|
Контрольная работа: Финансовая деятельность предприятия: анализ и пути ее совершенствования (на примере ООО "Си-трейдинг")Блок управления и контроля собран на двусторонней печатной плате из четырёхслойного фольгированного стеклотекстолита СФ‑2–35–1,5 ГОСТ 10316–91, обладающего следующими достоинствами: – прочность сцепления фольги с основанием не менее 15 Н/см2; – удельное объемное сопротивление 5000 ГОм∙см; – тангенс угла диэлектрических потерь 0,03. Фольгированный стеклотекстолит представляет собой слоистый прессованный материал, изготовленный на основе ткани из стеклянного волокна, пропитанной эпоксидной смолой, и облицованный с двух сторон медной электролитической, оксидированной или гальванической фольгой [20]. В качестве материала фольги использована медь, так как она обладает хорошими проводящими свойствами. Печатная плата (ПП) – это основа печатного монтажа электронной аппаратуры, при котором микросхемы (МС), полупроводниковые приборы, электрорадиоэлементы (ЭРЭ) и элементы коммутации устанавливаются на изоляционное основание с системой токопроводящих полосок металла (проводников), которыми они электрически соединяются между собой в соответствии с электрической принципиальной схемой [18]. ПП представляют собой диэлектрическое основание, имеющее необходимые отверстия и проводящий рисунок плоских проводников и контактных площадок, обеспечивающий соединение ИМС и ЭРЭ в соответствии с принципиальной электрической схемой. Покрытием для печатной платы служит лак марки УР‑231.01.2, т. к. он получил наибольшее применение в производстве при сборке печатных плат и имеет все необходимые свойства для защиты от внешних факторов. Покрытие осуществляется в два слоя, покрывается вся плата, за исключением поверхности контактных частей разъёмов. Технологический процесс монтажа навесных деталей и элементов заключается в установке их на печатную плату и пайке. В зависимости от масштаба производства детали на плату устанавливаются вручную или механизированным способом. Пайку монтажных соединений выполняют паяльником или групповыми методами, из которых чаще всего применяют пайку погружением в волну припоя [20]. Плата модуля управления и контроля имеет двухстороннюю установку элементов. Навесные детали устанавливаются на плату со стороны монтажа. Со стороны пайки устанавливаются элементы СМД-монтажа. Навесные детали устанавливаются на печатную плату после формовки выводов с «зиг-замком». Подрезают выводы на требуемую длину после их загибания или после установки их на плату. Размещение навесных элементов на плате следует согласовывать с конструктивными требованиями. Выбор варианта установки на плату производят в соответствии с заданными условиями эксплуатации и другими техническими требованиями. Размещение навесных элементов должно быть рациональным с учетом электрических связей и теплового режима, с обеспечением минимальных значений длин электрических связей, количества переходов печатных проводников со слоя на слой, паразитных связей между их навесными элементами. Распределение масс навесных элементов по поверхности платы должно быть, по возможности, равномерным, с установкой элементов с наибольшей массой вблизи мест технического крепления платы. Установочные размеры и варианты установки навесных элементов выбираются в соответствии с действующими стандартами на установку навесных элементов. Проводящий рисунок печатной платы, разработанный в трассировке соединений, должен удовлетворять требованиям ГОСТов [18]. Для получения качественных соединений необходимо поверхности, подлежащие пайке, тщательно очищать от загрязнений и окислов. При пайке применяют только бескислотные флюсы. После нанесения флюс должен подсохнуть в течение 1…2 минут, чтобы быстрое испарение спирта, входящего в его состав, не привело к образованию раковин и пузырей. Для пайки припоем применяется паяльник мощностью 35Вт ПОС61 ГОСТ 21931–91. При пайке следует прогревать вывод изделия в течение 3…5 секунд, не касаясь паяльником печатного проводника. Соблюдение такого режима обеспечивает многократную перепайку деталей (до 10 раз) без нарушения металлизации печатного проводника. Остатки флюса удаляются тампоном из бязи, смоченным в этиловом спирте. Большое значение на надежность радиоэлектронной аппаратуры оказывает выбор припоя для электрического монтажа. Качество паяных соединений (прочность, герметичность, надежность и др.) зависят от правильного выбора припоя, флюса, способа нагрева и величины зазора. Припой должен хорошо растворять