|
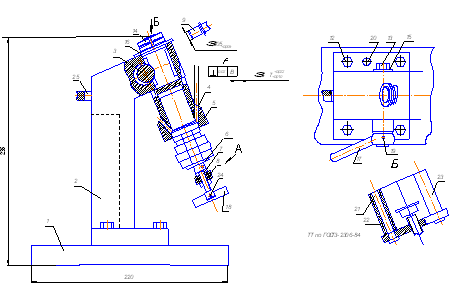
Дипломная работа: Проект участка механической обработки детали "Стакан"3. Расчетно-конструкторская часть 3.1 Выбор, расчет и конструирование специального станочного приспособления 3.1.1 Описание работы приспособления Специальное сверлильное приспособление предназначено для устойчивого закрепления детали при обработке двух отверстий детали на вертикально – сверлильном станке. Применение данного приспособления обеспечит точную и быструю установку обрабатываемой детали в данном приспособление. При установке и снятие детали рабочему не требуется совершать трудоемких действий, что уменьшает время на установку и снятие детали. По числу устанавливаемых заготовок оно является одноместным.
1 – плита, 2 – корпус, 3 – эксцентрик, 4 – втулка, 5 – оправка, 6 – пята, 7 – винт, 8-планка, 9 – калибр, 12 – болт, 13,14 – гайка, 15 – шайба, 16, 25 – рукоятка, 18,19,20 – штифты, 21 – втулка, 22 – винт, 24 – планка Рисунок 6 – Эскиз сверлильного приспособления Принцип действия и составные элементы специального сверлильного приспособления состоит в следующем: 1. Устанавливается обрабатываемая деталь на оправку (5) и с низу поджимается пятой (6). При установке детали на оправку производится сверление двух отверстий диаметром 2,4 мм. 2. Оправка крепится к корпусу (2), с помощью шайбы (15) и затягивается гайкой (14). 3. К корпусу (2) с помощью гайки (13) крепится эксцентрик (3) к которому с помощью штифта (19) устанавливается рукоятка (16), которая нужна для поворота приспособления. 4. Далее специальное приспособление устанавливают на стол вертикально – сверлильного станка. Использование приспособлений способствует повышению производительности и точности обработки, облегчению условий труда, сокращению количества и снижению необходимой квалификации рабочих; строгой регламентации длительности выполняемых операций; расширению технологических возможностей оборудования; повышению безопасности работы и снижению аварийности, за счет снижения трудоёмкости и себестоимости обработки деталей. 3.1.2 Расчет погрешности базирования Погрешность базирования εб – это отклонение фактически достигнутого положения заготовки при базировании от требуемого. Она определяется, как предельное поле рассеяния расстояний между технологической и измерительной базами в направлении выдерживаемого размера. Приближенно εб можно оценить разностью между наибольшим и наименьшим значениями указанного расстояния. Величина εб зависит от принятой схемы базирования и точности выполнения баз заготовок (включая отклонения размера, формы и взаимного расположения баз). Погрешность базирования εб может быть 0, если совмещены технологическая и измерительная базы, к чему необходимо стремиться при проектировании станочного приспособления. В данном случае конструкторский размер не соответствует технологическому размеру базы. Так как размер посадочной базы по кондуктору DК = ø25,92 +0,027 а размер отверстия по которому устанавливается деталь DД = ø25,9-0,1, то погрешность базирования может достигать:
где Smin – зазор минимальный, мм
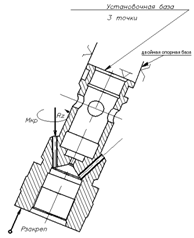
3.1.3 Расчет сил зажима детали Определение усилий зажима, необходимых для надежного удержания обрабатываемых деталей, является основой для установления расчетно-конструктивных параметров силовых цилиндров, приводов и зажимных устройств приспособлений. Расчет необходимых зажимных сил выполняем в следующем порядке: 1. Выбираем оптимальную схему базирования и закрепления детали.
