|
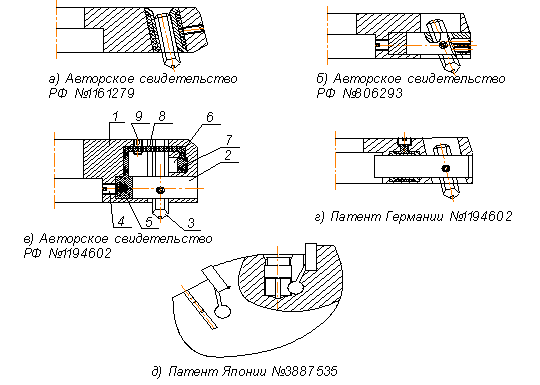
Дипломная работа: Разработка группового техпроцесса изготовления кулачковСущность технических решений и цель их создания. 1) Режущая фреза состоит из корпуса, в отверстиях которого установлены режущие вставки, зафиксированными в промежуточных элементах, контактирующих с упругими элементами, расположенными в замкнутых плоскостях, снабженных нажимными винтами, отличающаяся тем, что с целью повышения стойкости фрез путем обеспечения демпфирования возвратно-поступательных и вращательных колебаний режущих вставок в направлениях соответствующих шести степеням свободы, промежуточные элементы выполнены в виде установленных в отверстии корпуса тонкостенных втулок, внутренние поверхности которых имеют форму гиперболоидов вращения, а наружные поверхности имеют у торцов по два цилиндрических пояска, диаметры которых соответствуют диаметру отверстий корпуса. 2) Фреза, в корпусе которой установлены с возможностью радиального перемещения резцовые узлы, содержащие режущие вставки и плунжеры, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования радиального положения вставок по величине силы резания, каждый резцовый узел снабжен упругим элементом и регулировочным винтом, взаимодействующим через упругий элемент с плунжером. 3) Фреза, которая, с целью повышения стойкости путем обеспечения возможности адаптации фрезы к изменяемым условиям резания, снабжена дополнительными плунжерами с упругими элементами, расположенными в корпусе фрезы с возможностью воздействия на режущие вставки в противоположном основным плунжерам направлении, а каждый упругий элемент дополнительных плунжеров соединен посредством выполненных в корпусе каналов с упругим элементом основного плунжера предыдущей режущей вставки. 4) Фреза, содержащая корпус, в котором установлены с возможностью радиального перемещения режущие вставки, взаимодействующие с плунжерами, отличающаяся тем, что с целью повышения стойкости инструмента путем обеспечения саморегулирования вставок по величине силы резания, фреза оснащена тормозными устройствами, охватывающими плунжеры. 5) Сборный режущий инструмент, содержащий режущий элемент и механизм крепления, выполненный в виде упругой части корпуса, выделенной с одной стороны отверстием, имеющим конический участок для взаимодействия с крепежным элементом, и продольной прорезью, пересекающей это отверстие, а с другой стороны - пазом для размещения режущего элемента и продольной прорезью, пересекающей его поверхность, отличающийся тем, что с целью повышения производительности обработки путем обеспечения более надежного закрепления режущего элемента, отверстие, имеющее конический участок, выполнено в поперечном направлении, а продольная прорезь, пересекающая поверхность паза, выполнена пересекающей и поверхность указанного отверстия. 7.5.2 Анализ сущности отобранных решенийИзучаем сущность отобранных ТР по сведениям, содержащимся в патентных описаниях, статьях и т.п. Если ТР решает принципиально другую задачу, чем повышение износостойкости инструмента и производительности обработки, документ исключаем из рассмотрения. Если ТР решает ту же задачу (аналог ИТР), документ включаем в перечень для детального анализа, делая отметку об этом в графе 4 таблице 7.2. Эскизы аналогов приведены на рисунке 7.2. Эскизы аналогов "Фреза торцовая, общая компоновка"
Рис.7.2. 7.6 Анализ результатов поискаЗадача этапа - путем сопоставления недостатков и преимуществ ИТР и аналогов установить, какой из аналогов является наиболее прогрессивным. 7.6.1 Определение показателей положительного эффектаОпределим, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. Показатели группируем и заносим в таблицу 7.3. Таблица 7.3. Оценка преимуществ и недостатков аналогов
