. Носинов. - М.: Машиностроение. 1983. - 288 с. 8. Боровков В.М. Методические указания по дисциплине "Проектирование заготовок". - Тольятти: ТГУ, 2002 г. 9. Михайлов А.В. Размерный анализ технологических процессов изготовления деталей машин: методические указания к курсовому проектированию - Тольятти: ТГУ, 2001. - 34 с. 10. Алфавитно-предметный указатель к МКИ 11. Международная классификация изобретений: раздел В 12. Универсальная десятичная классификация: машиностроение 13. Гордеев А.В. Патентные исследования в курсовых и дипломных проектах: методические указания - Тольятти: ТГУ, 2001 - 23 с. 14. Черемисин А.С. Технологические расчеты механосборочного участка - Тольятти: ТолПИ, 1984 15. Проектирование машиностроительных цехов и заводов. Справочник т.1, 4, 6/Под общ. ред. Ямпольского С.Е. - М.: Машиностроение, 1975 16. Охрана труда в машиностроении: Учебник для машиностроительных вузов / Под ред. Е.Я. Юдина, С.В. Белова - М.: Машиностроение, 1983 - 432 с. 17. Зубкова Н.В. Методические указания к экономическому обоснованию курсовых и дипломных работ по совершенствованию технологических процессов механической обработки деталей - Тольятти, ТГУ, 2000. 18. Станочные приспособления: Справочник. Т.1 / под. ред. Б.Н. Вардашкина, А.А. Шатилова - М.: Машиностроение, 1984 - 592с. 19. Справочник инструментальщика: Справочник / И.А. Ординарцев и др. - Л.: Машиностроение, 1987 - 846с. 20. Руководство по курсовому проектированию металлорежущих инструментов: Учебное пособие для вузов/ Под ред. Г.Н. Кирсанова - М.: Машиностроение, 1986. - 288 с. 21. Михайлов А.В. Методические указания к выполнению дипломных проектов технологического направления - Тольятти: ТолПИ - 1988. 22. Михайлов А.В. Базирование и технологические базы: методические указания - Тольятти: ТолПИ, 1994. ПриложенияПриложение 1 Доклад. Уважаемая комиссия, вашему вниманию предоставляется ДП целью которого является обеспечение заданного объема выпуска деталей заданной номенклатуры путем разработки группового ТП. Деталь "Кулачок 02-7016-7704", представленная на листе 1, предназначена для базирования тел вращения по своим рабочим поверхностям с их последующим закреплением. Режим работы данной детали достаточно тяжелый, в связи с работой при постоянных вибрациях системы, работой патрона на зажим-разжим, что может приводить к износу рабочих поверхностей и направляющих элементов кулачков (ОКБ). Рабочий чертеж детали содержит все необходимые требования для ее изготовления. Особое внимание стоит уделить расположению отверстий относительно друг друга и относительно поперечного паза, задаваемое размерами, которые необходимо выполнить с точностью ±0,2 мм. Это продиктовано необходимостью сборки узла в который входит кулачок без какой бы то ни было доработки. В целом конструкция детали технологична. Годовой объем выпуска детали составляет 2000 дет/год, что соответствует мелкосерийному типу производства, предусматривающего универсальное оборудование, низкую степень автоматизации, стандартные приспособления с ручным приводом, малопроизводительный режущий инструмент. Все это не позволяет получить высокую производительность обработки и ведет к существенному повышению себестоимости изготовления деталей. В связи с этим было принято решение воспользоваться групповой технологией разработки ТП, позволяющей применить для деталей малых партий стратегию, характерную для серийного производства. Групповая технология разработки ТП включает в себя формирование группы деталей, имеющих общие конструктивные признаки, разработку для них комплексной детали и проектирование группового технологического маршрута. Далее на базе группового технологического маршрута разрабатывается технологический маршрут любой из деталей группы. В группу деталей помимо кулачка 02-7016-7704 вошли кулачки 02-7016-7364 и 02-7016-5216, рабочие чертежи которых представлены на листах 2,3. Комплексная деталь представлена на листе 4, групповой технологический маршрут - на листе 5. Общий объем выпуска деталей группы составил 5000 дет/год, что соответствует среднесерийному типу производства. В результате сравнительного анализа себестоимости выбран оптимальный метод получения исходной заготовки для серийного производства - это штамповка на кривошипных горячештамповочных прессах. Припуски на обработку посчитаны расчетно-аналитическим методом, а также назначены по таблицам. Чертеж заготовки представлен на листе 6. На листах 7,8 представлен план изготовления