Рисунок 7 – Схема базирования детали в станочном приспособлении и действия сил 2. На составленной схеме изображаются стрелками все приложенные к детали силы: стремящиеся сдвинуть или повернуть деталь в приспособлении (силы резания и их моменты) и удерживающие ее (зажимные силы, силы трения). В нашем случаи объемные силы не учитываются. 3. Вводится коэффициент надежности закрепления k, учитывающий возможное увеличение силы резания в процессе обработки. Величина коэффициента запаса (надежности) k устанавливается дифференцированно с учетом конкретных условий обработки и закрепления детали. Определяется он по формуле:
где k0 – гарантированный коэффициент запаса надежности закрепления. Для всех случаев рекомендуется принимать k0 =1,5; k1 – коэффициент, учитывающий увеличение силы резания из-за случайных неровностей на заготовках. При черновой обработке k1 = 1,2; k2 – коэффициент учитывающий увеличение силы резания от затупления режущего инструмента, k2 = 1 – 1,8; k3 – коэффициент, учитывающий условия обработки при прерывистом резании, k3 = 1,2; k4 – коэффициент, характеризующий погрешность зажимного устройства. Для ручных зажимов k4 = 1; k5 – коэффициент, характеризующий степень удобства расположения рукояток в ручных зажимных устройствах. При удобном их расположении k5 =1; k6 – коэффициент, учитывающий только наличие моментов, стремящихся повернуть заготовку на опорах; при установке на плоские опоры k6 = 1,
4. Устанавливаются усилия зажима. Величина зажимного усилия определяется на основе решения задачи статики на равновесие детали под действием всех приложенных к ней сил и моментов. В общем случае должно соблюдаться выражение:
Силу резания находим по нормативам по режимам резания (см. 2.5) Nрез = 0,051767 кВт; Pz = 126,73 Н; Ро = 117,083 Н Условие прочности болта:
[σp] = 315 МПа Для обеспечения надежного зажима должно выполняться условие:
В нашем случае условие выполняется. 3.1.4 Прочностной расчет ответственных деталей приспособления Для расчета прочности наиболее ответственных и нагруженных деталей приспособления выбираем болт М10. Резьбовые соединения работают с предварительной затяжкой. В результате затяжки в поперечном сечении резьбового винта возникает продольная сила и крутящий момент. Таким образом, стержень шпильки испытывает растяжение и кручение, а резьба – срез и смятие. Расчет винта на растяжение ведется по следующей формуле:
где
K – коэффициент переменной нагрузки;
[σ] – допускаемое напряжение на растяжение материала резьбового винта, МПа;
Расчетный диаметр считается по следующей формуле:
где d – номинальный диаметр резьбового винта, мм; Р – шаг резьбы, мм
По формуле (5) рассчитываем напряжение растяжения в данной резьбовой паре:
Допускаемое напряжение при растяжении для материала резьбового винта принимается равным 98 МПа. 10 МПа < 98 МПа Рассчитанное напряжение при растяжении меньше допускаемого, значит, условие прочности при растяжении соблюдается. Расчет прочности на кручение:
где
Полярный момент сопротивления рассчитываем по формуле:
d – номинальный диаметр резьбового винта, мм;
Максимально допустимый крутящий момент рассчитываем по формуле:
где G – модуль сдвига для стали, МПа;
Полярный момент инерции:
Максимально допустимый крутящий момент:
Полярный момент сопротивления:
Напряжение, возникающее при кручении:
Допускаемое напряжение, при кручении вала из стали, принимают в пределах 90 МПа.
227,1МПа≥75МПа Условие прочности при кручении выполняется. Условие прочности при срезе:
где
где
d – номинальный диаметр резьбового винта, мм Площадь среза:
Сила резьбового зажима:
Напряжение, возникающее при срезе:
0,036МПа≤15МПа Напряжение, возникающее при срезе, меньше допускаемого напряжения, значит, условие прочности выполняется. 3.1.5 Выбор и проектирование вспомогательного инструмента Вспомогательный инструмент, применяемый для изготовления детали «Стакан» стандартный и приведен в таблице 6. 3.1.6 Выбор и проектирование режущего инструмента Рассчитываем развертку для 045 токарной операции, для обработки сквозного отверстия диаметром 2 мм. Определяем
исполнительные диаметры рабочей части развертки для отверстия с Dо= 2D11. Поле допуска на
обрабатываемое отверстие Dо по ГОСТ 25347–82 равно
Максимальный диаметр развертки: Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||

 ,
, ,
, ,
, ,
,