Дипломная работа: Проект участка механической обработки детали "Стакан"
2.1.2 Заготовка
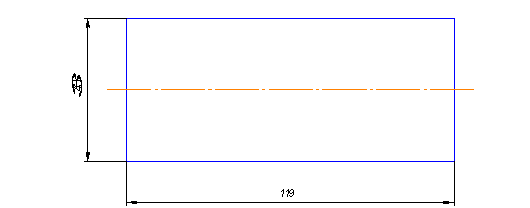
из проката круглого сечения
Рисунок 4 – Эскиз
заготовки из проката круглого сечения
Определяем
объем заготовки по формуле:
(19)
Определяем
массу заготовки по формуле (15):
Определяем
коэффициент использования материала по формуле (16):
Определяем
себестоимость заготовки по формуле (17):
Таблица 4 – Данные расчета
Наименование
показателей
Вариант
первый
второй
Вид заготовки
прокат шестигранного
сечения
прокат круглого сечения
Масса заготовки Мзаг,
кг
0,72
0,9
Себестоимость заготовки,
Cзаг., руб.
32,59
41,61
Коэффициент
использования материала, Ким
0,14
0,18
Коэффициент
использования материала проката круглого сечения больше, чем у проката
шестигранного сечения, а его себестоимость составляет 41,61 рубля по сравнению
с прокатом круглого сечения, стоимость которого 32,59 рубля, поэтому наиболее
выгодным методом изготовления заготовки является прокат шестигранного сечения.
2.2
Разработка технологического процесса механической обработки детали
2.2.1
Выбор баз и их обоснование
Разрабатываемый
технологический процесс должен обеспечить выполнение всех требований рабочего
чертежа и технических условий при минимальных затратах труда, средств
производства и материалов. Таким образом, при проектировании технологического
процесса необходимо руководствоваться техническими и экономическими принципами;
техническими- с целью удовлетворения требования чертежа, экономическими- с
целью минимизации затрат. Из всех технически возможных вариантов изготовления
одного и того же изделия выбирают тот технологический процесс, который
обеспечивает наибольший экономический эффект при его реализации в конкретных
условиях производства.
При
разработке планов и методов обработки необходимо обеспечить наиболее
рациональный процесс изготовления изделия. В плане указывают последовательность
выполнения технологических операций; по каждой операции устанавливают метод обработки,
используемое оборудование, приспособление и т.д.
Таблица 5 – Выбор
баз
№ операции
Наименование
поверхности детали
Наименование базы
005 Токарная с ЧПУ
1; 3
13; 11
11; 10
1; 2
18; 4; 25
13; 11
17; 13
1; 2
030 Токарная с ЧПУ
1; 25; 24; 26
11; 13
040 Токарная с ЧПУ
24; 17; 18
1; 2
045 Токарная
24
11; 13
050 Сверлильная
19
1; 2
055 Сверлильная
23
1; 2
083 Токарная
26; 16
1; 13
085 Токарная
5; 4; 3
1; 2
090 Токарная
25; 24
3; 13
120 Шлифовальная
9; 11
1; 13
125 Шлифовальная
10
1; 13
130 Шлифовальная
17
1; 7
* – в
соответствии с рисунком 1
2.2.2
Существующий (заводской) технологический процесс
Таблица 6 – Заводской
технологический процесс
Наименование операций,
Содержание переходов
Модель станка
Инструмент
005 Токарная с ЧПУ 4110
1 Установить деталь, закрепить
Токарный станок с ЧПУ
1В340Ф30
Упор специальный
2 Подрезать торец
Резец специальный
3 Точить поверхность Æ34,9 мм,
выдерживая размер 65,07 мм и фаску 30°
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое.