|
Дипломная работа: Разработка группового техпроцесса изготовления кулачковВ таблицах приведены: Z - зернистость круга; Н - глубина лунки; ∆ - некруглость. Для достижения поставленной цели - нахождения оптимальных значений параметров шлифовального круга Z, Н, необходимо вывести зависимости типа:
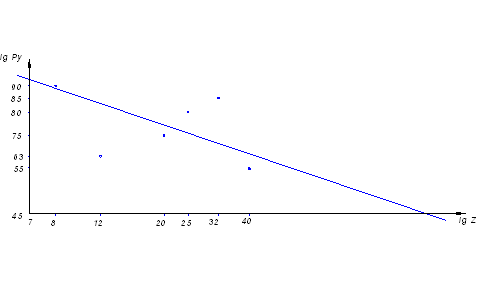
где А - показатели шлифования. Для нахождения показателей степеней при Z и Н воспользуемся графическим методом, при котором они будут равны тангенсу угла наклона средней линии к оси абсцисс. 1)
Откладываем в логарифмической системе координат соответствующие друг другу значения сил Py и зернистостей круга Z. Таким образом, получим несколько точек. Далее проводим среднюю линию. Тангенс угла ее наклона к оси абсцисс и есть искомый показатель степени XPy. Этот процесс представлен на рис.8.1. Нахождение показателей степеней при Z и H
Рис.8.1. XPy = tg (-17,74°) = - 0,32. Аналогично находятся и другие показатели степени. Они равны:XPz = - 0,32; XT = - 0,34; XRa = 0,75; XD = - 0,2; Xq = 0,25; YPy = - 0,75; YPz = - 0,78; YT = - 0,89; YRa = 0,65; YD = - 0,35; Yq = 1,67. Для нахождения коэффициентов в искомых зависимостях воспользуемся опытными данными и полученными показателями степеней. Результаты экспериментов подставляем в формулу 8.1, и находим коэффициенты для каждого отдельного случая. 1)
2)
3)
4)
5)
6)
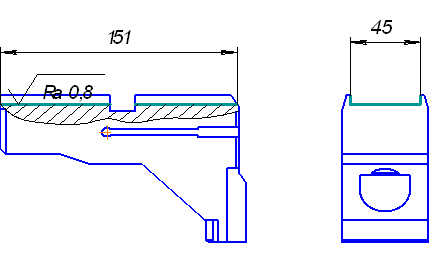
Получили следующие зависимости: 1) Py = 749Z-0,32H-0,75 2) Pz = 344Z-0,32H-0,78 3) T = 5005Z-0,34H-0,89 4) Ra = 0,022Z0,75H0,65 5) Δ = 15Z-0,2H-0,35 6) q = 0,004Z0,25H1,67 8.2 Оптимизация параметров шлифовального кругаОптимизацию абразивного инструмента проводим на операцию 110. На данной операции проводится абразивная обработка паза 45х151 мм. Для этого используется плоскошлифовальный станок 3Г71М с мощностью электродвигателя N = 2,2 кВт. Материал детали сталь 19 ХГН. Эскиз обработанной детали представлен на рис.8.2. Эскиз обработанной детали
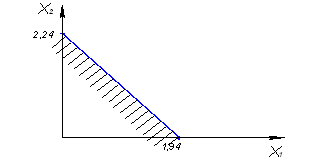
Рис.8.2. Приведём процесс шлифования к системе линейных уравнений, описывающей ограничения, налагаемые на данный процесс. Результат решения данной системы представим графически. Ограничения, налагаемые на процесс: Ra≤Ra0 - ограничение по шероховатости; T≤T0 - ограничение по температуре; Nэ≤η∙N - ограничение по мощности привода главного движения станка; 8≤Z≤40 - ограничение по зернистости шлифовального круга; 3≤H≤8 - ограничение по глубине лунки. Целевая функция: q→min - износ шлифовального круга должен быть как можно меньше. 8.2.1 Ограничение по шероховатости Реальная шероховатость должна удовлетворять данному неравенству: Ra ≤ Ra0, (8.2) где Ra0 = 0,8 - требуемая шероховатость. Искомая шероховатость определится из ранее найденной зависимости:
Проведем некоторые преобразования:
Прологарифмировав, получим:
Ограничение по шероховатости:
Рис.8.3. Рис.8.3. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по первому ограничению. 8.2.2 Ограничение по температуреПолучаемая в процессе шлифования температура в зоне резания должна быть меньшей или равной допустимой: T ≤ T0, (8.4) где Т0 = 400 - допустимая температура в зоне резания. Искомая температура определится из ранее найденной зависимости:
Проводим некоторые преобразования:
Прологарифмировав, получим:
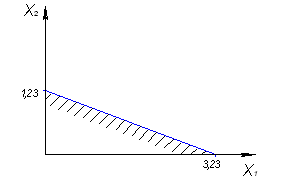
Ограничение по температуре в зоне шлифования:
Рис.8.4. Рис.8.4. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по второму ограничению. 8.2.3 Ограничение по мощности привода главного движения станкаЭффективная мощность станка определяется из неравенства: Nэ ≤ η∙N, (8.6) Также эффективную мощность можно найти по формуле: Nэ = где
Сила резания Pz определится из ранее найденной зависимости:
Проводим некоторые преобразования:
Прологарифмировав, получим:
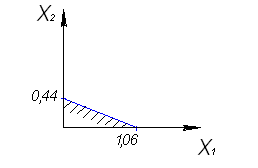
Ограничение по мощности привода главного движения станка:
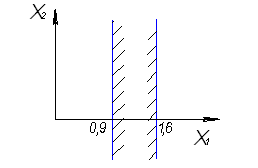
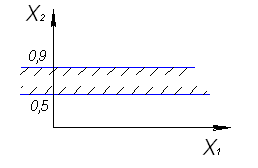
Рис.8.5. Рис.8.5. позволяет определить допустимую зернистость и глубину лунки в логарифмических координатах по третьему ограничению. 8.2.4 Ограничение по зернистостиЗернистость абразивного инструмента должна находится в пределах, установленных неравенством: 8 ≤ Z ≤ 40 (8.9). Прологарифмировав, получим: lgZ≥lg8; X1≥0,9; lgZ≤lg40; X1≤1,6. Ограничение по зернистости абразивного инструмента:
Рис.8.6. Рис.8.6. позволяет определить допустимую зернистость в логарифмических координатах. 8.2.5 Ограничение по глубине лункиГлубина лунки абразивного инструмента должна находится в пределах, установленных неравенством: 3 ≤ H ≤ 8 (8.10) Прологарифмировав, получим: lgН≥lg3; X2≥0,5; lgН≤lg8; X2≤0,9. Ограничение по глубине лунки абразивного инструмента:
Рис.8.7. Рис.8.7. позволяет определить допустимую глубину лунки в логарифмических координатах. 8.2.6 Определение целевой функцииРанее было определено, что целевой функцией является износ шлифовального круга: q → min (8.11) Износ шлифовального круга определим по ранее найденной зависимости:
Прологарифмировав, получим:
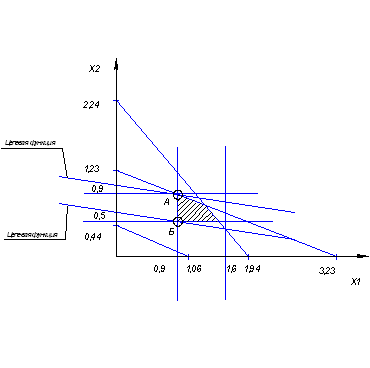
8.3 Оптимизация режимов резания графическим методомНа рис.8.8. построим ограничение и увидим область оптимальных значений зернистости и глубины лунки шлифовального круга в логарифмических координатах. Область оптимальных значений:
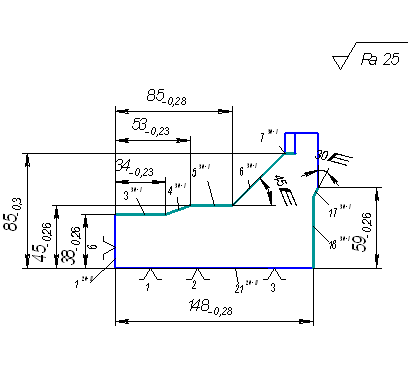
Рис.8.8. Из графика (рис.8.8) видно, что оптимальными точками из всей области значений являются точки А и Б. Теперь надо узнать, какая из них будет наиболее оптимальной, т.е. износ шлифовального круга будет наименьшим. Очевидно, что это точка А. Найдём её координаты и, тем самым, узнаем оптимальные значения зернистости и глубины лунки шлифовального круга. Координаты точки А: X1 = 0,9; Х2 = 0,9. Значит lg Z = 0,9 b lg H = 0,9 Z = 10 0,9 = 8 H = 10 0,9 = 8 Исходя из полученных результатов, делаем вывод, что при данных условиях шлифования оптимальным является круг со следующими характеристиками: зернистость Z=8, глубина лунки Н=8. Этим характеристикам соответствует круг средней твердости со степенью твердости СТ3. ВыводИспользование специальной литературы и результатов экспериментальных данных, а также применение методов математического моделирования позволили внести в шлифовальную операцию обработки кулачка патрона усовершенствование. Данное усовершенствование позволит подобрать на операцию максимально стойкий к износу шлифовальный круг, что в свою очередь повысит время его работы без правки и, тем самым, снизит затраты времени на обслуживание станка. 