|
Дипломная работа: Розробка електронної моделі підготовки виробництва триступеневого конічно-циліндричного редуктора
Перевіряю розрахунок:
Розраховую граничні розміри компенсатора:
Приймаю Кількість змінних прокладок:
Товщина змінних прокладок:
Через велику кількість отриманних прокладок, приймаємо стандартні прокладки 1 прокладки 0,9 мм, і 1 прокладка 0,03 мм. Таким чином, в комплект входять постійні прокладки товщиною 2,0 мм 1,3 мм, 0,9 мм і 1 змінна прокладка товщиною 0,03 мм. 2.5 Розрахунок розмірів калібрів для гладкого циліндричного з'єднанняУ даній курсовій
роботі необхідно розрахувати калібр-пробку і калібр-скобу для отвору Для розрахунку розмірів калібрів виберемо по [5] наступні дані: – зсув поля допуску калібру всередину поля допуску деталі Z (Z1) і a (a1); – допустимий вихід розміру зношеного калібру за межу поля допуску калібра-пробки Y і калібра-скоби Y1; – допуск на виготовлення калібра-пробки H і калібру скоби H1; – допуск на виготовлення контркалібру для пробки Hp|. Граничні
розміри для отвору Dmax = D + ES = 25 + 0,021 = 25,021 мм; Dmin = D + EI = 25 + 0 = 25 мм. По [5] для IT7 і інтервалу розмірів 18…30 мм знаходимо дані для розрахунку калібрів Z = 0,003 мм; Y = 0,003 мм; (a= 0 мм; H = 0,004 мм. Формули для розрахунку розмірів калібрів по [5]. Граничні розміри прохідного нового калібра-пробки: ПРmax = Dmin + Z + H / 2 = 25 + 0,003 + 0,004 / 2 = 25,005 мм; ПРmin = Dmin + Z – H / 2 = 25 + 0,003 – 0,004 / 2 = 25,001 мм. Виконавчий розмір калібра-пробки ПР 25,005–0,004. Найменший розмір зношеного прохідного калібра-пробки: ПРізн = Dmin – Y = 25 – 0,003 = 24,997 мм. Коли калібр ПР матиме цей розмір, його потрібно вилучити з експлуатації. Граничні розміри непрохідного нового калібра-пробки: НЕmax = Dmax + H / 2 = 25,021 + 0,004 / 2 = 25,023 мм; НЕmin = Dmax – H / 2 = 25,021 – 0,004 / 2 = 25,019 мм. Виконавчий
розмір калібра-пробки НЕ 25,023–0,004. Граничні розміри для валу dmax = d + es = 25 + 0,041 = 25,041 мм; dmin = d + ei = 25 + 0,028 = 25,028 мм. По [5] для IT6 і інтервалу розмірів 18…30 мм знаходимо дані для розрахунку калібрів (a1 = 0 мм; Z1 = 0,003 мм; Y1=0,003 мм; Н1=0,004 мм; Нр=0,0015 мм. Формули для розрахунку розмірів калібрів по [5]. Граничні розміри прохідного нового калібра-скоби: ПРmax = dmax – Z1 + H1 / 2 = 25,041 – 0,003 + 0,004 / 2 = 25,040 мм; ПРmin = dmax – Z1 – H1 / 2 = 25,041 – 0,003 – 0,004 / 2 = 25,036 мм. Виконавчий розмір калібра-скоби ПР 25,036+0,004. Найбільший розмір зношеного прохідного калібра-скоби: ПРізн = dmax + Y1 = 25,041 + 0,003 = 25,044 мм. Коли калібр ПР матиме цей розмір, його потрібно вилучити з експлуатації. Граничні розміри непрохідного нового калібра-скоби: НЕmax = dmin + H1 / 2 = 25,028 + 0,004 / 2 = 25,030 мм; НЕmin = dmin – H1 / 2 = 25,028 – 0,004 / 2 = 25,026 мм. Виконавчий розмір калібра-скобы НЕ 25,026+0,004. Граничні розміри прохідного контркалібру: К–ПРmax = dmax – Z1 + Hp / 2 = 25,041 – 0,003 + 0,0015 / 2 = 25,03875 мм; К–ПРmin = dmax – Z1 – Hp / 2 = 25,041 – 0,003 – 0,0015 / 2 = 25,03725 мм. Виконавчий розмір контркалібру К–ПР 25,03725–0,0015. Граничні розміри контркалібру для контролю зносу: К–Іmax = dmax + Y1 + Hp / 2 = 25,041 + 0,003 + 0,0015 / 2 = 25,04475 мм; К–І min = dmax + Y1 – Hp / 2 = 25,041 + 0,003 – 0,0015 / 2 = 25,04325 мм. Виконавчий розмір контркалібру К– ПР 25,03725–0,0015. Граничні розміри непрохідного контркалібру: К–НЕmax = dmin + Hp / 2 = 25,028 + 0,0015 / 2 = 25,02875 мм; К–НЕ min = dmin – Hp / 2 = 25,028 – 0,0015 / 2 = 25,02725 мм. Виконавчий розмір контркалібру К– НЕ 25,02725–0,0015. Таблиця 2.2. Розрахунок розмірів калібрів
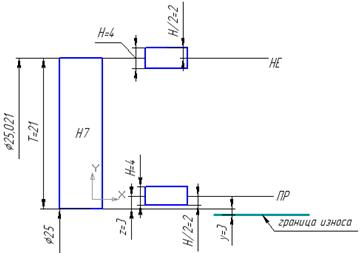
Побудуємо схеми полів допусків на виготовлення калібра-пробки (рис. 2.3) і калібра-скоби (рис. 2.4)
Рисунок 2.3. Схема полів допусків на виготовлення калібра-пробки
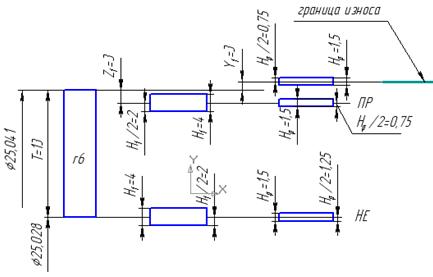
Рисунок 2.4. Схема полів допусків на виготовлення калібра-скоби 3. ТЕХНОЛОГІЧНА ПІДГОТОВКА ВИРОБНИЦТВА3.1 Аналіз технологічності конструкції деталіДосліджувана деталь - циліндрове прямозубе зубчате колесо. Матеріалом деталі є конструкційна вуглецева сталь 45 ГОСТ 1050-88. Дана сталь застосовна для вал-шестерен, колінчастих і розподільних валів, шестерень, шпінделів, бандажів, циліндрів, кулачків і інших нормалізованих, покращуваних і таких, що піддаються поверхневій термообробці деталей, від яких вимагається підвищена міцність. Хімічний склад стали, механічні, фізичні і технологічні властивості приведені таблицях нижче. Таблиця 3.1. Хімічний склад сталі 45
При проектуванні деталі витримані всі вимоги стандартів по ГОСТ 2.403-75. Необхідна твердість (300…340 НВ) досягається поліпшенням. При серійному виробництві доцільніше застосовувати штампування в прикладних штампах, що дозволяє конфігурація деталі. Як конструкторська і технологічна бази при обробці зубів колеса прийнята циліндрова поверхня; як вимірна – вісь колеса. Це є нетехнологічним, оскільки порушується принцип єдності баз. При виготовленні деталі використовується в основному стандартне технологічне оснащення. На кресленні деталі є всі види, перетини і розрізи необхідні для того, щоб представити конструкцію деталі. Замінити деталь збірним вузлом або армованою конструкцією представляється недоцільним. Всі поверхні деталі доступні для обробки і вимірювань. Можливе використання високопродуктивного устаткування і стандартного технологічного оснащення. Умови для урізування і виходу ріжучого інструменту забезпечені конструкцією деталі. Всі отвори деталі є крізними. Нетехнологічних елементів конструкція деталі не має, а також не виникає труднощів при витримці заданих допусків на розміри і необхідної шорсткості. Величина радіального биття не повинна перевищувати 0,05мм|. Приймаються допуски на торцеве биття 0,06мм|. Допуск круглої і циліндричності центрального отвору складає 0,01мм|. При витримці цих вимог технологічних труднощів не виникає. На центральному отворі колеса передбачені західні фаски, які полегшують його монтаж при виготовленні і збірку при застосуванні. Найбільш точною поверхнею деталі є поверхня Ø71H7. Забезпечення цієї точності вимагає обробки абразивним інструментом. Точність отвору відповідає точності зубчатого вінця. Дана поверхня є базою, що робить деталь технологічною. В цілому деталь є технологічною. 3.2 Визначення типу виробництваРозрахуємо такт випуску по відомих залежностях:
де
Fg=Fn (1-P/100),(3.2) де Fn – номінальний річний фонд часу; Р – величина простоїв устаткування по організаційно-технічних причинах. Приймаємо Р=10% . Fn=(Дпр∙φпр+ Дφ)· с, (3.3) де Дпр – число передсвяткових днів в році; φпр - тривалість зміни в передсвяткові дні; Дφ – число повних робочих днів в році; Дпр – тривалість зміни в робочі дні; с - кількість робочих змін. При п’ятиденному робочому тижні (тривалістю 40 годин) загальна кількість робочих днів в 2009 році складає: Np=366-114=252, (3.4) 114 - кількість неробочих і святкових днів. Тоді, враховуючи число робочих змін с =2; тривалість зміни φпр =8 годин; тривалість зміни в передсвятковий день φпр=7 годин; кількість передсвяткових днів Дпр=6; кількість повних робочих днів Д=246, отримаємо: Fn=(7·6 + 246·8 )·2 = 4020 год.; Fg= 4020 (1-0,1)= 3618 год.;
Визначимо коефіцієнт серійності по формулі: Kl= де Kl= Тоді, тип виробництва – середньо серійний. 3.3 Вибір способу отримання заготівкиМетод отримання заготівки деталі, його доцільність і економічна ефективність визначається такими чинниками, як форма деталі, її матеріал, габаритні розміри деталі, річна програма випуску деталі. Виходячи з конструкції деталі, типу виробництва, заготівка може бути отримана одним з методів: литвом, куванням або штампуванням. Оскільки матеріал заготівки – сталь 45 не є придатною для литва, то метод отримання заготівки з литва неприйнятний. Слід зазначити що сталь 45 добре деформується. Тому виходячи з величини річної програми випуску деталей, особливості конструкції деталі одним з методів отримання заготівки вибираємо штампування в підкладних штампах. Штампування на ГКМ неприйнятне оскільки при даному способі виготовлення виникає необхідність покупки дорогого устаткування. Обчислимо розрахункову масу поковки:
де МД – маса деталі; kp – коефіцієнт для орієнтовної розрахункової маси поковки. Виходячи з конфігурацій заготівки визначуваний: Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||


 , (3.1)
, (3.1) , (3.5)
, (3.5)
