|
Дипломная работа: Розробка електронної моделі підготовки виробництва триступеневого конічно-циліндричного редуктора3.8 Розрахунок режимів різанняРозрахуємо режими різання для розсвердлювання отвору Ø56. Свердлення, зенкерування і розгортання є найбільш поширеними| технологічними способами обробки круглих отворів. Свердлення (рис.3.3) - основний метод утворення отворів в металі оброблюваних заготовок.
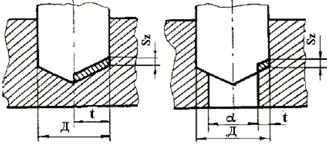
Рисунок 3.3. Схема різання при свердленні і розсвердлюванні При свердленні, як правило, використовуються стандартні свердла, що мають дві ріжучі кромки, розташовані діаметрально щодо один одного. Просвердлені отвори найчастіше не мають абсолютно правильної циліндричної форми. Їх поперечні перерізи представляють форму овалу, а подовжні - невелику конусність. Глибина різання. При свердленні глибина різання приймається t=0,5D, а при розсвердлюванні, зенкеруванні або розгортанні t=0,5(D-d), де D-діаметр інструменту, мм; d - діаметр попереднього отвору, мм. t=0,5(D-d)=0,5(56-40)=8 мм. Подача. Подачу призначаю керуючись додатком [5] S=0.8 мм/об. Призначена подача має бути скоректована по паспорту вибраного верстата. При цьому необхідно витримати умову: Sст <S, де Sст - остаточно встановлене по паспорту значення подачі. Scт=0,8 мм/об. Швидкість різання. Швидкість різання, м/хв, визначається:
де D - діаметр свердла, зенкера або розгортки, мм; Kv - загальний поправочний коефіцієнт. Загальний поправочний коефіцієнт на швидкість різання, такий, що враховує фактичні умови різання визначається по формулі:
де Кмv - коефіцієнт на оброблюваний матеріал; Киv - коефіцієнт на інструментальний матеріал; Кlv - коефіцієнт, що враховує глибину свердлення; Коефіцієнт Kмv розраховується таким чином: При обробці стали:
При обробці сірого чавуну:
При обробці ковкого чавуну:
Коефіцієнт, що враховує глибину отвору Кlv при свердленні приймається залежно від діаметру свердла.
Після визначення швидкості різання, розраховується частота обертання шпінделя верстата np:
де D - діаметр інструменту, мм.
Набутого значення np коректується по паспорту верстата і приймається найближчий менший ступінь ncт=125 об/хв. Обертальний момент, Нм і осьова сила, Н, розраховуються по наступних формулах:
де
Потужність різання. Ефективна потужність різання визначається по формулі:
Потрібна потужність різання:
Пристрій програмного управління 2Р22 призначений для передачі управляючої програми на виконавські органи токарного верстата. Він виконує наступні фунцкції|: - введення УП з клавіатури пульта; - її обробку і редагування безпосередньо на верстаті; - складання УП за зразком при обробці першої деталі в ручному режимі; - використання складних циклів багатопрохідної обробки; - виведення УП на програмоноситель| та ін. Керуючись [10] розробимо управляючу програму в системі 2Р22 для обробки зубчатого колеса на токарно-гвинторізному верстаті з ЧПК 16К30Ф3. Таблиця 3.10. Управляюча програма для обробки зубчатого колеса на токарно-гвинторізному верстаті з ЧПК 16К30Ф3
Розмірним ланцюгом називається послідовний ряд взаємозв'язаних лінійних розмірів, створюючих замкнутий контур і що безпосередньо беруть участь в рішенні поставленої задачі. Кожен розмірний ланцюг містить початкову і складових ланок. Під розмірним технологічним ланцюгом розуміють розмірні ланцюги, ланки яких є операційними розмірами і припусками. Замикаючим розміром в розмірному ланцюзі називається розмір, який в деталі виходить останнім в процесі її обробки. З схеми розмірного ланцюга можна визначити рівняння замикаючої ланки.