7.6.2 Сопоставительный анализ преимуществ и недостатков ИТР и аналоговОцениваем обеспечение каждого показателя положительного эффекта в баллах. В графе 4 таблицы 7.3 ИТР по каждому показателю выставим оценку нуль. В графах 5, 6, 7, 8, 9 выставляем оценку аналогам по показателям групп а и б от 0 до 5, а групп в и г - от - 2 до 2. Суммируем оценки по каждому аналогу и заносим результаты в нижнюю строку таблицы 7.3. Видим, что наибольшую сумму баллов имеет аналог "Фреза", авторское свидетельство РФ № 1194602, авторы В.Н. Красников и А.А. Москвитин. Следовательно, данное ТР является наиболее прогрессивным. Принимаем его для использования в качестве усовершенствованной торцовой фрезы со вставными ножами на операции 30 фрезерной ТП изготовления кулачка к патрону. 7.7 Описание усовершенствованного объектаТорцовая фреза со вставными ножами предназначена для фрезерования плоских деталей, изготовленных из различных материалов. Фреза торцовая, рис.7.2, в, имеет следующую конструкцию: в корпусе 1 расположены основные плунжеры 2 со вставками 3. Между регулировочными винтами 4 и основными плунжерами расположены дополнительные плунжеры 6 с упругими элементами 7, которые соединены каналами 8 связи с упругими элементами основных плунжеров. Канал связи может быть перекрыт винтом 9. Работа фрезы зависит от качества ее регулировки. Перед регулировкой системы основной плунжер - вставка - упругий элемент - регулировочный винт задают или рассчитывают составляющую силу резания, действующую вдоль оси основного плунжера. Винтом 9 перекрывают канал связи. В ненагруженном состоянии (без резания) плунжер и вставка находятся в правом (по схеме) положении. Плунжер нагружают заданным значением силы, и вращают при этом регулировочный винт 4. Регулировка упругой системы заканчивается в момент начала перемещения основного плунжера влево, т.е. в момент начала отрыва точки касания вставки и корпуса. Так регулируют все основные плунжеры. После окончания регулировки основных плунжеров винтами 9 открывают каналы связи. Система при этом остается неподвижной. Если дальше нагрузить любой из основных плунжеров, то за счет создания избыточного давления за основным плунжером по каналу связи начинается передача давления на дополнительный плунжер, следующий за нагружаемым основным. Дополнительный плунжер нагружает режущую вставку, следующую за нагруженным основным плунжером. Таким образом, при нагружении предыдущего основного плунжера последующий за ним дополнительный плунжер несколько смещает режущую вставку и тем самым предохраняет ее от перегрузок. 8. Научные исследованияЦель раздела - выбор оптимальных характеристик шлифовального круга на одной из шлифовальных операций. Это необходимо для повышения производительности операции, а также уменьшения расхода материала шлифовального инструмента. Для достижения поставленной цели воспользуемся графическим методом оптимизации. 8.1 Обработка результатов экспериментаСтудентами и сотрудниками ТГУ на базе учебных лабораторий были поставлены эксперименты, входе которых производилось шлифование стали 40ХГНМ со скоростью резания V = 35 м/с, подачей S = 7,2 м/мин, глубиной t = 0,01 мм шлифовальным кругами различной зернистости. Целью эксперимента было определение реальных показателей шлифовального процесса, а также определение зависимостей между этими показателями и параметрами шлифовального круга. Параметрами шлифовального круга в данном случае являются глубина лунки H и зернистость круга Z. Результаты данных экспериментов представлены в табл.8.1.,8.2. Таблица 8.1. Показатели шлифования в зависимости от зернистости Z
Таблица 8.2. Показатели шлифования в зависимости от глубины лунки H
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||