|
Дипломная работа: Технологический процесс изготовления вала насоса7.1 Исходные данные Переход чистового точения цилиндрических пов. Æ46,8985-0,025 мм, Æ40,480-0,025 мм, Æ30,352-0,069 мм на
токарно-винторезном станке с ЧПУ 16К20Ф3 Резом-вставкой для контурного точения
с углом в плане 93º, ТУ-2-035-892-82, Т15К6 с углом в плане – 1) обрабатываемый материал – сталь 30ХМ; 2)
предел прочности
материала инструмента 3) диаметр обрабатываемой поверхности – Æ46,8985-0,025 мм; 4) режущий инструмент – резец-вставка (ТУ-2-035-892-82); материал режущей части – Т15К6: 5)
главный угол в
плане – 6) глубина резания – t = 0,13 мм; 7) оборудование – токарный - винторезный станок с ЧПУ 16К20Ф3: 7.1) мощность электродвигателя 7.2) Подача минимальная продольная (минутная) Подача максимальная продольная (минутная) 7.3) Частота вращения минимальная Частота вращения максимальная 7.2 Расчет ограничений: 7.2.1 Ограничение по кинематике станка а) Рассчитаем ограничения, устанавливающие связь между расчетной подачей
и кинематическими, соответственно минимальными и максимальными, возможностями
станка:
б) Рассчитаем ограничения, устанавливающие связь между скоростью резания
и кинематическими, соответственно минимальными и максимальными, возможностями
станка:
7.2.2 Ограничение по мощности привода главного движения:
7.2.3 Ограничение по температуре в зоне резания:
7.2.4 Ограничение по прочности инструмента:
где
7.2.5 Ограничение по стойкости инструмента:
где Сv=420, табл.17, стр.269[кос]; x=0.15, табл.17, стр.269[12]; y=0.2, табл.17, стр.269[12]; m=0.2, табл.17, стр.269[12]; KV=1,3.
7.2.6 Расчет целевой функции
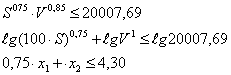
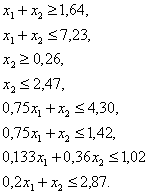
7.3 Решение графическим методом Система ограничений:
На графике (см. лист графической части № 05.М15.269.69.000) построим систему ограничений и целевую функцию. Найдем оптимальную точку, т.е. ту, в которой целевая функция Z будет максимальной. Рассмотрим точки фигуры, наиболее удаленные от начала координат – точки B и C. Определим их координаты: т. B: т. С: Найдем значение целевой функции в этих точках:
ZB®max Þ т. B – оптимальная. Рассчитаем скорость резания и подачу, используя полученные данные:
Отсюда: 8. Расчет и проектирование станочного приспособления Произведем описание конструкции и расчет магнитной плиты с постоянными магнитами для обработки детали на плоскошлифовальной операции. 8.1 Сбор исходных данных Вид и материал заготовки – поковка, сталь 30ХМ ГОСТ 4543-71, твердость НRС 22…29. Материал и геометрия инструмента – Электрокорунд белый, круг шлифовальный с односторонней выточкой 250х20х50 25А 20 С1 6 К5 35м/с 1 кл А ГОСТ 2424-75 . Режимы резания (см. п. 6): глубина t=0,001 мм, подача S= 0,001 мм/об, скорость круга V = 30 м/с. Тип приспособления - одноместное универсальное сборочное (УСП). Металлообрабатывающий станок – плоскошлифовальный станок 3П732 (габариты стола 1250х320). 8.2 Расчет плиты с постоянными оксидно-бариевыми магнитами Расчет будем вести по методике изложенной в [О.Я. Константинов Магнитная технологическая оснастка Ленинград, Машиностроение, 1974, 384 с.]. 8.2.1 Назначим в качестве исходных данных основные параметры плиты - ширина магнита bм = 19 см; - длина магнита lм = 2 см; - высота магнита aм = 5 см; - толщина полюсников силового блока (стали) aст = 0,7 см; - высота адаптерной плиты aa = 1 см; - ширина полюса aп = 0,7 см; - длина полюса bп = bм = 19 см; - поперечное сечение детали в см2:
где h – толщина детали, см, h = 20,45 см;
- рабочий зазор dр = 0,02 мм = 0,002 см; - площадь поперечного сечения рабочего зазора:
- магнитная индукция в нейтральном сечении магнита: Bмi = 3000 Гс; - площадь поперечного сечения магнита Sм, проходящего через lм/2:
- полный магнитный поток:
8.2.2 Расчет проводимости утечки системы Суммарная проводимость путей потока утечки, не попадающего в сталь:
где
Суммарная проводимость путей потока утечки на участке адаптерной плиты:
где
8.2.3 Расчет абсцисс кривой намагниченной системы Поток утечки, не попадающей в сталь полюсников Фу2, в Мкс: Фу2 = 0,1Фмi (8.7) Фу2 = 0,1×3000 = 300 Гс; - магнитный поток, проходящий по стали полюсников на участке aм: Фст1 = Фмi - Фу2 (8.8) Ф ст1=3000-300 = 2700 Гс; - сопротивление стали полюсников на участке aм в 1/см:
- поток утечки на участке адаптерной плиты Фу1, в Мкс: Фу1 = 0,1Фст (8.10) Фу1 =0,1×2700 = 270 Гс; - магнитный поток, проходящий по стали полюсников адаптерной плиты, Фст2, в Мкс: Фст2 = 0,9Фст1 (8.11) Фст2 = 0,9×2700 = 2430 Гс; - магнитное сопротивление Ry1 пути потока утечки Фу1 в 1/см:
- магнитное сопротивление стали полюсников адаптерной плиты Ra в 1/см:
где mст – магнитная проницаемость стали полюсников адаптерной плиты, определяется по кривым намагничивания B = f(Н), при этом
mст = 3000
- магнитное сопротивление рабочего зазора Rd в 1/см
- магнитная проницаемость стали детали mд – определяется по кривой намагничивания детали, при этом
mд = 3000 - магнитное сопротивление стали детали в 1/см:
- эквивалентное сопротивление разветвленного участка цепи в зоне адаптерной плиты (между точками 1-2) Rэ в 1/см:
- эквивалентная проводимость разветвленного участка цепи в зоне адаптерной плиты (между точками 1-2):
- магнитное сопротивление пути прохождения потока Rэо по системе (между точками 1-2), исключая путь с Gy2, в 1/см:
- эквивалентная проводимость пути прохождения магнитного потока 9между точками 1-2) Gэо в см:
- полная проводимость магнитной системы:
- абсцисса рассчитываемой точки кривой намагничивания Hмi в Э:
8.2.4 Расчет усилия притяжения детали Полная проводимость элементарной магнитной системы в см:
- эквивалентная проводимость пути прохождения магнитного потока (между точками 1-2) Gэо в см:
- магнитный поток, проходящий по стали полюсников на участке ам в Мкс:
- сопротивление стали полюсников на участке aм в 1/см:
- эквивалентное сопротивление разветвленного участка цепи в зоне адаптерной плиты Rэ в 1/см:
- эквивалентная проводимость разветвленного участка цепи в зоне адаптерной плиты Gэ в см:
- поток утечки в зоне адаптерной плиты Фу1, в Мкс:
- полезный магнитный поток, проходящий по стали полюсников адаптерной плиты Фу1, в Мкс:
- магнитная индукция в рабочем зазоре Bd в Гс:
- удельная сила притяжения на полюсе:
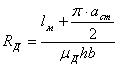
- полная сила притяжения детали Q в кгс:
где - удельная сила притяжения детали pуд, отнесенная к площади опорной поверхности детали в кгс/см2:
8.3 Описание конструкции и принципа работы приспособления Магнитная плита с продольным расположением постоянных магнитов предназначена для закрепления вала при обработке на плоскошлифовальном станке. Плита состоит из корпуса 1, в котором при помощи винта 5 перемещается магнитный блок. Корпус плиты закрыт верхней адаптерной крышкой 2. На боковой стене корпуса имеются два винта 16 для регулировки по ширине. Магнитный блок состоит из магнитов 9, магнитопроводящих пластин 8, разделенных магнитоизолирующим материалом 7 и защитной плитой 6. Адаптерная крышка состоит из вставок 3, отделенных от нее диамагнитным материалом и двух упоров 11 и 12. Магнитная плита работает следующим образом. Деталь устанавливают на поверхность адаптерной крышки и при помощи рукоятки 13, закрепленной на винте 5 включают силовые магниты. Магнитные блоки перемещаются до соединения с магнитосодержащими вставками 3 адаптерной крышки, и магнитный поток выходит во внешнее пространство, замыкаясь через деталь на внешнюю крышку. 9. Расчет и проектирование режущего инструмента 9.1 Обоснование необходимости проектирования На операциях для обработки отверстий с цековками применяются последовательно сверло и зенковка. Недостатком такого метода является низкая производительность вследствие необходимости смены инструментов. Поэтому, основная задача проектирования – создание конструкции комбинированного инструмента для обработки отверстия с цековкой с целью устранения указанного выше недостатка. Проектирование будем вести, руководствуясь [Фельдштейн, Алексеев]. 9.2 Проектирование и расчет комбинированного сверла В качестве объекта проектирования примем сверло для обработки отверстия, используемое при обработке отверстия заготовки вала на 025 токарной операции. Инструментальные материалы. Так как диаметр обрабатываемого отверстия больше 8 мм проектируемое сверло будет изготавливаться из 2 частей: рабочей и присоединительной. Соединение будет обеспечиваться сваркой. Материал рабочей части – быстрорежущая сталь Р6М5, присоединительной (хвостовика) – сталь 40Х. 2. Геометрические параметры комбинированного сверла. 1) Диаметр рабочей части сверла: так как цель проектирования – разработать инструмент, обрабатывающий сразу отверстие под резьбу М12 и цековку Ç12/Ç18, рабочая часть представляет собой спиральное сверло, переходящее в зенковку. Диаметр спирального сверла: Ç11,2-0,043; диаметр зенковки: Ç11,8-0,043/Ç17,8-0,043. 2) Угол при вершине: 2f = 118Å, т.к. обрабатываемый материал относится к конструкционным сталям. 3) Угол наклона винтовой канавки:
где wт – табличное значение угла наклона, винтовой канавки [Фельдштейн]; wт = 30Å; d – диаметр сверла, мм; d = 11,2 мм.
4) Задний угол:
где aт – табличное значение угла наклона, винтовой канавки [Фельдштейн]; aт = 12Å.
5) Угол наклона режущей кромки зенковки: 60Å. 3. Конструктивные элементы рабочей части. 1) Ленточка сверла: ширина ленточки сверла f = 0,7 мм [Алексеев]. 2) Центральный угол канавки: v = 90Å[Фельдштейн]. 3) Ширина пера:
4) Толщина сердцевины сверла: k =1,8 мм [Фельдштейн]. 4. Параметры присоединительной части (хвостовика). 1) Диаметр хвостовика равен диаметру конечной ступени сверла: dхв = dкон = 17,8 мм. 2) Допуск хвостовика равен допуску конечной ступени сверла: ddхв = ddкон = 0,043 мм. 3) Длина хвостовика:
4) Конус Морзе хвостовика:
где Мкр – крутящий момент, Н×мм; Pp – сила, действующая вдоль сверла, Н.
где См – коэффициент, характеризующий обрабатываемый материал [кос2]; Cм = 345; S – подача, мм/об; S = 0,17 мм/об;
где Сp – коэффициент, характеризующий обрабатываемый материал [кос2]; Cp = 0,0345; S – подача, мм/об; S = 0,17 мм/об;
Общая длина сверла:
где L0 – длина отверстия с учетом врезания и перебега, мм; L0 = 38+5 = 43 мм; (0,3…1)d – запас для выхода стружки из отверстия, мм; Lк – длина стружечной канавки неполной глубины, мм; Lк = 0,5d = 5,6 мм; Lш – длина шейки, мм; Lш = 10 мм; Lхв – длина хвостовика, мм; Lхв = 47 мм.
Проверка сверла на прочность.
где m = k/d, m = 0,15; n = B/d, n = 9,73/11,2 = 0,87; tк = 1650 МПа – предел прочности материала сверла на кручение; q –диаметр спинки; q = 10 мм.
где K = 0,22…0,25; F – площадь поперечного сечения рабочей части сверла; F = 0,314d2 = 0,314×11,2 = 3,52 мм2; sт – предел текучести при сжатии материала сверла; sт = 3 ГПа;
где h - коэффициент, учитывающий завитость сверла; h = 1,67; E – модуль упругости материала сверла; E = 225 ГПа; Imin – моментальный момент инерции сверла; Imin = 0,0054d4 = 0,0054×11,2 = 0,06; l – вылет сверла из шпинделя, мм; l = L - Lхв = 114,8 – 47 = 67,8 мм.
Вывод: спроектированное сверло имеет достаточный запас прочности. Выполняем чертеж резца с указанием всех предельных отклонений и технических требований. 10. Патентные исследования повышения стойкости шлифовального круга Задача раздела – на базе патентного поиска предложить прогрессивное техническое решение (ТР) в целях усовершенствования технологической операции и сделать вывод о возможности его использования. 10.1 Обоснование необходимости патентных исследований В качестве объекта усовершенствования операций 55 и 60 круглошлифовальных как технологической системы примем применяемый в базовом техпроцессе режущий инструмент. Выявить прогрессивные ТР, которые могут лечь в основу усовершенствованного объекта, можно в результате патентного исследования достигнутого уровня вида техники. Использовать усовершенствованный объект можно только в том случае, если он обладает патентной чистотой в странах, где предполагается его использование. Установить, обладает ли усовершенствованный объект патентной чистотой, можно в результате его патентной экспертизы. Для решения этих задач проведем исследования достигнутого уровня вида техники и экспертизу патентной чистоты усовершенствованного объекта. На базовом предприятии на операции 55 и 60 круглошлифовальных применяют круг шлифовальный ПП 200х32х20; 24А 25-Н С2 М1А ГОСТ 2424-83. Это режущий инструмент, рабочая часть которого содержит классифицированные частицы абразивного материала. Твердость абразивного материала превышает твердость обрабатываемого материала. Круг состоит из связки и зерен абразивного материала. Связка влияет на геометрию рельефа рабочей поверхности инструмента, износ абразивного инструмента и параметры шероховатости обработанной поверхности. В процессе обработки каждое абразивное зерно срезает небольшой слой металла, в результате чего на поверхности детали остается царапина ограниченной длины и весьма малой площади поперечного сечения. Обработанная шлифованием поверхность детали образована совокупностью множества царапин – следов резания всех абразивных зерен, расположенных на режущей поверхности шлифовального круга. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 |
|
|||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 .
. .
.
 (7.3)
(7.3)
 ,
,
 (7.7)
(7.7)
 (8.15)
(8.15)