основной материал, обладать смачивающей способностью, быть дешевым и не дефицитным. Из анализа характеристик припоев приведенных в справочных материалах видно, что наиболее подходящим для пайки ЭРЭ в нашем преобразователе является припой ПОС‑61 ГОСТ 21931–91 (температура кристаллизации: начальная – 190°С; конечная – 183°С) [21]. Нагрев платы при пайке припоем ПОС-61 производят паяльником или погружением платы в расплавленный припой, но перед этим плата должна пройти операцию флюсования. Флюсы паяльные применяются для очистки поверхности паяемого металла, а так же для снижения поверхностного напряжения и улучшения растекания и смачиваемости жидкого припоя. Автоматизированный способ обеспечивает установку ЭРЭ без гарантированного зазора между корпусом и платой или же с зазором. Зазор в этом случае обеспечивается формовкой выводов. Размеры, конфигурация и место крепления печатной платы выбираются в зависимости от установочных размеров, элементной базы, эксплуатационных характеристик и т.д. Размеры печатной платы должны соответствовать ГОСТ 10317–79. На печатных платах должны быть предусмотрены фиксирующие отверстия. Форма печатной платы, разработанного модуля управления и контроля является прямоугольной. Стороны прямоугольной печатной платы должны быть параллельны линиям координатной сетки. Для платы модуля управления и контроля выбран шаг координатной сетки равный 1,25 мм. Технологический процесс изготовления печатной платы (ПП) химическим методом был выбран исходя из достоинств и недостатков метода. ПП изготавливается химическим методом, следовательно рисунок ПП должен быть выполнен сеточно-графическим методом. Данный метод широко используется при массовом производстве ПП. Сущность метода заключается в том, что нанесение рисунка на заготовку платы осуществляется сквозь сетку – трафарет, по которому перемещается ракель и продавливает краску на плату. Затем плата с печатным рисунком подвергается травлению. К достоинствам метода относятся высокая механизация и автоматизация технологического процесса, быстрота налаживания оборудования, малое число обслуживающего персонала. Технология изготовления ПП сеточно-химическим методом состоит из следующих основных операций: раскройка материала и изготовление заготовок плат на дисковых ножницах; нанесение рисунка схемы кислотостойкой краской; травление схемы; удаление защитного слоя краски; крацовка; нанесение защитной эпоксидной маски; горячее лужение мест пайки; штамповка; маркировка; подготовка платы; подготовка выводов навесных элементов; установка элементов на плату; пайка элементов на плате; технический контроль; регулировка; технический контроль. Раскройка
материала и изготовление заготовок плат. Резка материала на технологические заготовки
(полосы) производится на дисковых ножницах. Этот метод позволяет, в отличие от
резки на дисковой плите, повысить производительность, полностью исключить
засорение атмосферы помещения гетинаксовой или стеклотекстолитовой пылью и
сократить расходы материала. Из полос материала на кривошипном прессе штампуют
технологические заготовки плат. Заготовки имеют технологический припуск 2 Нанесение рисунка схемы кислотостойкой краской. Заготовки плат поступают на автомат стеклографической печати, который кислотостойкой краской наносит рисунок схемы. Стеклографический станок-автомат, имеет два загрузочных бункера, в которые закладываются по 300 заготовок плат. Заготовки по одной забираются движущимися двухсторонним вакуумным столом, который подаёт их в рабочую позицию нанесения рисунка, т.е. под сетку-трафарет. Как только заготовка стала в рабочую позицию нанесения рисунка, автоматически осуществляется движение ракеля, который продавливает краску через сетку-трафарет. После этого стол поворачивается, забирая плату из-под сетки-трафарета, вакуум снимается и плата с нанесённым рисунком по склизу спадает в сушило. Такой же цикл выполняется и на другой стороне стола. Платы по очереди забираются из левого и правого бункеров и соответственно сбрасываются после нанесения рисунка в левое и правое термодинамическое сушило. Время одного цикла – 8 сек., ритм выхода платы – 4 сек. Производительность автомата – 900 оттисков в час. Автомат регулируется на различные размеры плат (заготовок) от 190´50 мм до 400´20 мм. В условиях серийного производства автомат обслуживается одним наладчиком. Травление схемы. Платы с нанесённым рисунком подвергаются травлению, которое выполняется на специальном полуавтоматическом агрегате. Агрегат