9. Выбор и проектирование приспособленияЗадача раздела - спроектировать приспособление для базирования и закрепления кулачка на I установе операции 30 при его обработке на горизонтально-фрезерном станке 6Р80Г. 9.1 Сбор исходных данныхФрезеровать поверхности 3, 4, 5, 6, 7, выдерживая размеры 38-0,26, 45-0,26, 85-0,3, 34-0,23, 53-0,23, 85-0,28, а также поверхности 17, 18, выдерживая размеры 59-0,26, 148-0,28.
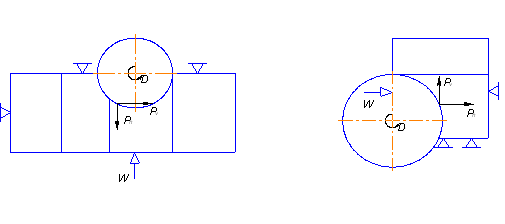
Рис.9.1 Вид и материал заготовки - 19ХГН, sв = 785 МПа, после фрезерования габаритов. Режущий инструмент - фреза торцовая Æ40 мм, Т15К6, фреза двухугловая Æ80 мм, Т15К6. Металлорежущий станок - горизонтально-фрезерный станок 6Р80Г. Режимы резания - подача Sz = 0,09/0,08 мм, V = 460/340 м/мин, n = 1000/800 об/мин. Тип оснастки - одноместное специализированное безналадочное приспособление (СБП). 9.2 Расчет сил резанияГлавная составляющая силы резания - окружная сила Pz для фрез, работающих на 30 операции, была посчитана в предыдущих главах. Рассчитаем остальные составляющие силы резания. Для этого воспользуемся соотношениями сил, представленных в [5]. Для торцовой фрезы: Pz = 1087 Н; Ph = 0,6. Pz = 652,2 Н, Pv = 0,6. Pz = 652,2 Н. Для двухугловой фрезы: Pz = 718,6 Н; Ph = 0,6. Pz = 431,2 Н, Pv = 0,7. Pz = 503 Н. 9.3 Расчет усилия зажимаСхема закрепления заготовки, включающая схему установки заготовки, разработанную на основе теоретической схемы базирования представлена на рисунке 9.2. Исходя из схемы закрепления и руководствуясь [5], усилие зажима в первом случае (Рис.9.2, а) найдем по формулам:
во втором случае (Рис.9.2, б):
Схема закрепления заготовки:
а) б) Рис.9.2 где fОП, fЗМ - коэффициенты трения при контакте заготовки с опорами и зажимным механизмом. При контакте обработанных поверхностей заготовки с опорами и зажимным механизмом f = 0,16;
коэффициент запаса, учитывающий нестабильность силовых воздействий на заготовку. Коэффициенты: Ко=1,5 - гарантированный коэффициент запаса; К1=1,2 - коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях заготовки при черновой обработке; К2=1,6 - коэффициент, учитывающий затупление инструмента при черновом торцовом фрезеровании; К3=1,2 - коэффициент, учитывающий увеличение сил резания при прерывистом резании; К4=1,0 - характеризует постоянство силы, развиваемой пневматическим устройством двустороннего действия; К5=1,0 - характеризует эргономику немеханизированного зажимного механизма; К6=1,0 - учитывается только при наличии моментов, стремящихся повернуть заготовку, установленную плоской поверхностью. К = 1,5 ·1,2 ·1,6 ·1,2 ·1,0 ·1,0 ·1,0 = 3,46 При фрезеровании торцовой фрезой сила зажима:
При фрезеровании двухугловой фрезой сила зажима:
Принимаем для дальнейших расчетов наибольшую из полученных сил: W = 7378 Н. 9.4 Расчёт зажимного механизма и силового приводаПри расчёте зажимного механизма определяем усилие Q, создаваемое силовым приводом. Величина усилия Q на штоке силового привода равна:
где i - передаточное отношение, для рычажного зажимного механизма равное:
где lQ - расстояние от опоры зажимного механизма до силы Q; lW - расстояние от опоры зажимного механизма до силы P.
Q = 7378/2 = 3689 H. Диаметр поршня пневматического привода рассчитывается по формуле:
где Р - давление рабочей среды. Примем расчетное давление Р = 0,4МПа.
Исходя из стандартных диаметров поршней пневмоцилиндров, принимаем ДП = 125 мм. Вывод: при расчёте зажимного механизма и силового привода было определено усилие W = 7378 Н, создаваемое пневматическим силовым приводом с диаметром поршня ДП = 125 мм, усилие зажима Q = 3689 H. 9.5 Описание приспособленияПриспособление предназначено для базирования и закрепления заготовки кулачка при ее обработке на горизонтально-фрезерном станке 6Р80Г. Тиски состоят из корпуса 4 с встроенным пневмоцилиндром 3, штока 1, передающего усилие зажима через качающийся рычаг 2 подвижной губке 5, расположенной на базовой поверхности корпуса тисков, в Т-образных пазах которой установлена неподвижная губка 6 и базовый угольник 7. Тиски устанавливаются на основании 8, которое крепиться болтами к столу станка. Приспособление работает следующим образом: заготовку устанавливают на базовый угольник 7, совмещая со всеми опорами 17. После этого шток пневмоцилиндра 1 двигает качающийся рычаг 2 вниз, который в свою очередь двигает подвижную губку 5, поджимающую заготовку к опорам 17. Процесс закрепления окончен. После обработки шток 1 пневмоцилиндра двустороннего действия двигает качающийся рычаг 2 вверх. Процесс раскрепления аналогичен процессу закрепления. Как только подвижная губка 5 отойдет от поверхности обработанной детали, она снимается с базового угольника 7. Система принимает исходное положение. 10. Выбор и проектирование режущего инструментаВ качестве объекта проектирования примем торцовую фрезу со вставными ножами, в основу конструкции которой положим результаты проведенных в предыдущих разделах патентных исследований. Определим исходные данные для проектирования: обрабатываемый материал: сталь 19 ХГН; ширина фрезерования: В = 33; модель станка: 6Р80Г. 10.1 Выбор типа конструкции инструментаСогласно рекомендациям [20], а также результатам патентных исследований, при черновом фрезеровании стали 19ХГН выбираем сборную насадную торцовую фрезу со вставными ножами. 10.2 Выбор материала режущей части При выборе материала режущей части будем руководствоваться рекомендациями, представленными в [20]. Для чернового фрезерования стали, в качестве режущей части вставных ножей, выбираем твердый сплав Т15К6. 10.3 Выбор геометрических параметров режущей частиПроведем расчет и выбор и расчет параметров режущей части согласно рекомендациям [20]: задний угол в плане: a = 11°; передний угол: g = 8°; главный угол в плане: j = 60°; вспомогательный угол в плане: j1 = 10°; угол наклона режущей кромки: l = 6°; Нормальный задний угол фрезы aN в сечении, перпендикулярном главной режущей кромке равен:
где a - задний угол в плане; j - главный угол в плане; l - угол наклона режущей кромки. Подставив известные значения в формулу (10.1) получим:
Таким образом, нормальный задний угол фрезы: aN=10°. Диаметр фрезы определим по формуле:
где B - ширина фрезерования, мм; t = 4 - максимальные глубина фрезерования, мм; Sz = 0,09 - подача (определено ранее), мм/зуб; l - расстояние между опорами оправки или вылет фрезы относительно шпинделя, принимаем l=250 мм; ymax = 0,4 - максимально допустимый прогиб оправки, мм. Подставив известные значения, получим:
Выбираем стандартное ближайшее значение по ГОСТ 29116-91: D = 50 мм. Найдем диаметр посадочного отверстия: d = 0,44. D, (10.3) d = 0,44.50 = 22 мм Округляем до ближайшего стандартного значения по ГОСТ 9472-90: d = 22Н7. Согласно ГОСТу 1092-80 число зубьев для торцовых фрез со вставными ножами диаметром D = 50 мм: z = 5. 10.4. Расчет параметров установки режущего элемента в корпусе инструментаДля инструмента с механическим креплением вставных ножей задача расчета сводится к определению угла наклона w и смещения паза Е под нож относительно диаметральной плоскости. Для определения этих параметров воспользуемся данными, приведенными в [20]. Угол наклона пазов найдем из формулы:
где g1 - значение поперечного переднего угла; g1 - значение продольного переднего угла. Для торцовых фрез, оснащенных ножами с припаянными пластинами из твердого сплава:
tg g1 = tg 8° sin 60° + tg 6° cos 60° = 0,17.
tg g2 = tg 8° cos 60° - tg 6° sin 60° = - 0,02. Таким образом, поперечный и продольный передние углы равны: g1 = 10°; g2 = - 2°. Угол наклона пазов: tg w = tg - 2°. cos 10° = - 0,03; w = - 2°. Смещение паза относительно диаметральной плоскости: Е = 0,5. D. sin g1 + L. tg w, (10.7) где L = 20 - длина ножа, мм; Е = 0,5.50. sin 10° + 20. tg - 2° = 3,6 мм. Остальные элементы конструкции фрезы выбираем по ГОСТ 26596-91 или назначаем из конструктивных соображений. Допуски на все элементы торцовой фрезы и технические требования к её изготовлению определяем по ГОСТ 26596-91. По ГОСТ 5808-77 радиальное биение между соседними зубьями не более 0,08 мм. Торцовое биение зубьев не более 0,05. Чертеж торцовой насадной фрезы со вставными ножами представлен в графической части. 11. Расчет и проектирование участка механической обработки детали11.1 Расчет необходимого количества оборудованияДеталь - кулачок к патрону является одной из основных деталей кулачкового патрона и служит для базирования и закрепления тел вращения по своим рабочим поверхностям. Работает при постоянных вибрациях системы. Кулачок изготовлен из стали 19ХГН ГОСТ 4543-71. Относится к типу деталей "Кулачки", для обработки которых разработан групповой ТП. Общий объем выпуска этих деталей составляет 5000 дет/год при двухсменном режиме работы. Среднесерийное производство. Чертежи деталей представлены в графической части. В таблице 11.1 представлено штучное время по операциям ТП. Таблица 11.1. Определение штучного времени
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||