|
Дипломная работа: Розробка електронної моделі підготовки виробництва триступеневого конічно-циліндричного редуктора- Група стали – М1; - Клас точності – Т4. Для визначення ступеня складності поковки розрахуємо відношення маси поковки до маси простої геометричної фігури, в яку можна вписати деталь:
Згідно графіку [1] отримуємо ИИ=13. На підставі початкового індексу визначаємо допуски і припуски і складаємо таблицю. Таблиця 3.2. Вибір припусків і допусків на оброблювані розміри
Визначимо масу заготівки по залежності: G3= ρ· V· K ,(3.6) де ρ=7810 - густина метала, кг/м3; К - коефіцієнт, що враховує відходи металу; V3- об'єм заготівки, який дорівнює сумі об'ємів заготівки. G3=7810۰0,004۰1,1=34,4 кг. Визначимо коефіцієнт використання металу по формулі:
де Gg- маса деталі.
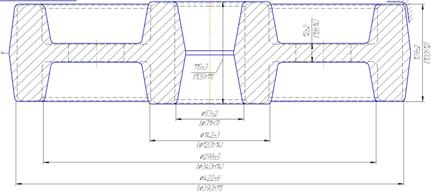
Технічні вимоги на заготівку: Штампувальні радіуси 4 мм, штампувальні ухили для зовнішніх поверхонь 7˚, для внутрішніх поверхонь 10˚, допустима величина зсуву частин штампів 1,4 мм, допустима величина залишкового облоя 1,6 мм.
Рисунок 3.1 – Ескіз заготівки поковки колеса 3.4 Вибір маршруту обробки деталіВраховуючи точність і якість поверхонь деталі розробимо маршрут їх обробки. Таблиця 3.3. Маршрутна карта обробки зубчатого колеса
Використовуючи результати розробки МОН, приведемо перелік операцій технологічного процесу в їх технологічній послідовності. Представимо його виді таблиці. Таблиця 3.4. Операційна карта обробки зубчатого колеса
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||