травления конструктивно представляет собой поточную линию, через которую на жгутовом транспортире проходят платы. В процессе движения производится их обработка. Травление осуществляется раствором хлорного железа с плотностью 1,35¸1,40. На агрегате выполняются следующие операции: – Вытравливание фольги в местах, незащищённых краской; – Удаление остатков травления с платы методом обдува струёй воды; – Промывка плат водой двухсторонним дождеванием; – Сушка плат струёй горячего (t = 60¸70°C) воздуха. Для интенсификации процесса травления раствор хлорного железа, подаваемый насосом в растворительные форсунки, подогревается до 35 – 40 °С газом в специальных баках. Все основные узлы агрегата выполнены из титановых сплавов или неметаллических материалов, стойких в растворе хлорного железа. Скорость движения транспортёра может регулироваться в диапазоне 0,5 – 0,8 м/мин специальным ступенчатым редуктором. Она определяется травящей способностью раствора хлорного железа. Полезная ширина транспортёра 450 мм. Габариты обрабатываемых плат от 50´150 мм до 450´450 мм. Производительность агрегата 13,5¸21,5 м2/ч. Обслуживается агрегат одним человеком. Удаление защитного слоя краски. Удалить краску можно различными растворителями: ацетоном, растворителем №646, уайт-спиртом, дихлорэтаном, трихлорэтаном, и другими. Однако все эти процессы с перечисленными растворителями связаны с существенной вредностью для организма человека, пожарной и взрывоопасностями. Поэтому в промышленности разрабатываются и способы удаления краской гидропульпой, по принципу гидропескоструйной обработки. Специальный полуавтоматический агрегат, производит удаление краски струёй воднопесчаной пульпы, поступающий из сопел специальной гидропушки, под давлением 1,5 атм. Плата загружается в приёмный механизм и с помощью группы подающих, вертикально расположенных резиновых валиков, транспортируется через камеры агрегата. Затем подаётся в камеру промывки и сушки. Такой способ удаления краски полностью исключает все неприятности химических способов. Кроме этого, одновременно с краской с печатных проводников удаляется оксидная плёнка. На данной установке можно обрабатывать платы размерами от 200´50 мм до 500´250 мм. В установке предусмотрено три скорости подачи заготовок 2,1; 1,56; 1,12 м/мин., обеспечивающие среднюю производительность 120 погонных метров в час или 18 м2/час. Установка обслуживается одним человеком. Горячее лужение мест пайки. После нанесения эпоксидной маски и полимеризации, платы поступают на автоматический агрегат горячего лужения, на котором они проходят операцию лужения, промывки и сушки. Печатные платы стойкой (рисунок вниз) загружаются в автоматический бункер, из которого специальным толкателем по одной подаются под валки привода. Передвигаясь в торец одна за другой по направляющим, платы проходят последовательно под двумя волнами припоя (сплав типа Розе, температура плавления +95°С). Сплав Розе защищает покрытие проводников печатной платы от окисления во время её хранения до момента её последующей обработки. Излишки припоя снимаются ракелем из термостойкой резины и возвращаются в ванну с припоем. Из жёстких направляющих плата попадает на жгутовой транспортёр, двигаясь по которому последовательно проходит операцию промывки горячей водой (60 – 70°С) и сушки горячим воздухом (80 – 90°С), скорость движения платы в агрегате 0,7 м/мин, температура припоя 145°С. Максимальная ширина обрабатываемых плат 250 мм. Производительность установки от 4 до 16 м2/ч, зависит от размера обрабатываемых плат [20]. При проектировании конкретного образца модуля управления и контроля были учтены следующие требования: – назначение и область применения модуля управления и контроля; – заданные электрические характеристики; – условия эксплуатации, определяющие степень воздействия внешней среды; – требования к конструкции (надежность, ремонтопригодность, масса, габариты, тепловые режимы). В заключении следует отметить, что спроектированный модуль управления и контроля, являющийся составной частью устройства управления и контроля источником бесперебойного питания, предназначен для получения сигналов от датчиков устройства, и формированием соответствующего управляющего сигнала для источника бесперебойного питания. Модуль управления и контроля имеет следующие габаритные размеры: 150х55х33 (мм), шаг координатной сетки равен 1,25 мм. В графической части дипломного проекта приведен сборочный чертеж модуля управления и контроля, а в приложении И – спецификация. 4. Проектирование и расчет искусственного освещения для выполнения работ при разработке проектируемого объекта 4.1 Характеристика помещения и выполняемых зрительных работ. План и разрез помещения с рабочими местами. Нормативные характеристики освещения рабочих мест Качество производственного освещения в значительной мере сказывается на безопасности и производительности труда человека. При плохом освещении человек быстро устает, работает менее продуктивно, возникает потенциальная опасность ошибочных действий и несчастных случаев. Кроме того плохое освещение может привести к профессиональным заболеваниям, например таким, как рабочая миопия (близорукость), спазм аккомодации и др. [22]. В данном разделе дипломного проекта проектируется искусственное освещение для офисного помещения, в котором производился анализ финансовой деятельности предприятия. Экономисты и бухгалтера постоянно работают за компьютером, что может привести к снижению функционального состояния центральной нервной системы и работоспособности, появлению жалоб на зрительное и общее утомление, ухудшение зрения. Гигиенические требования к производственному освещению, основанные на психофизических особенностях восприятия света и его влияния на организм человека, могут быть сведены к следующим: – спектральный состав света, создаваемый искусственными источниками, должен приближаться к естественному; – уровень освещенности должен быть достаточным и соответствовать гигиеническим нормам, учитывающим особенности зрительной работы; – должна обеспечиваться равномерность и естественность уровня освещенности в помещении во избежание частой адаптации и утомления зрения; – освещение не должно создавать блесткости как самих источников света, так и других предметов в пределах рабочей зоны. В настоящее время в Республике Беларусь действуют санитарные правила и нормы СанПин №9–131 РБ 2000 [23]. Приведем некоторые выдержки из них, касающиеся охраны зрения пользователей: – искусственное освещение в помещениях должно осуществляться системой общего равномерного освещения; – освещенность на поверхности стола в зоне размещения рабочего документа должна быть 300–500 лк; – в качестве источников
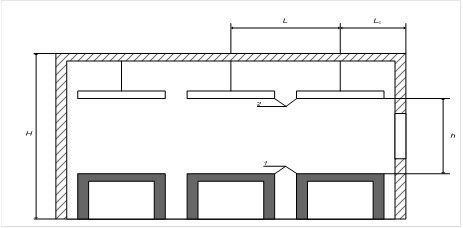
света при искусственном освещении должны – общее освещение следует выполнять в виде сплошных или прерывистых линий светильников, расположенных сбоку от рабочих мест, параллельно линии зрения пользователя при рядном расположении ПЭВМ. 4.2 Обоснование выбора системы искусственного освещения С целью обеспечения нормальных условий труда и защиты зрения человека в производственных помещениях должно устанавливаться освещение, отвечающее требованиям соответствующих норм и правил. Необходимо также при организации освещения обеспечить достаточно равномерное распределение светового потока и яркости на рабочей поверхности и в пределах окружающего пространства, отсутствие резких теней в поле зрения, оптимальную направленность светового потока. При не соблюдении этих требований возможна не различимость или искаженность форм и размеров объектов, рельефности элементов, повышающая утомляемость за счет перенапряжения зрения и его ухудшения, обусловленной частой переадаптацией при крайней неравномерности освещения [24]. Важным санитарно – гигиеническим требованием является устранение пульсации освещённости, что обеспечивается стабилизацией питающего напряжения, жестким креплением светильников, специальным включением люминесцентных ламп в светильнике. В соответствие с требованиями к помещениям для эксплуатации ПЭВМ в помещениях должно быть естественное и искусственное освещение. В тех случаях, когда одного естественного освещения не хватает, устанавливается совмещенное освещение. При этом дополнительное искусственное освещение применяется не только в темное, но и в светлое время суток. Основное отличие ночных условий труда от дневных состоит в том, что при ночных условиях отсутствует достаточная освещенность поля зрения работающего равномерно распределенным световым потоком. Поэтому необходимо создать такое искусственное освещение, при котором суммарный световой поток от всех установленных в рабочей зоне светильников распределялся равномерно. Таким образом для помещения использования ПЭВМ необходимо применять систему общего равномерного искусственного освещения. Проектирование системы общего равномерного искусственного освещения представляет собой последовательность решения следующих задач: – выбор типа источников света (ламп); – выбор типа светильников; – размещение светильников в плане помещения и определение их количества; – расчет светового потока ламп светильников; – выбор стандартной лампы. Исходными данными для расчета являются: – гигиеническая норма освещённости Emin = 300 лк [25]; – габаритные размеры помещения 5 х 7 х 5 (м); – коэффициенты отражения рабочих поверхностей, поверхностей стен и потолка, ρ(%). Так как фактически определить значение этих коэффициентов трудно, были применены ориентировочные значения. 4.3 Выбор типа светильников и источников света. Размещение светильников в плане и разрезе помещения В соответствие с СанПиН 9–13РБ2000 в качестве источников света выбираем люминесцентные лампы. Люминесцентные лампы – наиболее распространенный и экономичный источник света для создания рассеянного освещения в помещениях общественных зданий: офисах, школах, учебных и проектных институтах, больницах, магазинах, банках, предприятиях. С появлением современных компактных люминесцентных ламп, предназначенных для установки в обычный патрон E27 или E14 вместо ламп накаливания, они стали завоевывать популярность и в быту. Применение электронных пускорегулирующих устройств (балластов) вместо традиционных электромагнитных позволяет еще более улучшить характеристики люминесцентных ламп – избавиться от мерцания и гула, еще больше увеличить экономичность, повысить компактность [26]. Главными достоинствами люминесцентных ламп по сравнению с лампами накаливания является высокая светоотдача (люминесцентная лампа 23 Вт дает освещенность как 100 Вт лампа накаливания) и длительный срок службы (6000–20000 часов против 1000 часов). Это позволяет люминесцентным лампам экономить значительные средства, несмотря на более высокую начальную цену. Применение люминесцентных ламп особенно целесообразно в случаях, когда освещение включено продолжительное время, поскольку включение для них является наиболее тяжелым режимом и частые включения-выключения сильно снижают срок службы. Светильники выбираются с учетом характеристик рабочей среды в помещении. По таблице 1 приложения 1 [27] выбираем светильник ЛСПО‑1 с двумя лампами мощностью 80 Вт каждая. Возьмем этот светильник в модификации О1 (09) – без отверстий в отражателе. Светильник незащищенный, подвесной, диффузионный, длиной 1536 мм, предназначен для среды с нормальными условиями. Для получения равномерного освещения светильники расположим симметричными рядами, при этом расстояние между светильниками в ряду, между рядами светильников и от края светильников до стен не должно превышать: L=l∙h, (4.1) где L – расстояние между светильниками в ряду и между рядами светильников, м; l – коэффициент, зависящий от типа светильников; h – высота расположения светильников надо рабочей поверхностью; Lc = (0,25–0,3) L – если рабочие места расположены у стен; Lc = (0,4–0,5) L – если у стен расположены проходы, где Lc – расстояние от края светильников до стены. Высота помещения (H), для которого производился расчет, равна 5 м. По таблице 5 [27] отношение L/h для светильника ЛСПО‑1 равно 1,8. Следовательно, высота расположения светильников над рабочей поверхностью h=2,5 м, а L=4,5 м. Так как рабочие места расположены у стены, рассчитаем расстояние от края светильников до стены Lc = 0,3∙4,5 = 1,35 м. Размещение светильников в разрезе помещения представлено на рисунке 8.
1 – рабочие поверхности; светильники Рисунок 8 – Размещение светильников в разрезе помещения 4.4 Расчет светового потока и выбор типовых источников света, количества ламп Световой поток светильника определяется методом коэффициента использования светового потока по формуле: FCB= (Emin∙S∙K∙Z) / (NCB∙g), (4.2) где Emin – гигиеническая норма освещённости, лк; S – площадь помещения; К – коэффициент запаса, зависящий от запыленности воздуха в помещении; Z – коэффициент неравномерности освещения; Z=1,15 для ламп накаливания; Z=1,1 для люминесцентных ламп; NCB – количество светильников; g – коэффициент использования светового потока, зависящий от типа светильника, коэффициента отражения ограждающих поверхностей и конфигурацией помещения, которая определяется показателем: i= [A∙B]/ [h (A+B)], (4.3) где А и В-длинна и ширина помещения в метрах; h – высота расположения светильников над рабочей поверхностью. Рассчитаем показатель, определяющий конфигурацию помещения по формуле (4.3), h=3: I=(5∙7)/(3∙ (5+7))=0,972. Определяем g по таблице коэффициентов использования светового потока для светильников с люминесцентными лампами (таблица 7 [27]), используя i, а также коэффициенты отражения ограждающих поверхностей g=45%. К определим по таблице коэффициентов запаса (таблица 6 [27]) – К=1,5; Z=1,1 для люминесцентных ламп [27]. По формуле (4.2) определяем световой поток светильника: FСВ= (300∙35∙1,5∙1,1)/(6∙0,4) =6417 лм. Теперь надо выбрать такую стандартную лампу, чтобы ее световой поток отличался от расчетного не более, чем на -10-+20%. Так как работа в офисном помещении производится, используя ПЭВМ, можно выбрать лампу с улучшенным цветоразличием. В соответствии с таблицей технических данных по применению люминесцентных ламп (таблица 2 [27]) выбираем лампу дневного света с улучшенным цветоразличием ЛДЦ 80–4 длиной 1514,2 мм, световой поток которой равен 3560 лм. 4.5 Государственные и общественные структуры, к которым могут обращаться работники с жалобами на дискомфортные условия труда В соответствии с пунктом 14.3. Положения о системе
управления охраной труда в системе Министерства труда и социальной защиты
Республики Беларусь, утвержденным постановлением Министерства труда и
социальной защиты Республики Беларусь от 30 сентября 2005 г.: Руководители
комитетов по труду и социальной защите облисполкомов и Минского горисполкома,
городских, районных управлений и отделов по труду и социальной защите местных
исполнительных и распорядительных органов помимо обязанностей, предусмотренных
пунктом 9 настоящего Положения, осуществляют руководство деятельностью в
области охраны труда организаций социального обслуживания коммунальной формы
собственности (далее – подчиненные организации), включая: Кроме того, можно обратиться в профсоюзные организации своего предприятия, а также в вышестоящие профсоюзные организации. Заключение С переходом на рыночные отношения перед предпринимателями и руководителями предприятий встает множество вопросов: – как рационально организовать финансовую деятельность предприятия для его дальнейшего развития; – как повысить эффективность управления финансовыми ресурсами; – насколько правильно предприятие управляло финансовыми ресурсами в течение определенного периода. На эти и многие другие жизненно важные вопросы может дать ответ объективный финансовый анализ, так как его результаты характеризуют финансовую деятельность предприятия за прошедший период, выявить негативные стороны, определить концепцию развития в будущем. Анализ финансового состояния определяет конкурентоспособность предприятия, его потенциал в деловом сотрудничестве, оценивает, в какой степени гарантированы экономические интересы самого предприятия и его партнеров по финансовым и другим отношениям. Данные финансового анализа используются для прогнозирования возможных финансовых результатов, экономической рентабельности, исходя из реальных условий хозяйственной деятельности и наличия собственных и заемных ресурсов; разработки конкретных мероприятий, направленных на более эффективное использование финансовых ресурсов и укрепления финансового состояния предприятия. В ходе написания дипломной работы был изложен материал, описывающий сущность, методы, информационную базу финансового анализа, а также представлена методика расчета показателей анализа с использованием реальных данных предприятия ООО «СИ-трейдинг». На основе исследования деятельности ООО «СИ-трейдинг» за 2006–2008 гг. разработана реальная картина финансового состояния предприятия и ее изменение в течение трех лет. Анализируя деятельность Общества с ограниченной ответственностью «СИ-трейдинг» за 2006–2008 гг., следует отметить, что данное предприятие планомерно и ритмично проводило свою экономическую политику в области реализации начатых инвестиционных проектов. За 2005–2006 гг. предприятию в целом удалось достичь ряд договоренностей о реализации крупных инвестиционных проектов в области строительства объектов социальной инфраструктуры в г. Минске, а также положительно решить вопросы по масштабному финансированию данных инвестиционных проектов. С 2007 года начато строительство объекта административного назначения «Бизнес-центр по 1-му Загородному переулку в г. Минске» и объекта «Многоуровневая автостоянка в комплексе с автовокзалом «Центральный», объектами торговли, сервиса, общественного питания по ул. Бобруйская в г. Минске». Основным и единственным видом деятельности организации является сопровождение инвестиционного проекта. Получение прибыли по данному виду деятельности возможно лишь после полной реализации проекта. Поэтому как видно из бухгалтерского баланса, а также из отчета о прибылях и убытках, прибыль за отчетный 2008 год отсутствует, убыток же от деятельности увеличился с -2 млн. р. до -32 млн. р. Анализ динамики валюты баланса показывает, что за анализируемый период она увеличилась с 2598 млн. р. до 52924 млн. р. (на 50326 млн. р.), т.