де
Зв'язок між допусками складових розмірів і замикаючих визначається правилом підсумовування допусків Тi :
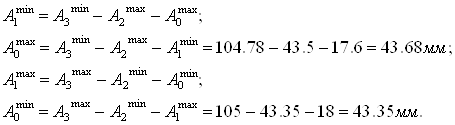
Проведемо розмірний аналіз для устанавлюваючого розміру при свердленні отвору. Замикаючою ланкою буде розмір А1, для нього складемо розмірну схему.
Рисунок 3.4. Розмірна схема свердлення отвору Конструкторський розмір А1 – замикаючий розмір. А1=18-0,4; А2=43,5-0,15; А3=105-0,22; А0=43,5. Визначемо
Допуск Т на розмір A0 буде дорівнювати:
Отриманий
розмір Для нормування технологічного процесу вибираю операцію з найбільшою кількістю переходів – токарно-револьверну операцію . Основний час обробки визначаємо по формулі [4]:
де
Формула для розрахунку допоміжного часу:
де
Оперативний час знаходимо як суму основного і допоміжного :
Формула для визначення підготовчо-завершального часу:
де
Штучний час знаходимо по формулі:
де
де N
– розмір партії. Використовуючи формули (9.1) -(9.6), для визначення Т
3.12 Економічне зрівняння технологічного процесуВибір найкращого варіанту технологічного процесу зі всіх можливих може бути здійснений різними способами. Якщо зі всіх можливих варіантів є такий, на впровадження якого потрібний найменші капітальні вкладення і який забезпечує найнижчу собівартість одиниці продукції, цей варіант є якнайкращим. Проте на практиці частіше варіанти з великими питомими капітальними вкладеннями забезпечують при впровадженні меншу собівартість одиниці продукції. У цих випадках технологічний варіант визначається за допомогою нормативного коефіцієнта ефективності або приведених витрат. При визначенні раціональності заміни варіанту техніки, що діє, технології, способу організації виробництва новим розраховують коефіцієнт порівняльної ефективності [8].
Тут С – собівартість продукції, а К –
капітальні вкладення, Порівняємо такі варіанти технологічного процесу (операція 020): 1. Обробка деталі на токарно-револьверному верстаті. 2. Обробка деталі на верстаті з ЧПК. Собівартість продукції визначається шляхом складання всіх витрат, а саме:
де
Ао – амортизаційні відрахування від вартості устаткування; Ат.о – амортизаційні відрахування від вартості технологічного оснащення на одну деталь; Ро – витрати, пов'язані з ремонтом і обслуговуванням устаткування; И – витрати, пов'язані з інструментом; Ло – витрати на технологічну електроенергію; Пл – витрати, пов'язані з амортизацією виробничих площ; Ппр – витрати на ремонт і обслуговування управляючих пристроїв і програм. Витрати, пов'язані із заробітною платою основних робочих визначаються по формулі:
де
При обробці на універсальному устаткуванні:
На підставі цього отримуємо: - заробітна плата основного робочого для токарно-револьверної операції для серійного типу виробництва:
- заробітна плата основного робочого для
токарно-револьверної з ЧПК для середньосерійного типу виробництва (при
використанні оператора 3-го розряду
Витрати, пов'язані із заробітною платою допоміжних робочих визначаються по формулі:
де
Витрати, пов'язані з амортизаційними відрахуваннями на устаткування:
де Ф – вартість устаткування;
Витрати, пов'язані з амортизаційними відрахуваннями на технологічне оснащення:
де
Витрати, пов'язані з ремонтом і обслуговуванням устаткування
де Нм, Не – нормативи річних витрат на ремонт електричної і механічної частин устаткування; Км., Ке – коефіцієнти складності ремонту електричної і механічної частин устаткування;
Витрати, пов'язані з інструментом:
де
Витрати на технологічну електроенергію:
де Nэ – потужність електродвигуна;
Витрати, пов'язані з амортизацією виробничих площ:
де
Розрахунок економічної частини ведемо методом повної собівартості з урахуванням капітальних вкладень. Згідно цьому, повна собівартість по витратах на одну деталь:
У капітальні вкладення включаються витрати на виробниче устаткування, інструменти і пристосування.
де Ц – ціна устаткування.
Коефіцієнт порівняльної ефективності:
Застосування обробки на верстаті з ЧПК є більш вигідно. 4. ІНЖЕНЕРНІЙ АНАЛІЗ ОБ'ЄКТУ ВИРОБНИЦТВА4.1 Опис об'єкту моделюванняОб'єктом дослідження є пружна втулково-пальцева муфта МУВП, розташована на вхідному валу редуктора, вживана для з'єднання вхідного валу редуктора і ротора електродвигуна. Муфта, яка представлена на рисунку 4.1 розглядатиметься в системі робочий орган (зірочка) – редуктор – МУВП – двигун.
Рисунок 4.1. Муфта пружна втулково-пальцева Пружна втулково-пальцева муфта має всі властивості, які необхідні при роботі на великих швидкостях обертання (n=2880 об/хв): - здатність пом'якшувати поштовхи і удари. Кінетична енергія удару при цьому частково поглинається і переходить в тепло, частково акумулюється пружними елементами, перетворюючись на потенційну енергію деформації; - пружні муфти можуть служити засобом захисту від резонансних крутильних коливань, що виникають в механізмі унаслідок нерівномірності обертання; - пружні муфти допускають порівняно великі зсуви осей валів, що сполучаються. При цьому, завдяки деформації пружного елементу, вали і опори навантажуються порівняно малими силами і моментами. МУВП мають наступні характеристики, які враховуватимуться при динамічному аналізі: -
жорсткість (або зворотна величина - податливість), що є залежністю відносного
кута повороту напівмуфти від величини обертального моменту Мкр; Жорсткість
муфти визначається як похідна від обертального моменту по куту закручування і є
величиною змінною, залежною від
Обертальний момент у свою чергу пропорційний куту закручування
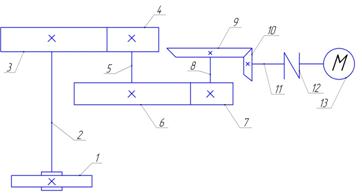
Рисунок 4.2. Залежність обертального моменту від кута закручування - демпфування, тобто здатність необоротно поглинати механічну енергію; - енергоємність, що є роботою пружної деформації муфти при дії деякого обертального моменту. Енергоємність є порівняльною характеристикою муфт і не може бути використана при динамічному аналізі. 4.2 Розробка структурної схеми об'єктуДосліджувана муфта при роботі редуктора навантажена обертальним моментом, який при включенні, виключенні двигуна, а також залежно від особливостей роботи редуктора змінюється в часі. В результаті в ній виникають крутильні коливання, що обумовлюють динамічні навантаження, зменшення довговічності редуктора, а в деяких випадках і втрату стійкості динамічної системи. З метою дослідження забезпечення оптимальних динамічних характеристик приводу необхідне дослідження його елементів, зокрема муфт, зубчатих зачеплень, приводного електродвигуна. Структурна схема для дослідження пружної муфти, складатиметься з виконавчого органу (зірочки) 1, вихідного валу 2, зубчатого циліндричного прямозубого колеса 3, проміжного валу 5 з прямозубої циліндричної шестерні 4 і косозубого циліндричного колеса 6, валу 8 з шестернею 7 і конічним колесом з круговим зубом 9, конічної шестерні 10, вихідного валу редуктора 11, МУВП 12 і двигуна 13.
Рисунок 4.3. Початкова структурна схема досліджуваного об'єкту Для зручного математичного опису даної структурної схеми приведемо її до двохмасової, представивши перераховані елементи як розподілені (вали) і зосереджені (зубчаті колеса, зірочка, двигун) маси зі своїми моментами інерції. Початкові дані, необхідні для приведення системи до двохмасової приведемо в таблиці 4.1. для зручності подальшого дослідження. Таблиця 4.1. Початкові дані для приведення системи до двохмасової
Визначаємо моменти інерції всіх елементів приводу, що обертаються. Момент інерції ротора двигуна підрахуємо по наступній залежності: Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||


 (3.23)
(3.23)
 (3.31)
(3.31) , (3.32)
, (3.32) , (3.33)
, (3.33) (3.34)
(3.34) , (3.35)
, (3.35) , (3.36)
, (3.36) ,
, , (3.37)
, (3.37) грн; (3.38)
грн; (3.38)