|
Дипломная работа: Технологический процесс изготовления вала насосаЭскизы аналогов объекта
Рис. 10.2 Анализ результатов поиска Устанавливаем, какие показатели положительного эффекта желательно получить в идеальном усовершенствованном объекте. К таким показателям будем относить: а) показатели, обеспечивающие достижения цели усовершенствованного объекта; б) показатели, улучшающие полезные свойства объекта; в) показатели, ослабляющие вредные свойства объекта. Показатели положительного эффекта заносим в табл. 11.3. Оцениваем обеспечение каждого показателя положительного эффекта каждым аналогом в баллах по группе а) – от 0 до 10 баллов, по группам б) и в) – от –2 до 2 баллов. ИТР по каждому показателю выставляем оценку 0 оценки заносим в табл. 10.3. Суммируем оценки по каждому аналогу. Таблица 10.3. Оценка преимуществ и недостатков и его аналогов
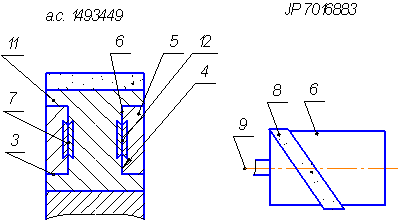
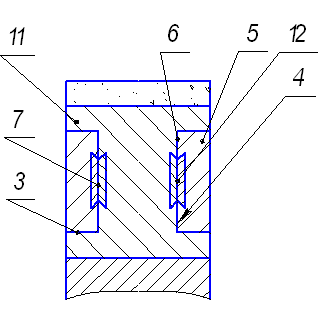
10.3 Описание усовершенствованного объекта Изобретение относится к изготовлению абразивного инструмента и позволяет повысить стойкость круга путем увеличения его жесткости. В круге, выполненном в виде корпуса с расположенными в них стяжными кольцами 5, на последних в местах их сопряжения с указанными торцовыми поверхностями абразивных брусков, выполнены кольцевые пазы 7 типа «ласточкин хвост». При этом стяжные кольца 5 установлены с возможностью взаимодействия посредством соединительных элементов 12, выполненных из упругого материала с абразивными брусками. В абразивных брусках пазы 10 могут быть выполнены с пазами 7 стопорных колец или в абразивных брусках могут быть выполнены отверстия, в которых установлены соединительные элементы в виде стержней, входящих своими концами в пазы стяжных колец. Усовершенствованный объект
Рис. 10.3 10.4 Исследование патентной чистоты усовершенствованного объекта Целью экспертизы патентной чистоты объекта является установление возможности его использования. Составление регламента поиска №2 Из выявленных при составлении регламента поиска №1 ТР выбираем ИТР в зависимости от объема выпуска объекта, его стоимости и значимости ТР для объекта в целом, сроков известности ТР. Объект содержит следующие технические решения: 1) улучшение качества обрабатываемой поверхности; 2) повышение прочности круга; 3) повышение точности профиля круга; 4) повышение стойкости круга. Из выявленных ТР выбираем ИТР – такие ТР, совершенствование которых может обеспечить достижение сформулированной выше цели – повышения стойкости круга. В качестве страны поиска принимаем Россию (СССР), где будет изготовляться, и использоваться объект. Ретроспективность (глубину) поиска устанавливаем в 20 лет – срок действия патентов в РФ. Рубрики МКИ и УДК, перечень источников информации остаются теми же, что и в регламенте №1. Патентный поискПросматриваем источники информации в соответствии о регламенте №2, табл. 11.1. Сведения о ТР, имеющих отношеня к ИТР, дополнительно заносим в табл. 11.2.Отбираем аналоги ИТР для детального анализа. Запись об этом делаем в графе 6 табл. 11.2. Анализ результатов поискаВыявляем существенные признаки усовершенствованного объекта и группируем их.Заносим признаки группы а) Элементы в табл. 10.4. Проверяем наличия каждого из признаков ИТР в каждом налоге. Наличие признака отмечаем знаком «+», отсутствие «-». Дополнительные признаки аналогов также заносим в таблицу, отсутствие их у ИТР отметим знаком «-». Выявляем аналоги, которые содержат признаки, не использованные в ИТР. Таблица 10.4. Существенные признаки ИТР "Шлифовальный круг" и его аналогов
При исследовании патентной чистоты сопоставим совокупности признаков группы а) «элементы ТР», защищенных действующими патентами и ПТР. Видим, что а.с. № 1493449 содержит признаки, не использованные в ПТР. Следовательно ПТР не попадает под действие этого свидетельства. Аналогичным образом анализируем признаки группы б) «Форма элементов». Видим, что а.с. № 1266724 и а.с. № 1493449 содержат признаки, не использованные в ПТР. Следовательно ПТР не подпадает под действие этих документов. Таким образом, ПТР не подпадает ни под один из применяемых охранных документов России. Следовательно, объект «Шлифовальный круг» обладает патентной чистотой в отношении России. По результатам экспертизы патентной чистоты составляем патентный формуляр на объект. 11. Научные исследования по обеспечению требуемой шероховатости боковых поверхностей шпоночного паза 11.1 Описание ситуации Обработка шпоночного паза вала осуществляется на фрезерном станке шпоночной фрезой из быстрорежущей стали Р6М5.Обрабатываемый материал – Сталь 30ХМ ГОСТ 4543-75, твердость 197-232 НВ. Фрезерование – метод, при котором получается сравнительно высокая шероховатость поверхности. Трудность получения требуемой шероховатости и точности паза заставляет применять технологические приемы, к которым следует отнести фрезерование с маятниковой подачей по глубине и многопроходную обработку по ширине паза. При маятниковом фрезеровании достигается требуемая шероховатость боковых сторон шпоночного паза, однако получение требуемой точности при этом весьма затруднительно. При многопроходном фрезеровании по ширине паза может быть достигнута требуемая шероховатость и точность шпоночных пазов, однако этот метод, так же как и маятниковое фрезерование, малопроизводителен. 