е. на 1937%. Это означает, что за три года хозяйственная деятельность ООО «СИ-трейдинг» существенно возросла, увеличилась стоимость вложения в реализуемые проекты. Абсолютный прирост внеоборотных активов составил 36004 млн. р., т.е. увеличился на 1505% по отношению к 2006 году. Объем оборотных активов увеличился с 206 млн. р. до 14528 млн. р. (на 14322 млн. р.), т.е. возрос на 6952% к началу анализируемого периода. Активную хозяйственную деятельность предприятия также характеризует рост закупок строительных материалов и увеличение текущей дебиторской задолженности поставщиков и подрядчиков по товарам и услугам связанных со строительством объектов. Исследования показали, что деятельность предприятия финансируется за счет заемных средств. Доля собственных средств в 2008 году составила 0,64%. Коэффициент финансовой автономии ООО «СИ-трейдинг» ниже нормативного и имеет отрицательное значение, что свидетельствует о финансовой зависимости предприятия от внешних источников. Использование заемного капитала является характерным для данного вида деятельности. При анализе чистых активов предприятия наблюдается их увеличение в абсолютном выражении. Стоимость чистых активов в 2008 году выросла по сравнению с 2006 годом на 274 млн. р. Также заметно существенное превышение чистых активов предприятия над уставным фондом. Это свидетельствует о финансовой устойчивости предприятия. Устойчивость финансового состояния ООО «СИ-трейдинг» характеризуется как нормальная, при которой гарантируется платежеспособность предприятия. Гарантированную платежеспособность предприятия подтверждает проведенный анализ относительных показателей платежеспособности предприятия: коэффициентов абсолютной, срочной, промежуточной и текущей ликвидности. Данные показатели, рассчитанные для ООО «СИ-трейдинг» занчительно превышают их нормативное значение, что свидетельствует о высокой платежеспособности предприятия. При анализе состава, структуры и динамики оборотного капитала, эффективности использования заемного капитала были выявлены негативные тенденции в части увеличения дебиторской задолженности и запасов строительных материалов. На основании результатов анализа было предложено мероприятие по сокращению дебиторской задолженности, снижению запасов строительных материалов до минимума, необходимого для производства строительно-монтажных работ на объекте, рациональному планированию поступления заемных средств на счета предприятия. В результате чего, организация может получить годовую экономию денежных средств в размере 501,9 млн. р. Анализ экономической ситуации в стране, отсутствие кредитных ресурсов на рынке, недостаток собственных денежных средств у субъектов хозяйствования в Республике Беларусь значительно снизили спрос на объекты недвижимости. В связи с этим отвергнута концепция реализации проекта путем его продажи и предложено мероприятие по сдаче торгово-офисных площадей в аренду. Рассчитанные показатели оценки инвестиций доказывают финансовую реализуемость проекта и высокую эффективность инвестированных денежных средств. Это подтверждают положительный чистый дисконтированный доход и индекс прибыльности (в проекте «Бизнес-центр по 1-му Загородному переулку в г. Минске» чистый дисконтированный доход проекта составляет 1122009 долл., индекс прибыльности равен 1,06; в проекте «Автовокзал «Центральный» в г. Минске» чистый дисконтированный доход равен 1623119 долл., а индекс прибыльности – 1,06). В конструкторско-технической части дипломного проекта был разработан сборочный чертеж модуля управления и контроля. Модуль управления и контроля, являющийся составной частью устройства управления и контроля источником бесперебойного питания, предназначен для получения сигналов от датчиков устройства, и формированием соответствующего управляющего сигнала для источника бесперебойного питания. Модуль управления и контроля имеет следующие габаритные размеры: 150х55х33 (мм), шаг координатной сетки равен 1,25 мм. В четвертом разделе, по охране труда и экологической безопасности, дипломного проекта проектируется искусственное освещение для офисного помещения. Был выбран светильник подвесной ЛСПО‑1, длинной 1536 мм с двумя лампами мощностью 80 Вт каждая (лампа ЛДЦ 80–4 длинной 1514,2 мм). Количество светильников выбрано шесть, расстояние от края светильника до стены 1,35 м. Световой поток светильника 6417 лм. Выбор и проектирование данной системы общего равномерного искусственного освещения обеспечит нормальные условия труда и защиты зрения человека при работе в производственном помещении. Список литературы [1] Савицкая Г.В. Экономический анализ: учебник / Г.В. Савицкая. – М.: Новое знание, 2004. – 640 с. [2] Ткачук М.И. Основы финансового менеджмента: учеб. пособие / М.И. Ткачук, Е.Ф. Киреева. – Минск: Интерпрессервис, Экоперспектива, 2002. – 414 с. [3] Шуляк П.Н. Финансы предприятия: учебник / П.Н. Шуляк. – М.: Издательско-торговая кооперация «Дашков и К», 2004. – 708 с. [4] Попов Е.М. Финансы предприятий: учебник / Е.М. Попов. – Минск: Вышэйшая школа, 2005. – 573 с. [5] Гиляровская Л.Т. Анализ и оценка финансовой устойчивости коммерческой организации / Л.Т. Гиляровская. – М.: ЮНИТИ-ДАТА, 2006. – 150 с. [6] Ковалев В.В. Анализ хозяйственной деятельности предприятия: учебник / В.В. Ковалев, О.Н. Волкова. – М.: ТК Велби, Проспект, 2005. – 420 с. [7] Елисеева Т.П. Экономический анализ хозяйственной деятельности: учеб. пособие / Т.П. Елисеева. – Минск: Современная школа, 2007. – 941 с. [8] Гиндзбург А.И. Экономический анализ: учебник для вузов / А.И. Гиндзбург. – СПб: Питер, 2008. – 527 с. [9] Адаменкова С.И. Анализ хозяйственной деятельности: учеб. пособие / С.И. Адаменкова, О.С. Евменчик. – Минск: БНТУ, 2008. – 257 с. [10] Старова Л.И. Анализ производственно-хозяйственной деятельности предприятия: учебно-методический комплекс для студентов специальности «Экономика и организация производства» / Л.И. Старова. – Минск: БГУИР, 2006. – 57 с. [11] Анализ хозяйственной деятельности в промышленности: учебник / В.И. Стражев [и др.]. – Минск: Вышэйшая школа, 2005. – 497 с. [12] Ерина С.И. Анализ хозяйственной деятельности: учебно-методический комплекс / С.И. Ерина. – Новополоцк: ПГУ, 2008. – 250 с. [13] Финансы предприятий: учебное пособие / Н.Е. Заяц [и др.]. – Минск: Вышэйшая школа, 2005. –526 с. [14] Герасимова В.И. Экономический анализ хозяйственной деятельности / В.И. Герасимова, Л.И. Харевич. – Минск: Право и экономика, 2008. – 513 с. [15] Хасси Д. Стратегия и планирование / Д. Хасси. – СПб.: Питер, 2001. – 246 с. [16] Галенко В.П. Бизнес-планирование: создание успешного бизнес-плана на предприятии / В.П. Галенко, В.П. Самарина, О.А. Страхова. – СПб.: Питер, 2004. – 282 с. [17] Ковалев А.И. Анализ финансового состояния предприятия / А.И. Ковалев, В.П. Привалов. – М.: Центр экономики и маркетинга, 2000. – 203 с. [18] Разработка и оформление конструкторской документации РЭА: справочное пособие / Э.Т. Романычева [и др.]. – М.: «Радио и связь», 1989. – 240 с. [19] Конструкторско-технологическое проектирование электронной аппаратуры: учебник для вузов / К.И. Билябны [и др]. – М.: МГГУ им. Н.Э. Баумана, 2002. – 293 с. [20] Ненашев А.П. Конструирование РЭС: учебник для радиотехнических специализированных вузов / А.П. Ненашев. – М.: Высшэйшая школа, 1990. – 120 с. [21] СанПиН 9–131РБ2000. Гигиенические требования к видеодисплейным терминалам, персональным электронно-вычислительным машинам и организации работы. [22] Михаловский А.С. Сборник нормативных документов по вопросам охраны труда / А.С. Михаловский, Г.Е. Седюкевич. – Минск: ОДО «Лоранж‑2», 2002, 540 с. [23] ГОСТ 29137–91. Формовка выводов и установка изделий электронной техники на печатные платы. Общие требования и нормы конструирования. [24] Семич В.П. Охрана труда при работе на персональных электронно-вычислительных машинах и другой офисной технике: практическое пособие / В.П. Семич. – Минск: ЦОТЖ, 2005. – 85 с. [25] СНБ 2.04–05–98. Естественное и искусственное освещение. Строительные нормы Республики Беларусь. [26] Михнюк Т.Ф. Безопасность жизнедеятельности: учеб. пособие / П.В. Михнюк. – Минск: Дизайн ПРО, 2004. – 240 с. [27] Шупейко И.Г. Проектирование общего искусственного освещения производственных помещений: метод. указания для проведения практических занятий для студентов всех специальностей / И.Г. Шупейко. – Минск, БГУИР, 1996. – 58 с. |
|||||||||||||||||||
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18
 |
||
| НОВОСТИ |  |
|
|
||
| ВХОД | |
|
|
|||||
Рефераты бесплатно, реферат бесплатно, сочинения, курсовые работы, реферат, доклады, рефераты, рефераты скачать, рефераты на тему, курсовые, дипломы, научные работы и многое другое. |
||
При использовании материалов - ссылка на сайт обязательна. |
||