кулачка 02-7016-7704, включающий в себя эскизы обработки заготовки с теоретическими схемами базирования и технические требования к операциям. Технологические операции разрабатывались по принципу концентрации переходов, отдавалось предпочтение универсальным станкам, применялись станочные приспособления с механизированными зажимными устройствами, инструмент - преимущественно стандартный, на отдельных операциях специальный. Для 30 фрезерной операции разработана технологическая наладка, представленная на листе 9. При патентных исследованиях в качестве объекта усовершенствования 10 и 20 фрезерных операций выбрали торцовую фрезу. Принятое изменение конструкции фрезы позволило повысить ее износостойкость. На листе 10 представлен лист научных исследований, цель которых - оптимизация параметров шлифовальных кругов на шлифовальных операциях. Исследования проводились с использованием результатов экспериментов, поставленных студентами и сотрудниками ТГУ на базе учебных лабораторий. Для достижения цели воспользовались методом графической оптимизации. Оптимизируемые параметры, а это зернистость и глубина лунки шлифовального круга, ограничены по шероховатости обработанной поверхности, по температуре в зоне резания, по мощности привода главного движения станка, по зернистости и глубине лунки шлифовального круга. Целевая функция - износ шлифовального круга, который при данных условиях шлифования должен быть минимален. В результате научных исследований были получены оптимальные значения оптимизируемых параметров: при шлифовании стаи 19ХГН это - Z = 8, H = 8. Для 30 фрезерной спроектированы станочные тиски, в которых базирование осуществляется при помощи базового угольника, а закрепление - при помощи подвижной губки с пневматическим приводом. Станочные тиски представлены на листе 11. Далее рассчитан и спроектирован режущий инструмент - насадная торцовая фреза со вставными ножами, главной особенностью которой является, принятое в ходе патентных исследований усовершенствование, дающее фрезе способность адаптации к изменяемым условиям резания. Это повышает ее стойкость. Чертеж фрезы представлен на листе 12. Спроектирован план участка по обработке кулачков, рассчитано число рабочих и коэффициенты загрузки оборудования. План участка представлен на листе 13. Рассмотрены опасные вредные производственные факторы объекта, его воздействие на окружающую среду, чрезвычайные и аварийные ситуации, выявлены причины возникновения пожаров, предложены меры по их предупреждению и устранению. В конце проекта проведен анализ экономической эффективности спроектированного техпроцесса, в ходе которого было выявлено, что проект эффективен, а интегральный экономический эффект составил 228 тыс. руб. Уважаемая комиссия, доклад окончен. Спасибо за внимание. Дипломант: ________________Ананченко К.С. Руководитель: _______________Гордеев В.А. Рецензияна дипломный проект К.С. Ананченко "Разработка группового технологического процесса изготовления кулачков патрона токарного полуавтомата "AMTEK"". Представленный проект содержит 10,5 листов графической части формата А1 и расчетно-пояснительную записку объемом 148 стр. Содержание и объем проекта соответствует заданию. В представленном проекте дипломником сделан удачный переход от индивидуального техпроцесса изготовления заданной детали к групповому техпроцессу обработки группы однородных деталей, что позволило рассматривать производство как серийное и применить подходы к проектированию техпроцесса, характерные для серийного производства. Положительным моментом является то, что дипломник применил на всех операциях техпроцесса только отечественное оборудование. Операции техпроцесса разработаны грамотно с соблюдением стратегии среднесерийного типа производства, выбраны оборудование, инструмент оснастка позволяющие изготовить любую из деталей группы деталей-представителей. Особо следует отметить разработку дипломником усовершенствованного инструмента на базе последних достижений техники, оригинальный подход к моделированию оптимальной характеристики инструмента на шлифовальных операциях. Недостатки проекта: 1) Серьезных недостатков не выявлено. Следует обратить внимание на некоторые ошибки и неточности в оформлении записки и графической части. Проект заслуживает оценки "Отлично", а его автору К.С. Ананченко может быть присвоено звание инженера. Рецензент начальник ТО НИИД к. т. н. И.Д. Жестовский. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||