11.2 Анализ описанной ситуации Установлено, что для повышения производительности и получения точности шпоночного паза необходимо применить метод фрезерования, позволяющий получить шпоночный паз сразу на полную глубину за один проход. 11.3 Разработка обобщенного технического решения (ТР) Возникает следующая идея применить для получения шпоночного паза метод, позволяющий обработать паз сразу на полную глубину за один проход с требуемой точностью и шероховатостью. 11.4 Поиск информации Задачей данного этапа является обеспечение достаточной полноты и достоверности исследования путем тщательного отбора и анализа патентно-технической информации. В качестве источника информации принимаем следующую патентную документацию: описание изобретений к авторским свидетельствам и патентам, бюллетень изобретений РФ, реферативный сборник ВНИИПИ, изобретения стран мира, а также следующую техническую литературу: реферативный журнал ВИНИТИ (14А) журналы ''Вестник машиностроения'', ''Машиностроитель'', ''Станки и инструменты'', ''Изобретатель и рационализатор'' а также книги и работы в области обработки металлов резанием, режущего инструмента, токарной обработки. Просматривая источники информации, отбираем такие документы, по названиям которых можно предположить, что они имеют отношение к исследуемому техническому решению (ИТР) – повышению стойкости твердосплавных пластин. Сведения о технических решениях, имеющих отношение к ИТР, заносим в таблицу 11.1. Таблица 11.1. Патентно-техническая документация, отобранная для анализа
11.5 Выбор конкретного ТР Изучив и проанализировав сущность отобранной документации по сведениям, содержащимся в графе 3 таблицы 12.1, выясняем, что для получения требуемой шероховатости и точности шпоночных пазов наиболее близким и благоприятным для выше описанной ситуации (см. п. 12.1), а так же наиболее соответствующим идее обобщенного технического решения (см. п. 12.3), является применение метода получения шпоночных пазов при помощи фрезерования с осциллированием. Большая номенклатура валов, работающих при помощи зацепления с различными деталями машин, путем шпоночных соединений в машиностроении определяет актуальность повышения производительности их механической обработки. Перспективным вариантом повышения производительности обработки пазов валов сразу на полную глубину за один проход является использование мерных шпоночных фрез. Геометрия их заточки показана на рис. 12.1. Фрезы имеют нулевой передний угол и задний угол 8-12Å. Цель настоящей работы — исследование шероховатости боковых поверхностей шпоночных пазов валов при фрезеровании мерными шпоночными фрезами. Исследования были выполнены при фрезеровании при V = 30 м/мин,при различных подачах фрезами диаметром 12 мм. Как видно из графика (рис. 12.2), шероховатость поверхности на всех подачах находится в пределах Rz = 20…40. Для уменьшения шероховатости предложена новая геометрия заточки фрез, показанная на рис. 12.3). Результаты испытаний фрез показаны на графике (рис. 12.4). Полученные результаты указывают на то, что при фрезеровании шпоночных пазов за один проход фрезами новой геометрии при скоростях резания V = 30…45 м/мин и подачах до 0,02 мм/зуб шероховатость может быть обеспечена в пределах Rz = 10…20. Ввиду того, что указанный метод обработки требует применения мерного инструмента, который не обеспечивает стабильности размеров получаемых пазов, исследовался метод обработки с осциллированием, позволяющий использовать немерный инструмент. Сущность этого метода состоит в том, что фрезе в процессе работы придается качательное движение в направлении, перпендикулярном направлению подачи. В процессе исследования указанного метода обработки установлено, что введение качательного движения инструмента способствует снижению шероховатости боковых поверхностей шпоночных пазов. Качательное движение характеризуется величиной I – числом оборотов шпинделя n, проходящим за одно его значение:
Размах качения принимается в зависимости от требуемого размера шпоночного паза:
где B – требуемый размер шпоночного паза; D – фактический диаметр фрезы. При Из графика (рис. 2.4) видно, что с увеличением продольной подачи Sz при фрезеровании с осциллированием несколько возрастает высота микронеровностей, однако по сравнению с фрезерованием за один проход без осциллирования рост этот происходит менее интенсивно. На основании проведенного исследования при фрезеровании стали 45 (HB 190) можно сделать следующие выоды: 1. При фрезеровании шпоночных пазов за один проход заточка быстрорежущих шпоночных фрез по ГОСТ 9140-59 не обеспечивает получения 5-го класса чистоты по ГОСТ 2789-59. 2. Предложения геометрия заточки быстрорежущих шпоночных фрез позволяет обеспечить шероховатость поверхностей боковых сторон шпоночных пазов в пределах Rz = 10…20 при работе с подачей Sz = 0,015 и 0,02 мм/зуб и скоростями резания V=30-45 м/мин. 3.
Фрезерование
шпоночных пазов за один проход с осциллированием шпоночными фрезами новой
геометрии позволяет получить шероховатость Rz = 10…20 мм/зуб при фрезеровании немерным инструментом с
подачами Sz = 0,015 для всех значений
осциллирования e от 0 до 1,0 мм. При фрезеровании же с подачей Sz = 0,025 мм/зуб
требуемая шероховатость может быть получена при значениях e от 0,2 до 1,0 мм и с 4. При фрезеровании с осциллированием предпочтительнее работать со скоростями резания от 30 до 45 м/мин, так как увеличение скоростей до 60 м/мин может привести к снижению стойкости режущего инструмента. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||